
国際特許分類[B24B49/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 電気的装置を有するもの (339)
国際特許分類[B24B49/10]に分類される特許
331 - 339 / 339
ウェーハ研磨装置及びウェーハの研磨方法

【課題】ウェーハの研磨量をミクロン単位に正確に制御してウェーハを所望の厚さに形成する。
【解決手段】研磨送りをする駆動源の研磨中における負荷電流と研磨量との相関関係3を予め取得しておき、そのデータに基づき、所望の研磨量に対応する負荷電流値を求める。そして、実際に検出された負荷電流値が求めておいた負荷電流値と一致した時に研磨を終了することにより、ウェーハを所望の厚さとする。
(もっと読む)
ワ−クの研削方法および研削装置

【課題】 異形のワ−クの研削加工時間の短縮。
【解決手段】 ワ−ク2表面を砥石車3を用いて研削を行う方法において、前記砥石車とワ−クとの干渉領域より発生した振動信号をワ−ク近傍のチャック面に設置した振動センサヘッド40が検出し、この振動信号値(Ei)が予め設定した振動信号のトリガ−値(E0)よりも高いときはワ−クテ−ブル4を一方向に進行させ、振動信号値(Ei)が予め設定した振動信号のトリガ−値(E0)以下に達したときにワ−クテ−ブルの駆動手段に反転信号を送り、ワ−クテ−ブル4を反転させる。ワ−クの研削が行われていないときのテ−ブル4の空転移動距離を短くできる。
(もっと読む)
薄肉円板状工作物の両面研削方法および両面研削装置
研削加工後のワーク変形量から、砥石車の姿勢の狂いを検出して、砥石車を正しい姿勢に調整することで、平行度および平坦度に優れるワークを得られる両面研削技術を提供する。砥石車(1、2)の切込み完了時に、エアゲージセンサ(Sa、Sb、Sc)を用いて、静圧パッド(20、21)とワーク(W)の表裏両面との距離を3箇所で測定し、これら3箇所の測定結果から、ワーク(W)の変形量を検出するとともに、この算出した変形量が所定値を超えた場合に、その変形量に基づいて、砥石車(1、2)の切込み完了時のワーク(W)が変形を生じず平坦となるように、砥石車(1、2)を移動調整する。  (もっと読む)
(もっと読む)
ガラス板の割れ検出方法及びその装置並びにガラス板の研磨方法及びその装置
【課題】研磨中のガラス板の割れ音を他のガラス板の割れ音等と区別して検出する
【解決手段】マイクロホン30によって集音し、フィルタ40によって高周波数の音を抽出する。次に、フィルタ40によって抽出された高周波数の音について、まず、所定時間T1(T1=10msec)内で最大となる音レベルを所定時間T1毎に取得する。次に、現在から過去所定時間T2(T2=300msec)内で、前記取得された音レベルの中で最小の音レベルを定常音レベルとして取得する。次いで、T1如く取得している現在の音レベルと前記定常音レベルとの比が、所定の値(2.5)を超えた際に1カウント加算する。そして、カウントが10カウントになるまで所定時間T1毎に前記第3の工程と第4の工程とを繰り返し、所定時間T3(5sec)内に10カウントに達すると、ガラス板Gに割れが発生したと判定し、制御部24に割れを示す信号を出力する。
(もっと読む)
テクスチャ加工装置
【課題】 磁気記録媒体の基板表面のテクスチャ加工において、テクスチャ加工の前後ばかりでなく、テクスチャ加工状態における基板の面振れの異常も検出することができるテクスチャ加工装置を提供する。
【解決手段】 テクスチャ加工される基板22の被加工面と研磨テープ34との間の水の圧力を検出する圧力センサ46Aおよび46Bが設けられるもとで、制御ユニット50が圧力センサ46Aおよび46Bからの検出出力に基づいて基板22の面振れの良否を判定する。
(もっと読む)
研磨工程のリアルタイム監視
研磨工程及びその他の物質除去工程をインサイチューに監視するための技法は、ウェハーキャリアに埋め込まれた水晶振動子ナノバランス(225)を採用する。ウェハーから除去された物質は水晶体の表面に沈積する。その結果の水晶体の周波数のシフトは除去された物質の量を示し、瞬間除去速度並びに工程終点を決定できるようにする。水晶結晶板ナノバランス(225)への沈積は、与えられるバイアスによって制御することができる。複数の水晶振動子ナノバランスを使用することができる。本発明のさらなる実施態様においては、研磨工程中にスクラッチなど欠陥原因事象を検出するために水晶振動子ナノバランスが使用される。  (もっと読む)
(もっと読む)
基板縁部測定装置および基板縁部研磨装置
投受光部(52)は、液体が基板(14)に供給されて縁部(30)に流れる状態で、レーザ光を縁部(30)に投光し、反射光を受光する。信号処理コントローラ(54)は、反射波の電気信号を処理して縁部(30)の状態を判断する。研磨途中の縁部の状態が監視される。また、研磨終点が検知される。レーザ光以外の送信波が用いられてもよい。縁部(30)が流路形成部材で囲まれて、流路が好適に形成されてもよい。液体が基板縁部に流れる状況でも好適に縁部を測定可能にする。 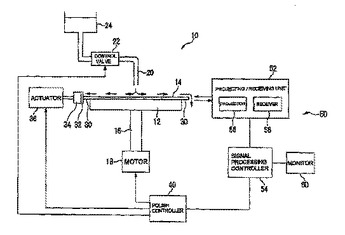 (もっと読む)
(もっと読む)
同心度修正を有する研削盤
工具研削盤は機械制御ユニットを有し、当該機械制御ユニットは、例えば、トレーサ(9)と測定モジュールとを備える適当な測定機器を用いて、最初にワークピース受け器の理想的な受け器軸(C)に関するぶれを決定する。ブランク(7)又はワークピースの研削機械加工において、このぶれは考慮され且つ補償される。すなわち、ワークピースが正確に意図された寸法で且つ同心で機械加工されるような方法で、研削工具は揺れ動くワークピースをトレースさせられる。  (もっと読む)
(もっと読む)
ロールグラインダーのビビリ検知方法
【目的】 ロールグラインダーのビビリを検知する。
【構成】 ロールグラインダー1のロール軸受部3に取り付けた振動センサー4からの振動信号を周波数解析器7に入力して周波数帯域毎の振動レベルを解析し、解析した振動レベルのうちビビリに関する特定の振動帯域の振動レベルをビビリ判定器10に入力し、このビビリ判定器10にあらかじめ設定したしきい値と比較して振動レベルがしきい値を超えたときには、ビビリが発生したと判定するロールグラインダーのビビリ検知方法。
【効果】 圧延ロールのロールマークを低減できる。
(もっと読む)
331 - 339 / 339
[ Back to top ]