
Fターム[2H150BA21]の内容
光ファイバ、光ファイバ心線 (14,865) | 心線の製造 (799) | 製造のための装置 (119)
Fターム[2H150BA21]の下位に属するFターム
Fターム[2H150BA21]に分類される特許
1 - 17 / 17
光ファイバのマーク検出装置及びその検出方法
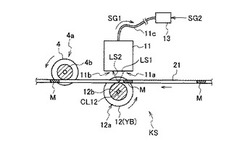
【課題】光ファイバの素線に付されたマークの検出をインラインで実行可能とする光ファイバのマーク検出装置を提供する。
【解決手段】光ファイバの素線(21)に付与されたマーク(M)を検出する装置であって、レーザ光(LS1)を出光する出光部(11a)及びレーザ光(LS2)を受光する受光部(11b)を有し、受光部(11b)で受光したレーザ光(LS2)の強度に応じた信号を出力する検出部(11)と、レーザ光を反射する底面(12b)を有する溝部(12a)が設けられた素線案内部材(12)と、を備える。検出部(11)は、素線(21)を素線案内部材(12)の溝部(12a)内における底面(12b)に接触させた状態で、素線(21)を間にして素線案内部材(12)と対向すると共に出光部(11b)からのレーザ光(LS2)が少なくとも素線(21)に照射されるよう配置されている。
(もっと読む)
ガイドローラ及び光ファイバの製造方法

【課題】光ファイバを損傷させることなく長期にわたって良好にガイドすることが可能なガイドローラ及び光ファイバの製造方法を提供する。
【解決手段】ガラスファイバG1が樹脂で被覆された光ファイバG2の走行をガイドするガイドローラであって、光ファイバG2が接触する表面におけるビッカース硬さが1000以上である。このガイドローラを、線引き炉21の直下に設けられて光ファイバG2の走行方向を変更する直下ローラ12として用いる。
(もっと読む)
光ファイバ紡糸装置及びその方法
【課題】タワーの高さを高くすることなく、紡糸した光ファイバに対して連続して複数の樹脂被覆を施すことを可能とする。
【解決手段】光ファイバ紡糸装置1は、光ファイバ母材5を加熱して光ファイバ7に紡糸する紡糸炉9と紡糸された光ファイバに樹脂を被覆する樹脂被覆装置25と樹脂硬化装置27とを上方向から下方向へ順次垂直方向に配置した被覆・硬化装置と、光ファイバを再び垂直の上方向へ搬送する垂直搬送部47とこの垂直搬送部47の光ファイバを光ファイバの送り速度と同じ速度で引き取る垂直上部引取部49とで構成される垂直搬送装置45と、からなるメインタワー3と、光ファイバに樹脂を被覆する樹脂被覆装置57と樹脂硬化装置59とを上方向から下方向へ順次垂直方向に配置した補助タワー51と、光ファイバを巻き取る巻取装置71と、で構成されている。
(もっと読む)
光ファイバ素線およびその製造方法と製造装置
【課題】外部的要因によるPMDの増加を、最終製品でも確実かつ安定して抑制し得るようにする。
【解決手段】光ファイバ裸線が樹脂被覆層により被覆された光ファイバ素線において、裸線の部分に弾性ねじれが与えられており、かつ裸線部分の弾性ねじれが、その戻る方向の力に抗する被覆層の弾性反発力により保持された光ファイバ素線。製法として、光ファイバ母材を加熱溶融して光ファイバ裸線を引き出し、その裸線が固化してから液体樹脂で被覆し、樹脂を硬化させて光ファイバ素線としてから、ねじれ付与装置により光ファイバ素線にねじれを付与する方法であって、前記ねじれが、ねじれ付与装置の上流側に伝搬されて、樹脂被覆前でかつ固化後の裸線に弾性ねじれが付与されるとともに、その弾性ねじれが付与された状態の光ファイバ裸線が、樹脂で被覆されてその樹脂が硬化することにより、被覆層により裸線の弾性ねじれが保持されるようにした。
(もっと読む)
光ファイバ素線の製造装置
【課題】非接触光学式の外径測定器を用い、光ファイバ裸線の外径を測定しながら光ファイバ素線を製造するようにした光ファイバ素線製造装置において、冷却装置から漏出する冷却用ガスの影響によって外径測定誤差が生じたり、高温による熱揺らぎによって測定誤差が生じたりすることを防止して、外径を正確に測定し、光ファイバ素線の引取速度の制御を正しく行ない得るようにしたものを提供する。
【解決手段】紡糸用加熱炉から下方に引き出された光ファイバ裸線を冷却するための冷却装置と、光ファイバ裸線の外径を測定するための光学式の外径測定器とを一体化して、冷却装置内の光ファイバ裸線が通過する空間(冷却空間)と外径測定器の測定空間とを連続一体化し、これにより冷却空間内に導入されるHeなどの冷却用ガスが、冷却空間内と同時に外径測定器の測定空間にも満たされるように構成した。
(もっと読む)
