
Fターム[3C037CC04]の内容
Fターム[3C037CC04]に分類される特許
1 - 20 / 201
ダイヤモンド被膜被着部材およびその製造方法
硬質被膜被覆工具
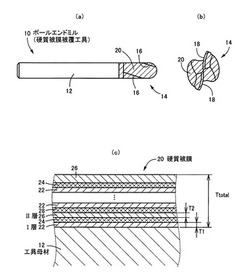
【課題】CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるようにする。
【解決手段】Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、CrAlN/BNナノコンポジット被膜から成るII層26が最表層となるように、それ等のI層22およびII層26が交互に2層以上積層されて硬質被膜20が構成されているため、高い付着強度が得られる。また、I層22およびII層26の層厚T1、T2は何れも50nmを超えており、且つ被膜全体の総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られ、高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル

【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル先端部の逃げ面の皮膜断面の結晶粒形状を観察したとき、粒径制御層を構成する結晶粒が幅10〜100nm、高さ0.2〜6.0μmの柱状晶からなり、かつ、ドリルの切屑排出溝のうち、ドリル先端部からドリル基体の長さに沿ってドリル径の5倍の長さまでの領域において、粒径制御層を構成する切れ刃の皮膜断面の結晶粒形状を観察したとき、粒径制御層を構成する結晶粒の平均アスペクト比が、ドリル先端から後方に向けて、1〜100の範囲で漸次減少し、かつ、ドリル先端部から直径の0.01倍の位置における平均アスペクト比が直径の5倍の位置における平均アスペクト比の2倍以上である。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高速・湿式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体、サーメットあるいは高速度鋼からなるドリル基体の上に、Tiの窒化物、炭化物または炭窒化物、あるいはTiとAlからなる複合窒化物のいずれかの組成の単層構造からなる硬質被覆層が形成された表面被覆ドリルにおいて、硬質被覆層の縦断面組織を観察した際に、ドリルのマージン部、先端切れ刃および逃げ面においては、硬質被覆層が、アスペクト比が10〜100、幅20〜100nmの柱状組織からなる単層構造を有し、かつ、ドリルのフルート溝部においては、粒状組織からなる単層構造を有し、加工長さL、直径DとしたときL/Dが3を超える深穴加工においてもマージン部の高い耐摩耗性と、フルート溝部の高い切屑排出性を長期に亘って実現する。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材、高Si含有アルミニウム合金、グラファイト等の難削材の切削加工において、すぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体表面に、結晶性ダイヤモンド層を被覆し、その上に0.2〜2.0μmの積層間隔で平均粒径1〜50nmのナノダイヤモンド膜と平均粒径0.1〜2μmの結晶性ダイヤモンド膜とが交互に積層された交互積層膜を被覆し、ついで、すくい面(あるいはさらに逃げ面)を紫外線レーザで照射することにより、すくい面(あるいはさらに逃げ面)の交互積層膜を除去するとともに、切れ刃を構成する交互積層膜のすくい面側表層(あるいはさらに逃げ面側表層)に、表面粗さRaが0.1μm以下で膜厚が10〜200nmの非晶質カーボン膜を形成したダイヤモンド被覆切削工具。
(もっと読む)
ボロン含有ダイヤモンド膜被覆工具の成膜方法
【課題】炭素繊維等の高密度繊維材料の線径に関わらず切削加工が容易に行えて、かつこれらを加工するのに十分な耐摩耗性を有するボロン含有ダイヤモンド膜被覆工具の成膜方法を提供することを課題とする。
【解決手段】反応室2外にてボロンを含む液体9を加熱することでボロンを含む気体を生成した後、ボロンを含む気体を反応室2内に導入して、直流放電プラズマ方式によりボロン含有ダイヤモンド膜を工具20表面に被覆する。また、反応室2外におけるボロンを含む液体9の加熱およびボロンを含む気体の反応室2内への導入は、ボロンを含む液体9を液体用マスフローコントローラにより配管内に導入して、ヒータによる配管の外部加熱および配管内の真空雰囲気によって気化して、その状態でボロンを含む気体を反応室2内へ導入する。
(もっと読む)
