
Fターム[3C046JJ01]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップブレーカ (188) | 突起 (94)
Fターム[3C046JJ01]の下位に属するFターム
Fターム[3C046JJ01]に分類される特許
1 - 15 / 15
内径溝加工方法及び溝切り工具
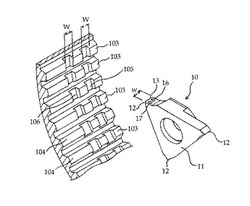
【課題】周壁部の内周面に突条部が円周方向に形成された内周面に内径溝を溝入れ加工する際に切粉が内径溝に嵌り込むのを防止する。
【解決手段】円筒状の周壁部102の内周面に内歯スプライン103形成されたクラッチドラム本体100Aの内周面に第1スナップリング溝105、第2スナップリング溝106を溝入れ加工する際に、スナップリング溝105、106の溝幅と一致する幅寸法の前部切刃13及び前部切刃で削り出された切粉40の幅を減縮変形せしめる突起16、17を備えた溝切り加工具で、スナップリング溝105、106を順次溝入れ加工する。前部切刃13で削り出された切粉40が切粉幅減縮付与手段である突起16、17によって幅方向に減縮変形され、加工済みのスナップリング溝105、106切粉が嵌り込むことが防止される。
(もっと読む)
後挽き加工用のスローアウェイチップ、後挽き加工用のバイト

【課題】後挽き加工において、切り屑の排出性能を向上させて、切り屑が切削対象物の加工面を傷めることを抑制する。
【解決手段】後挽き加工用のスローアウェイチップ40は、複数の逃げ面とすくい面41とが交わる稜線のうちの第1の稜線51に第1の切刃61と第2の切刃62とが形成される。稜線のうちの切刃が形成されておらず、第1の稜線と交わる第2の稜線52と、第1の稜線51との間には、ブレーカ溝80が形成される。すくい面41を正面視した状態で、第2の稜線52に直交する切断線CLで切った断面において、切断線CLと直交する直交方向の第2の稜線52の高さは、第1の切刃61の直線形状と、第2の稜線52の直線形状とが実際に、または、仮想的に交わる交点70aから所定の範囲にわたって、第1の切刃61,第2の切刃62の高さ以上に形成される。
(もっと読む)
旋削インサート、工具部品、金属切削加工方法及び工作機械
【課題】本発明は、被削材の金属切削加工のための旋削インサート、工具部品、方法及び工作機械を提供する。
【解決手段】被削材は、被削材軸(C1)の回りを第1の回転速度で第1の回転方向(R)に回転する。旋削インサート(9)は、前面と、包絡面と、前面と包絡面とが交差する位置に配置された円周状の切れ刃とを備える。前面の回りを延びる切れ刃は、包絡面と角度αをなす平面内に位置する。工具軸(C2)は平面に対して垂直方向で旋削インサートを通って延びる。旋削インサートは、金属切削加工中において、第2の回転速度で工具軸(C2)の回りを回転するように形成されている。包絡面は、切り屑面を形成すると共に、金属切削加工中に生成した切り屑が当たるように配置されている。切り屑面は切り屑破断手段を備えている。
(もっと読む)
切削工具
【課題】 金属チタンのような難削材の切削加工においても工具寿命を延命できる切削工具を提供する。
【解決手段】 超硬合金製の基体11からなり、すくい面3と逃げ面7との交差稜線を切刃4,5として、すくい面3の先端切刃4から近い位置に複数個の突起13が並んだ突起群を設けるとともに、突起13のみにAl2O3層10aを形成したスローアウェイチップ1であり、先端切刃4にかかる衝撃の一部を突起13が受けるとともに切屑がベタ当たりにならずに切刃の温度上昇を抑制できるとともに、Al2O3層10aを突起13のみに形成して、他の部分の高い熱伝導性を確保する。
(もっと読む)
刃先交換式チップ
【課題】焼結時の支持を上下面に設けた突起で行う刃先交換式チップであって、前記突起による支持安定性を良くし、同時に、前記突起に焼結時のチップ支持機能とは別の新たな機能を付与してその突起が焼結後も有効に利用されるようにすることを課題としている。
【解決手段】上下面2,3の各コーナ部近傍に突起6を有し、その突起の頭頂部6aは平坦でその位置がチップの上下面2,3と側面4との間に形成される切れ刃7および上下面に設けられるフラットな保持面5よりも高くなっており、その突起6が、チップの各コーナ部の切れ刃7と保持面5との間に配置され、コーナ部近辺で生成される切屑をワークから離反する方向に誘導する機能を備えるものにした。
(もっと読む)
スローアウェイチップ
【課題】切屑処理性の向上と切削抵抗の低減を図り、高い加工精度及び優れた工具寿命を得る。
