
国際特許分類[B29C33/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 成形面の形状,例.リブ,溝,に特徴があるもの (734)
国際特許分類[B29C33/42]に分類される特許
11 - 20 / 734
成形品
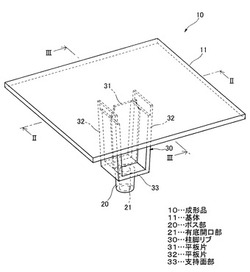
【課題】ヒケの発生を防止するだけでなく、限られた量の材料でも剛性と強固な取付強度を得ることを可能とし、しかも、成形容易な形状により金型装置のコストを低減し、かつコンパクト化も実現することができる成形品を提供する。
【解決手段】凸部20の基端を、該基端が対向する基体11の裏面に対して、該裏面と交差する方向に延びる柱脚リブ30を介して結合させた。柱脚リブ30は、基体11の裏面と交差する方向が長辺となる断面薄型の複数の平板片31,32が互いに交差して結合した形状に形成された。柱脚リブ30は、凸部20の軸心と平行である成形品10全体の型抜き方向と交差する逃げ方向に沿って、凸部20を中心として互いに分離する両側に向かって離型するコア44により型抜き可能な形状に形成された。
(もっと読む)
光反射成形体の製造方法及び金型

【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
スタンパ、インプリント装置並びに処理製品製造装置及び処理製品製造方法
【課題】
本発明は、ベース膜厚のバラツキを低減できるスタンパ又はインプリント装置、精度のよい微細パターンを形成できる処理製品製造装置又は処理製品製造方法を提供することにある。
【解決手段】
本発明は、スタンパ又は前記スタンパを用いてインプリントするインプリント装置又は前記インプリントによって処理製品を製造する処理製品製造装置又は処理製品製造方法において、前記スタンパは前記処理製品として機能を果たす正規パターンが必要とする深さ以上のダミー部分の深さを備えるダミーパターンを有する。
(もっと読む)
タイヤ加硫用ブラダおよびタイヤ加硫装置
【課題】温水加硫またはガス加硫によりグリータイヤを加硫する際に、ブラダの温度差を大幅に小さくできるタイヤ加硫用ブラダおよびタイヤ加硫装置を提供する。
【解決手段】筒状のブラダ2の内壁面に、その円周方向に対して斜めに傾斜して断続した状態または連続した状態で延びる突状部4を備えたことにより、グリーンタイヤGを加硫する時にブラダ2内部に熱媒体Hおよび加圧媒体となる温水、または、熱媒体Hとなる水蒸気と加圧媒体となるガスが注入、充填されると、突状部4に沿って誘導されて環状に膨張したブラダ2の円周方向に流動するとともに、ブラダ2の上下方向に旋回して流動し、この熱媒体Hのブラダ円周方向の円環流とブラダ上下方向の旋回流とが相乗的に作用することによって、ブラダ2の温度差が十分に小さくなる。
(もっと読む)
射出成形用金型、及び成形品
【課題】製品機能を維持した上で、所望の形状に成形することが可能な射出成形用金型、及び成形品を提供する。
【解決手段】キャビティCは、筒部を成形するための筒状の第1キャビティ31と、第1キャビティ31における軸方向一端側に連通し、フランジ部を成形するための環状の第2キャビティ32と、を有し、第2キャビティ32は、型板22,23のうち、可動側型板23に形成された可動側凹部41と、固定側型板22の上面24と、で画成され、固定側型板22の上面24において、内周部分には、可動側凹部41内に向けて突出するとともに、第1キャビティ31の全周を取り囲む突出成形部51が形成されていることを特徴とする。
(もっと読む)
射出成形体
【課題】 ウェルドに起因して生ずる、強度上あるいは外観上の問題の発生を抑制する。
【解決手段】 合成樹脂の射出成形により形成された射出成形体1において、射出成の板状部は、射出成形時に溶融樹脂が合流する線状領域Sを含む。板状部には、対をなす凹部3,4が、前記線状領域Sを挟むように設けられ、対をなす凹部3,4のうち、一方3は板状部の表側面に、他方4は板状部の裏側面に設けられる。対をなす凹部3,4は線状領域Sの長さ方向の一部にのみ設けられ、線状領域Sには対をなす凹部3,4が設けられていない部分があることが好ましい。
(もっと読む)
ボスの支持構造
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
フレネルレンズおよび照明器具
【課題】入射光量に対する出射光量の比としての射出効率を低下させることなく、金型の製作を容易にできるとともに、射出成形時に離型し易く、製品良品率の高い樹脂製のフレネルレンズを提供する。
【解決手段】プリズム4の高さをh、プリズムの頂点部の半径をr、フレネルレンズ1の光学機能を有する有効径をD、有効径Dの範囲に含まれるプリズムの数をNとする。この場合以下の式(1)で示されるkの値を0.04〜0.38とする。これによって、フレネルレンズの入射光に対する出射光の比率を示す射出効率を必要十分な状態に維持できる。さらに、金型の製造が容易で、かつ、成形されたフレネルレンズの離型が容易になる。また成形されたフレネルレンズの品質を安定させることができる。 (もっと読む)
(もっと読む)
微細構造形成用型および光学素子の製造方法
【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
鉛蓄電池用電槽蓋
【課題】簡単にヒケの発生を防止できる鉛蓄電池用電槽蓋を提供すること。
【解決手段】金型によって成形される電槽蓋3において、金型の抜き方向に沿って延びる電槽蓋3の第1側面部34の内面34Aに間隔Lをあけて複数の突部45,45を一体に成形した。
(もっと読む)
11 - 20 / 734
[ Back to top ]