光ファイバの着色方法及び着色光ファイバ
【課題】ボビン下口に巻かれた着色光ファイバの不良部分を簡単に判別でき、誤って不良部を使用することのない光ファイバの着色方法及び着色光ファイバを提供する。
【解決手段】光ファイバを着色しながら巻き取りボビン20に巻き取る光ファイバの着色方法であって、光ファイバ2の巻き取りボビン20上の下口不良部と良好部との境目の位置を、ボビン径、ボビン幅、巻取ピッチ、着色線速設定、およびUV炉パワー設定、に基づいて決定し、最下層である1層目からN層目までは不良部を巻き取り、良好部はN+1層目以降に層を変えて巻き取る。
(もっと読む)
光ファイバ素線の製造方法、光ファイバ素線の製造装置
【課題】光ファイバ素線の製造において、冷却装置に導入する冷却ガスの紡糸線速の高速化に伴う使用量(流量)の増大を抑えることができ、光ファイバ裸線をコートする樹脂のコート径偏肉のばらつきが小さい光ファイバ素線を製造できる技術の開発。
【解決手段】光ファイバ母材2から溶融紡糸した光ファイバ裸線3を冷却する冷却装置5が、冷却筒52の下側に冷却筒52内に供給された冷却ガスGの流出を防ぐファイバ出口シール部53が設けられ、冷却ガスGが上昇流を形成して冷却筒52の上端からのみ流出する構成であり、製造安定範囲の最大線速をνD(m/min)としたとき冷却ガスの上昇流の流速VQ(m/min)が5.5×10−3×νD−2.5×10−1≦VQを満たすようにする光ファイバ素線の製造方法、製造装置を提供する。
(もっと読む)
光ファイバ素線の製造方法と製造装置
【課題】シリコーン樹脂を被覆材とした光ファイバ素線の作製において、被覆材の偏肉を改善すること。
【解決手段】光ファイバ裸線に対し、第1の塗布装置によって熱硬化型樹脂を塗布し、次いで第1の熱架橋炉によって熱硬化型樹脂を硬化させることで1層目の被覆層を形成する工程と、第2の塗布装置によって熱硬化型樹脂を塗布し、第2の熱架橋炉によって熱硬化型樹脂を硬化させることで2層目の被覆層を形成する工程とを有する光ファイバ素線の製造方法において、線速をV[cm/分]とすると、第1の塗布装置のダイス出口から第1の熱架橋炉までの距離L[cm]が、線速20000cm/分以下の範囲において、1≦L≦−0.0005×V+15.5なる関係式を満たすこと。
(もっと読む)
光ファイバの製造装置および製造方法
【課題】構造簡単で小型化された装置で、捻り方向の反転に捻り操作が中断されず、連続的に効果的な捻りを付与することが可能な光ファイバの製造装置及び方法を提供する。
【解決手段】光ファイバ1の進行方向に交差して配されたガイドローラ31のローラ表面31aに光ファイバ1を接触転動させて、光ファイバに交互に捻りを付与する。ガイドローラ31は、駆動装置37により駆動される回転軸33に対してフリー回転可能に配され、かつ、ガイドローラ31の軸心Xを回転軸33の軸心Yに対して傾斜させて支持される。また、ガイドローラは、ガイドローラの軸心Xと一致する方向にローラ支持軸を介してフリー回転可能に配する構成としてもよく、回転軸に片持ち梁状で支持される構成としてもよい。また、ガイドローラの軸心Xの回転軸の軸心Yに対しての傾斜の角度は、変更可能とすることができる。
(もっと読む)
熱可塑性塗膜を付された光ファイバを生産するシステムおよび方法
塗装された光ファイバの生産方法は、1本の光ファイバを線引き炉から第1の垂直通路に沿って線引きすることを含む。この光ファイバは次いで少なくとも1個の第1の流体ベアリングを通して送られ、これにより、光ファイバを第2の垂直通路に沿うように方向転換させる。その後、熱可塑性樹脂塗装システムを用いて1層の熱可塑性塗膜が光ファイバに施される。次に光ファイバは、光ファイバ巻取りシステムを備えたファイバ貯蔵スプール上へ巻き付けられる。上記ファイバ巻取りシステムは、光ファイバが上記ファイバ貯蔵スプール上へ巻き付けられる以前に上記熱可塑性塗膜が冷却されるように、熱可塑性樹脂塗装システムから離れて配置されている。  (もっと読む)
(もっと読む)
光ファイバコード
【課題】機械特性、柔軟性、難燃性、耐薬品性、コード相互の耐接着性、環境調和性にともに優れた光ファイバコードを提供する。
【解決手段】光ファイバ心線の外周に抗張力繊維を配し、(a−1)エチレン酢酸ビニル共重合体および/または(a−2)エチレン−(メタ)アクリル酸エステル共重合体35〜70質量%、(b−1)不飽和カルボン酸またはその誘導体で変性されたポリオレフィンおよび/または(b−2)エチレン−(メタ)アクリル酸0〜20質量%、(c)ポリプロピレン3〜20質量%、(d)スチレン系エラストマー20〜50%を含有する(A)樹脂成分100質量部に対して、(B)金属水和物100〜250質量部を含有する難燃性樹脂組成物からなる外部被覆層を前記抗張力繊維の外周に被覆した光ファイバコード。
