
国際特許分類[B29D15/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 歯車または溝もしくは突起を有する類似の物品,例.調節ノブ,の製造 (16)
国際特許分類[B29D15/00]に分類される特許
1 - 10 / 16
樹脂成形体及びこれを用いた樹脂製歯車
【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
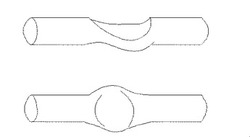
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置

【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
樹脂歯車およびその製造方法とその製造装置
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
繊維強化樹脂製歯車の製造方法
【課題】成形時間や機械加工時間の短縮によって、良好な生産性が確保できると共に、全ての歯部に均等、最適配置、かつ高繊維体積率で連続繊維を配向させることによって、歯部の強度、耐摩耗性、及び品質安定性に優れる繊維強化樹脂製歯車の製造方法を提供する。
【解決手段】連続繊維3に熱可塑性樹脂4を含浸させた帯状のプリプレグ9を、プリプレグ9の帯状に長く延びる方向の切断面の形状が直線歯形8となるように成形して帯状半成形品13を得る。その後、帯状半成形品13を、帯状半成形品13の歯部8a同士が複数回重なるように丸めて筒状半成形品14を得る。その後、筒状半成形品14の外面の凹凸形状と、射出成形型15の内面の凹凸形状とが噛み合うように、筒状半成形品14を射出成形型15の型内空間に挿入する。その後、筒状半成形品14よりも内側の型内空間に、短繊維強化熱可塑性樹脂からなる二次材料16を溶融状態で加圧充填することによって、筒状半成形品14を射出成形型15の内面に押し付ける。
(もっと読む)
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。  (もっと読む)
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
繊維強化樹脂歯車及びその製造方法
【課題】編み物で繊維強化材を構成するとともに、切削加工により歯部が形成された繊維強化樹脂歯車において、歯部の強度低下を抑制する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されるとともに歯部15が形成されている。各歯部15の歯先の幅Wは編み物の編み目のコース方向における編み目1つ分の距離より小さく形成されている。各歯部15は、編み物を構成する編み目の横の列20bにおいて、一つのループとそのループに交差する2つのループとの一対の交差部、即ち図において部分A又は部分Bを1個有する。繊維強化樹脂部14の繊維強化材は、帯状に形成された編み物を繊維強化樹脂歯車11の軸方向に螺旋状に巻き重ねて環状に形成されている。
(もっと読む)
複合ギア
本発明の歯車は、コアと歯とを含み、前記コアは第1の材料を含み、前記歯は、コアの第1の材料とともに、その上に表皮として成形された第2の材料を含み、歯底における前記表皮の厚さが、歯のピッチ線における前記表皮の厚さより厚い。  (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂歯車
【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
1 - 10 / 16
[ Back to top ]