切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 基体6の表面が被覆層7により被覆され、被覆層7の少なくとも一部が、使用する際に規則的に断片化されて複数の領域に分割されうる下層7aと、下層7aの直上に配設されて下層7aの分割された隙間に浸入して目詰めできる上層7bとを具備する上刃3等の切削工具である。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはグラファイト等の難削材の切削加工において、ダイヤモンド皮膜の耐剥離性にすぐれたダイヤモンド被覆切削工具を提供する。
【解決手段】WC基超硬合金、TiCN基サーメットで構成された工具基体表面にダイヤモンド皮膜を被覆形成したダイヤモンド被覆切削工具において、工具基体表面直上からダイヤモンド皮膜の膜厚方向400nm以下の範囲にわたってダイヤモンド相とグラファイト相の共存領域を形成し、該共存領域には、10〜100μmの格子幅でダイヤモンド相を格子状に形成し、かつ、該格子状のダイヤモンド相の格子間間隙を埋めるように幅10〜200μmのグラファイト相を分散分布させることにより、刃先近傍に大きな負荷が作用する難削材の切削加工におけるダイヤモンド皮膜の剥離を抑制する。
(もっと読む)
切削工具の製造方法
【課題】重切削の場合であっても耐摩耗性と潤滑性に優れた切削工具の製造方法を提供する。
【解決手段】超硬合金から成る基材と、この基材上に形成された皮膜とを備える切削工具の製造方法であって、
当該切削工具の製造方法は、
(ステップ1)基材上に化学蒸着法または物理蒸着法により金属窒化物、金属炭化物および金属酸化物のうちの少なくとも1種からなる皮膜を形成すること、
(ステップ2)皮膜の表層に機械的硬化処理を施すこと、の一連の各ステップを含む。
(もっと読む)
切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに切削工具全体についての溶着を抑制できる切削工具を提供する。
【解決手段】 基体6の表面が被覆層7により被覆され、被覆層7が、上切刃35および下切刃25では使用する際に規則的に断片化されて複数の領域に分割されうる溝8を形成した構成からなり、かつ下切刃25および上切刃35から離れた外周側面21、入口面22、上刃摺接面32および上刃裏面33では被覆層7が単一構成からなる切断装置1等の切削工具である。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材、高Si含有アルミニウム合金、グラファイト等の難削材の穴あけ加工、エンドミル加工において、すぐれた耐剥離性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体表面に5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、ダイヤモンド皮膜は、平均粒径0.5μm以上の結晶性ダイヤモンド素地中に、膜厚方向の最大粒径が0.1μm以下である微結晶ダイヤモンド粒が集合した微結晶ダイヤモンド領域が、膜厚方向及び幅方向に複数形成され、かつ、該微結晶ダイヤモンド領域は、その領域平均最大幅が20〜150nmであり、膜厚方向の領域平均長さが0.1〜2μmである。
(もっと読む)
硬質被覆層の耐欠損性、耐剥離性に優れる表面被覆切削工具
【課題】小径低速切削あるいは高速重切削等で、硬質被覆層の耐欠損性、耐剥離性、付着強度に優れるヘテロエピタキシャル界面を有する表面被覆切削工具を提供する。
【解決手段】WC超硬基体表面に、柱状晶組織のTiAlN層を物理蒸着で被覆形成した表面被覆切削工具であって、WC超硬基体表面とTiAlN層との界面において、[0001]WC と [110]TiAlNが平行、かつ、 [10−10] WC と [001] TiAlN が平行である結晶粒の界面長さをXA、また、[0001]WC と[111]TiAlNが平行、かつ、[11−20] WCと[110] TiAlNが平行である結晶粒の界面長さをXCとした場合に、1>(XA+XC)/X≧0.3、(但し、Xは界面の全長)を満足するヘテロエピタキシャル界面を有する表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】基材と被膜との密着性を良好に保ち、過酷な切削条件に耐え得る表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備えるものであって、基材は、硬質粒子と該硬質粒子を結合する結合相とを含み、被膜に接する硬質粒子は、被膜に接する側の表面に凹凸が形成されており、表面被覆切削工具の表面に対する法線を含む平面で切断したときの断面において、基材は、被膜に接する側の表面に位置する長さ50μmの基準線における面粗度Rmaxが1μm以上10μm以下であり、基準線における硬質粒子の凹凸を構成する凹部を挟む両端の凸部の先端を結ぶ線分Aの長さLは、10nm以上100nm以下であり、線分Aに平行でかつ凹部の最深部に接する線分Bと、線分Aとの距離Dは、10nm以上100nm以下であることを特徴とする。