(もっと読む)
中空ファイバ及びその製造方法
【課題】破壊閾値の向上を実現し、長期にわたって安定性、機械的強度に優れ、製造効率に優れる中空ファイバ及びその製造方法を提供する。
【解決手段】この中空ファイバ1は、石英からなる中空状のガラスキャピラリ11と、ガラスキャピラリ11の内側にAgナノ粒子を焼結することにより反射膜として薄膜状に設けられるAg膜12と、ガラスキャピラリ11の外周面を覆うようにコーティングされているポリイミド層13とを有する。この中空ファイバ1は、Ag膜12の内側に設けられる中空領域14内で光を伝搬させるように構成されている。
(もっと読む)
延長された照射装置および非直線経路によるファイバの硬化
(i)裸光ファイバをプレフォームから第1の経路に沿って少なくとも10m/秒の速度で延伸する工程と、(ii)前記裸光ファイバを流体ベアリング内の流体の領域と接触させ、前記裸光ファイバが前記流体クッションの領域にわたって延伸されるときに前記裸光ファイバを第2の経路に沿って方向変換する工程と、(iii)前記裸光ファイバをコートする工程と、(iv)前記コートされたファイバを少なくとも1つの照射区域において照射して、前記光ファイバを紫外線光に露光する間に前記コーティングを少なくとも部分的に硬化する工程とを含む、光ファイバを製造する方法。  (もっと読む)
(もっと読む)
プラスチック製光伝送体及びポリ塩化ビニル系樹脂製光伝送体の製造方法
【課題】コアが透明性に優れ、光学樹脂材料として許容されるポリ塩化ビニル系樹脂を主成分とする樹脂組成物からなり、曲げ損失を向上し、光源及びレンズ等との接合が良好なプラスチック製光伝送体及び光ファイバーケーブルを提供することを目的とする。
【解決手段】コア層の外周に1層又は2層以上のクラッド層を有するプラスチック製光伝送体であって、前記コア層がポリ塩化ビニル系樹脂を主成分とする樹脂組成物からなり、前記クラッド層がコア層よりも屈折率の低いポリ塩化ビニル系樹脂、アクリル系樹脂、フッ素系樹脂、エチレン-酢酸ビニル共重合体、酢酸ビニル-塩化ビニル共重合体の1種類以上の樹脂層からなるプラスチック製光伝送体。
(もっと読む)
光ファイバ用ボビンおよびこのボビンを使用した光ファイバの製造方法
【課題】 耐熱性を有する熱硬化型樹脂を被覆した光ファイバの製造時間を短縮化することができる光ファイバ用ボビンおよびこのボビンを用いた光ファイバの製造方法を提供する。
【解決手段】 熱硬化型樹脂で被覆した光ファイバ18を製造する際に、光ファイバ母材11を加熱溶融してガラスファイバを線引きし、ガラスファイバ13の表面を熱硬化型樹脂で被覆して得られた光ファイバ18を巻取りボビン30に巻き取る。そして、巻き取った光ファイバ18を巻取りボビン30ごとまとめて追加加熱して熱硬化型樹脂に含まれている溶剤成分を除去して、被覆を硬化させるので、巻取り時に十分に加熱して被覆を硬化させる場合に比べて、製造時間の短縮を図ることができる。
(もっと読む)
低損失光ファイバ、およびその製造方法
【課題】低損失な光ファイバを安価に製造する光ファイバの製造方法を提供する。
【解決手段】本発明は、光ファイバプリフォームを準備する工程と、プリフォームを軟化する温度まで加熱する工程と、プリフォームから光ファイバを線引きする工程とを有する光ファイバの製造方法であり、プリフォームは、デルタが0.001より大きい内側コア領域と、デルタが−0.001〜0.0005である外側コア領域と、デルタが−0.001より小さい第1クラッド領域とを少なくとも有し、さらに、内側コア領域と外側コア領域とがVAD法あるいはOVD法を用いて形成されている。
(もっと読む)
プラスチック光ファイバプリフォーム及びその製造方法
アウタークラッド18の内部に形成された筒形状のインナークラッド19の中空部にコア用の原料を注入し、これを重合させてコア33を形成する。インナーコア用の原料は、インナークラッド19の構造単位を有する第1コアモノマーと、第1コアモノマーとは異なる第2コアモノマーと、非重合性の屈折率調整剤とを含む。第1及び第2コアモノマーを共重合させながら、コア33内の屈折率調整剤の濃度を徐々に変えることで、コア33内で屈折率分布を生じさせる。第2コアモノマー内の第2構造単位により、コア33の耐熱性を向上させるとともに、インナークラッド19とコア33との界面付近におけるミクロ相分離を防止する。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]