
国際特許分類[B23B27/14]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547)
国際特許分類[B23B27/14]の下位に属する分類
国際特許分類[B23B27/14]に分類される特許
1 - 10 / 2,012
表面被覆切削工具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
表面被覆切削工具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
耐酸化性と耐摩耗性にすぐれた表面被覆工具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
単結晶ダイヤモンドバイト及び単結晶ダイヤモンドバイトを使用した切削方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ダイヤモンド被膜被着部材およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
切削工具
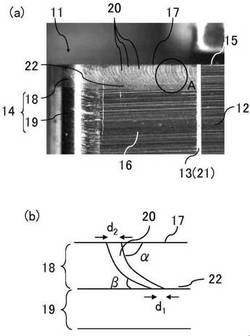
【課題】芯材と被覆層との複合繊維体を切刃部に用いて、焼成によるクラックの発生を抑制できるとともに、耐欠損性を有する切削工具を提供する。
【解決手段】工具本体12と、工具本体12の取付台座に設けられた切刃チップ14とからなり、切刃チップ14の切刃部18が、複数本が並んだ繊維状の芯材と芯材の外周を取り囲んで芯材とは異なる組成の被覆層との繊維からなり、逃げ面12における繊維の繊維配列方向が、切刃17の稜線方向に対して、切刃17の稜線直下では工具本体12の下面取付台座13側よりも大きい角度となるように屈曲している切削工具である。
(もっと読む)
高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具

【課題】高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、Ti化合物層からなる下部層とAl2O3層からなる上部層が被覆形成された表面被覆切削工具において、上部層のAl2O3粒について、(0001)面の法線がなす傾斜角を測定し、隣接する測定点からの測定傾斜角の角度差が5度以上である場合に異なる結晶粒であるとして結晶粒を特定し、個々の結晶粒のアスペクト比を求めた場合、アスペクト比が5未満である結晶粒が面積比で10〜50%、アスペクト比が5以上である結晶粒が面積比で50〜90%を占め、また、結晶粒個々の結晶粒内平均方位差を求めた場合、アスペクト比が5未満の結晶粒の結晶粒内平均方位差の平均は5度未満、一方、上記アスペクト比が5以上である結晶粒の結晶粒内平均方位差の平均は5度以上を示す。
(もっと読む)
靭性と耐摩耗性に優れたダイヤモンド被覆超硬合金製切削工具
【課題】CFRP等の難削材の高速切削加工において、すぐれた靭性を備え、すぐれた耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】Coを3〜15質量%含有するWC基超硬合金を基体とするダイヤモンド被覆超硬合金製切削工具において、該WC基超硬合金基体の表面から、その内部へ表面から10μmの縦断面領域にわたるCoの結晶構造を電子線後方散乱回折装置で測定した場合、Coの総占有面積に占める六方晶(hcp)構造のCoの占有面積割合が、0.2〜0.8の範囲内であり、また、好ましくは、ダイヤモンド膜の平均圧縮残留応力値が、2.2〜3GPaの範囲内であり、また膜厚をDとし、刃先稜線部の断面におけるダイヤモンド膜の圧縮残留応力が、膜厚の中央位置の圧縮残留応力をSmとした時に、界面から0.25Dの部分でSmの1.2〜2.0倍の範囲であり、界面から0.75Dの部分でSmの0.5〜0.8倍の範囲であるダイヤモンド被覆超硬合金製切削工具。
(もっと読む)
1 - 10 / 2,012
[ Back to top ]