(もっと読む)
ドリルおよびドリル用インサート
【課題】高速切削においても切刃の外周部側でのコーティング層の剥離を防いで耐摩耗性を確保するとともに、切刃の中心部側ではクラックや欠損を防止して、長期に亙って安定した穴明け加工が可能な長寿命のドリル、および刃先交換式のこのようなドリルに取り付けられるドリル用インサートを提供する。
【解決手段】軸線O回りに回転されるドリル本体1の先端部に、この先端部における軸線O側の中心部から外周部に延びる切刃14が設けられたドリルにあって、この切刃14には、中心部側に物理蒸着コーティング層15が被覆されるとともに外周部側には化学蒸着コーティング層16が被覆されている。
(もっと読む)
耐摩耗性に優れた硬質皮膜およびその製造方法
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた切削工具用硬質皮膜、およびこの様な硬質皮膜を得るための有用な製造方法を提供する。
【解決手段】(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b、0≦c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
被覆された切削工具インサート
【課題】摩耗及び靭性の要求が厳しい切削操作に有用なCVD被覆の切削工具を提供する。
【解決手段】本発明は、被膜と基材を含む被覆された切削工具であって、基材が、2つの隣接するTi(C,N)層を含む4〜10μm厚さの被膜で少なくとも部分的に被覆され、内側の層の残留応力状態と外側の層の残留応力状態との差Δが、切れ刃の少なくとも一部及び/又はすくい面の少なくとも一部上で1000MPa≦Δ≦2500MPaである、被覆された切削工具に関する。
(もっと読む)
被覆切削工具インサート
【課題】本発明は、10〜300MPaの低引張応力を備えたTiCxNy層と、原子間力顕微鏡技法によって測定したときに0.1μm以下の高表面平滑度を備えたαAl2O3層と、を有する化学蒸着法で被覆した切削工具インサートに関する。
【解決手段】この化学蒸着法で被覆した切削工具インサートは、F80の粒のAl2O3から成るスラリーを有する第一の集中湿潤ブラスト処理、引き続いてF320の粒のAl2O3から成るスラリーを有する第二のブラスト処理を、被膜を処理することによって得られる。
(もっと読む)
硬質皮膜の製造方法
【課題】高速・高能率切削が可能な、TiAlNよりも耐摩耗性に優れた硬質皮膜を得るための有用な製造方法を提供する。
【解決手段】所定の組成および結晶構造を有する硬質皮膜を製造するための方法であって、ターゲットを構成する金属の蒸発およびイオン化をアーク放電にて行うアークイオンプレーティング法において、該ターゲットの蒸発面にほぼ直交して前方に発散ないし平行に進行する磁力線を形成し、この磁力線によって被処理体近傍における成膜ガスのプラズマ化を促進すると共に、前記被処理体に印加するバイアス電位をアース電位に対して−50V〜−300Vとして成膜する。
(もっと読む)
穴加工用工具
【課題】刃部および柄部を備えた穴加工用工具(電着ドリル)において、その刃部の先端が摩耗しにくい、製品寿命が長い穴加工用工具を提供する。
【解決手段】機械主軸に取り付けられる柄部(シャンク)20と、ねじれ溝12が形成された刃部10とを備えた穴加工に用いられる穴加工用工具1であって、刃部10の先端部10aの回転軸付近には、先端部10aから突出したメタルダイヤ13が埋設されていると共に、先端部10aおよび周辺部にダイヤモンド砥粒30が電着により付着されている。
(もっと読む)
ドリル
【課題】ドリルボディ3の機械的強度を十分に確保しつつ、ドリルボディ3のランド部7側へ流出した切粉によるドリルボディ3のランド部7の損傷を抑えること。
【解決手段】ドリルボディの先端部に超硬チップ13が設けられ、超硬チップ13の先端面にドリルボディ3の排出溝5に接続した切刃19が形成され、ドリルボディ3のランド部7に放電表面処理により硬質被膜21が形成され、硬質被膜21は、TiC、ステライト金属、又はこれらの複合材料により構成されたこと。
(もっと読む)
1 - 20 / 201
[ Back to top ]