
Fターム[3C037FF01]の内容
Fターム[3C037FF01]に分類される特許
1 - 7 / 7
加工寸法設定用治具、加工寸法設定用治具の製造方法

【課題】単純な構造で、外れる恐れのない加工寸法設定用治具、及び加工寸法設定用治具の製造方法を提供する。
【解決手段】ドリルの刃に取り付けられる筒状の加工寸法設定用治具であって、前記ドリルに取り付けたときにこのドリルの刃の使用する部分を露出させると共に、この刃の使用しない部分を被うストッパを備える。
(もっと読む)
面取り工具

【課題】簡易に精度よく所定形状に面取り加工を行なうことができる面取り工具を提供する。
【解決手段】ハンディドリルを下方に向けて押付けるようにして、ドリルチャック11の先端をスラスト玉軸受7に当接した状態で、上部ケーシング2と下部ケーシング3の間に介在させたスプリング5の付勢力に抗して面取りドリル9を下方移動させて、その拡径部9aをピボット玉軸受8の上面に当接させるだけで、面取りドリル9の先端が所定長さだけ筒状ガイド部4の先端から突出し、軸回転する面取りドリル9は、スラスト玉軸受7およびピボット玉軸受8によって支持されるので、面取りドリル9の軸回転は、上部ケーシング2および下部ケーシング3には作用しない。
(もっと読む)
穿孔機に連結される穿孔構造体
穿孔構造体(1)は穿孔機に取り付けられるように構成される。穿孔構造体(1)は穿孔機に固定されるように構成された締結部(6)を有し、製作品(5)の穴の内の仕上げ穴または皿穴を穿孔するための穿孔用ビット(2)と、穿孔送り進行方向(8)に沿って相対運動が可能に、穿孔用ビット(2)に移動可能に取り付けられ、締結部(6)側でない端部を備えた阻止部材(7)と、穿孔送り進行方向(8)に沿って相対運動が可能なように穿孔用ビット(2)に対して移動可能なエレメント(10)とを備える。エレメント(10)はその中に中空内部空間(11)を有し、中空内部空間は穿孔用ビット(2)が中空内部空間(11)を穿孔送り進行方向(8)に沿って貫通して製作品(5)と接触し、製作品(5)中に仕上げ穴または皿穴(4)の穿孔が可能に構成される。エレメント(10)は阻止部材(7)側の端部(12)を有する。エレメント(10)は製作品(5)の穴の縁の領域(16)の好ましくは最も遠隔の部分(15)と上記方向(8)において接触するためのピン素子(13)を製作品(5)側の第2の端部(14)にて備える。  (もっと読む)
(もっと読む)
円筒状穿孔工具
【課題】穿孔距離を制限することができる軽量な円筒状穿孔工具を提供する。
【解決手段】上記課題を解決するための円筒状穿孔工具は、被削材を穿孔するための本体切れ刃を先端部に有する円筒状穿孔工具本体と、前記穿孔工具に対して回転自在に取り付けられているロッド保持部と、前記工具本体の半径方向外方において前記工具本体の回転中心軸線と略平行に延びるように、前記ロッド保持部により保持されている複数のロッドとを備え、前記ロッドの先端部が被削材に当接することにより、被削材を穿孔する距離を制限することが可能である。
(もっと読む)
ホールソー及び前記ホールソーにおけるアサリ曲げ加工方法
【課題】 ホールソーの刃先部の歯先の欠損を防ぎ、切削性を向上する。
【解決手段】 ホールソー1は、先端に複数の歯先29からなる刃先部5を備えた円筒状の胴部3からなる円筒状刃物7と、この円筒状刃物7の後端側を取り付けるためのホールソー取付部と、このホールソー取付部に一体的に設けたシャンク部とを備えて構成される。さらに、歯先29と歯先29の間に、切り込み量を抑制すべく前記歯先29より低い突起部27を1個以上、設けてなることを特徴とする。
(もっと読む)
ドリル穿孔動作中に前進を規制するための装置
【課題】
【解決手段】
ハンドドリル(15)または自動製造機械と共に使用できる、ドリル穿孔動作中にドリルの前進を規制するための装置において、装置は、ストッパケージ(2a)とスピンドル(3)とを有するハウジングで、スピンドルはハウジング内に回転可能に且つ軸方向に移動可能に装着されるハウジングと、前進を規制するために配置され、軸方向に調整可能なストッパ(9)と、を備え、本発明は、ストッパケージ(2a)がチップを破壊するためのチップ破壊具(13)を備え、チップ破壊具(13)が、ハウジング側端部と自由端部とを有し、その自由端部が皿もみ部(12b)とほぼ接触するように工作物表面と略平行に且つ当該表面のすぐ近くにおいて外側から穴あけ工具(段付きドリルビット12)へ向けて略径方向に延びることにある。工作物の表面に対する損傷が本発明によって防止され、それにより、対応する表面の再仕上げが回避される。また、従来は各ドリル穿孔サイクル後に必要であった、穴あけ工具からのコイルチップの除去の手間が省かれる。
(もっと読む)
深い穴用ドリル
本発明は、ドリルに関し、特に深い穴用ドリルに関し、シャフト(1)と、掘削溝(6)を備える部分(2)とを包含し、ドリルは、呼び直径(D)の長さの3倍より大きい。前記部分(2)の前方端部は、ドリルの前方端部の面上に位置する主切り刃(5)によって画定されるドリルビット(3)によって形成される。前記特徴、非常に深く掘削でき、言い換えれば、連続する操作で、呼び直径に対し深さが10倍から20倍より大きく掘削でき、特に操作が経済的である特徴を有するドリルを作るために、ドリルビット(3)と少なくともドリルビットと接する掘削溝(6)の領域が、ドリルビットから距離Tまで硬い材料で被覆され、一方、少なくとも掘削溝(6)は、Tよりビットからさらに離れて位置する領域で被覆されず、前記距離Tは、呼び直径(D)の最大3倍になる。さらに、ドリルコア(4)の最大直径(K)は、ドリルビットの近傍の領域で少なくとも呼び直径の30から55%になり、シャフト(1)により近い位置の掘削溝部分(2)の領域において最大限で呼び直径の20から50%の最小直径(k)に先細りになり、ビットの領域の最大コア直径(K)とシャフト(1)により近く位置する領域の最小コア直径(k)との間の差異は、少なくとも呼び直径の5%になる。 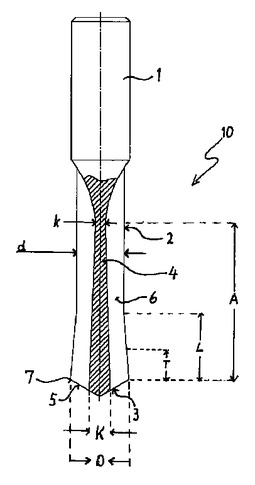 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]