
国際特許分類[B23D77/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | リーマー工具 (149)
国際特許分類[B23D77/00]の下位に属する分類
リーマーのうち差し込み式の切刃をもつもの (60)
リーマーのうち摩耗量の補償ができるもの (3)
リーマーのうち切刃がテーパー状に配列されたもの (4)
特殊用途のリーマー,例.円筒の突起の加工用 (17)
国際特許分類[B23D77/00]に分類される特許
1 - 10 / 65
切削工具および切削装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
切削工具、切削装置、及びそれを用いた切削加工物の製造方法
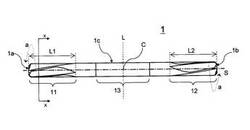
【課題】 優れた穴加工性と優れた耐折損性とを兼ね備えた切削工具を提供する。
【解決手段】 円柱状の本体部10と、 本体部10の回転軸S方向の一端部1aに位置しているとともに第1切刃11aを有する第1切削部11と、 本体部10の回転軸S方向の他端部1bに位置しているとともに第2切刃12aを有する第2切削部12と、 本体部10の第1切削部11と第2切削部12との間に位置しているシャンク部13と、を備え、 本体部10の回転軸S方向の中点Cを通るとともに回転軸Sに直交する基準線Lを基準にして反転したときに、反転前の第1切刃11aと反転後の第2切刃12aとが異なる位置に存在する切削工具1とする。
(もっと読む)
リーマ

【課題】マージンの幅を確保して加工精度の向上を図り、且つ、切削抵抗を低減することができるリーマを提供することを課題とする。
【解決手段】外周に刃部20が設けられたリーマ10であって、刃部20は、切れ刃21に連なるマージン23を有する第1切れ刃25、26と、この第1切れ刃25、26のマージン23の幅Aよりもマージン33の幅Bが広い第2切れ刃35、36とからなり、第1切れ刃25の隣に第2切れ刃35が配置され、回転方向に沿って第1切れ刃25と次の第2切れ刃35とのなす第1中心角θ1より、第2切れ刃35と次の第1切れ刃26とのなす第2中心角θ2は小さく設定され且つ、第2切れ刃35の先端部は、第1切れ刃25の先端部よりシャンク側へ後退している。
【効果】マージンの幅を確保して加工精度の向上を図り、且つ、切削抵抗を低減することができる。
(もっと読む)
クーラント穴付き穴加工工具
【課題】より少ないクーラント消費量およびクーラント供給圧でありながらも、ガイドパッドと加工穴の内周面との確実かつ効率的な冷却、潤滑を図る。
【解決手段】軸線O回りに回転される軸線Oを中心とした円柱軸状の工具本体1の先端部外周に切刃が設けられるとともに、工具本体1には、工具本体1の後端部から先端側に向けてクーラント穴12が穿設されており、このクーラント穴12は、工具本体1内で外周側に分岐する外周分岐穴12Bを経て再び先端側に向かうように延びて、切刃よりも後端側の工具本体1外周面に開口させられている。
(もっと読む)
切削加工用工具
【課題】切削屑を十分に破砕し得るチップブレーカを有し、且つチップを穴の外部に速やかに排出し得る切削加工用工具を提供する。
【解決手段】段付リーマ10のボデー14には、先端部から基端部に向かうにつれて、第1刃部16、第2刃部18、第3刃部20及び第4刃部22がこの順序で設けられている。これらの刃部16、18、20、22のそれぞれに含まれる第1すくい面38、第2すくい面40、第3すくい面42及び第4すくい面44には、各々、ボデー14の軸線から離間するように傾斜する第1傾斜面48、50、52、54と、該第1傾斜面48、50、52、54に連なり且つボデー84の軸線に向かうように傾斜する第2傾斜面56、58、60、62とが形成される。第1傾斜面48、50、52、54は切り刃として機能し、一方、第2傾斜面56、58、60、62は、切削屑を破砕するチップブレーカ壁として機能する。
(もっと読む)
ヘッド着脱式切削工具
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
シャフトツールと接続片との間の境界部
【課題】 シャフトツール内に冷却剤/潤滑剤を効果的に供給し得る境界部を提供すること。
【解決手段】 シャフトツールと接続片512との間の境界部において、シャフト端部の外円錐570が接続片512と相互に作用する円錐嵌合面570を形成し、同円錐嵌合面570は、精密加工面で形成される。シャフト端部の外円錐と接続片512の内円錐572との互いに対向する円錐面は、それら円錐面が軸方向に堅固に相互に当接する場合に、シャフトツールのオリフィスの径方向外側の領域において確実に接触するような公差を備える。
(もっと読む)
リーマ
【課題】リーマを用いた切削加工の際、切屑の絡まりを防止して、切屑を円滑に排出することができるリーマを提供する。
【解決手段】リーマ10は軸線方向先端側に配置された外径寸法先細の食付き部A、および食付き部Aよりも軸線方向後方に配置された外径寸法略一定の仕上げ部Bを有するリーマ刃21を備え、食付き部Aにニック31が形成される。
(もっと読む)
軸状工具
【課題】工具本体先後端部が交換可能に装着される分割式の軸状工具においても、これらの軸線同士を互いに正確に同軸上に一致させて高精度の加工を行う。
【解決手段】軸線Oを中心とした軸状の工具本体後端部3の先端に、切刃を備えた軸状の工具本体先端部2が同軸上に着脱可能に取り付けられる軸状工具にあって、工具本体後端部3の先端部と工具本体先端部2の後端部との一方には軸線Oに沿って突出する突軸部13を形成するとともに、他方には突軸部13を収容する凹孔部14を軸線Oに沿って形成し、突軸部13を凹孔部14に軸線O回りに回転されることなく軸線O方向に引き込まれることにより収容し、さらに凹孔部14の内周と突軸部13の外周には、これら凹孔部14の開口端側と突軸部13の基端側に向かうに従い漸次拡径する軸線Oを中心としたテーパ面を互いに等しいテーパで密着可能に形成する。
(もっと読む)
リーマ及び穴の加工方法
【課題】バリの発生を抑制でき、所望する穴径を得ることができる、リーマ及び穴の加工方法を提供する。
【解決手段】円柱状であり、中心線の周りに予め設定された回転方向に回転する、円柱部と、前記円柱部の外周面に設けられ、アッパーカットとなるような方向にねじれて伸びる、刃部と、前記円柱部内に設けられ、切削液が導入される、切削液流路と、前記円柱部の外周面に形成され、前記切削液流路に接続される、排出口群とを具備する。前記切削液流路は、切削液が前記排出口群から後端側へ向かって排出されるように、伸びている。
(もっと読む)
1 - 10 / 65
[ Back to top ]