【解決手段】辺稜部4にコーナ部5を挟んで一対の切れ刃6a,6bが形成されたチップ本体1のすくい面2に、辺稜部4から離間するに従いチップ厚さ方向に漸次後退するように形成された傾斜面8と、傾斜面8からチップ厚さ方向と垂直な方向に延びるブレーカ底面9と、ブレーカ底面9からチップ厚さ方向に切れ刃6の高さを越えて漸次隆起するとともに、平面視においてコーナ部5に向かって突出するブレーカ突起10と、ブレーカ底面9からチップ厚さ方向にブレーカ突起10の高さを越えて漸次隆起するとともに、平面視においてブレーカ突起10の少なくとも終端側部から外方に向かって延在して切れ刃6近傍まで連なるブレーカ壁11と、ブレーカ壁11からチップ厚さ方向と垂直な方向に延びる平坦面12とを備えることを特徴とするスローアウェイチップ。
(もっと読む)
コーナー突起を有する切削インサート
被切削物で発生するチップを效果的に制御できる構造を持つ切削工具用切削インサートを提供する。上部面、下部面及びこれらを連結する多数の側面及び中央部に形成された中心孔を有する。また、前記上部面の最高高さに平坦な着座面が形成され、前記上部面と前記多数の側部面の境界部には多数の側面切削エッジ部が形成され、隣接する2個の側面切削エッジ部の境界部には切削エッジが形成されたコーナー切削エッジ部が形成され、前記コーナー切削エッジ部は前記切削エッジから前記中心孔に向かって対角線に沿ってランド部、下向き傾斜面、角底面、第1突起、上昇茎赦免及び着座面が順次形成され、前記対角線の両側に一対の第2突起が対称に形成されており、前記下向き傾斜面及び第1突起と共に前記角底面を取り囲むように配置され、前記対角線に沿って前記角底面の高さが最も低く、前記着座面の高さが最も高いことを特徴とする。  (もっと読む)
(もっと読む)
ねじ切り切削用インサート
【課題】1つのインサート本体で使用可能なねじ切り刃の数を増加させて、インサート本体の有効利用を図るとともに経済的なねじ切り切削用インサートを提供する。
【解決手段】インサート本体1の表裏面2の共通する縁部4に、表裏面2に対向する方向から見て縁部4から突出する一対の切刃部5が形成されており、これらの一対の切刃部5のそれぞれ表裏面2側を向く4つの突面のうち少なくとも2つには、この突面をすくい面6としてすくい面6の辺稜部にねじ切り刃7が形成されている。
(もっと読む)
切削工具
【課題】 コーナー部近傍の切刃で切削時の温度差により発生する大きな損傷を防止できる切削工具を提供する。
【解決手段】 多角形板状で、2つの主面をすくい面2と着座面3とし、側面を逃げ面4とし、すくい面2と逃げ面4との交差稜を切刃5とし、すくい面2のコーナー部にR切刃7を設け、すくい面2の切刃5に続く外周部にランド8を設け、少なくともコーナー部のランド8に続くすくい面2の中央側にブレーカ溝10とブレーカ突起11とを順に設けたスローアウェイチップ1で、R切刃7に続く辺部切刃6に切欠き14を設けるとともに、切欠き14のコーナー部の外挿頂点p1からの距離を切刃5の一辺の長さL1に対して0.2L1以下とする。
(もっと読む)
スローアウェイチップ
【課題】 両面で裏欠けや切刃のチッピングを防止できるとともに平滑な仕上げ面が得られるスローアウェイチップを提供する。
【解決手段】 2つの主面は、該各主面の周縁部に形成されたランド面と、平面視において第1及び第2コーナーに向かって伸びる第1突起部および該第1突起部の両側に形成されるとともにランド面に向かって伸びる第2突起部と、をそれぞれ有しており、第1コーナーおよび第2コーナーのうち、いずれか一方のコーナーにおける切刃が切削に関与する場合に、他方のコーナーが形成された主面において、他方のコーナーに位置するランド面が、第1突起部および第2突起部の頂面とともに、ホルダへの設置面となることを特徴とするスローアウェイチップ。
(もっと読む)
スローアウェイチップ
【課題】 両面で裏欠けや切刃のチッピングを防止できるとともに平滑な仕上げ面が得られるスローアウェイチップを提供する。
【解決手段】略平板状のチップ本体を備え、該チップ本体の2つの主面がすくい面と着座面を、側面が逃げ面をなし、前記両主面と前記逃げ面との交点に切刃を有する両面使用可能なスローアウェイチップにおいて、前記各主面は、周縁部に前記切刃と連なるランド面と、前記各主面のコーナーに向かって伸びる第1突起部と、該第1突起部が向かうコーナーと隣り合うコーナーとの間に向かって伸びる第2突起部とを有し、前記ランド面と前記第1突起部および第2突起部の頂面が同一高さであるとともに、前記切刃は、前記ランド面、前記第1突起部及び第2突起部の頂面よりも高さが低いことを特徴とする。
(もっと読む)
スローアウェイチップ
【課題】旋削加工における倣い加工において、被削材への干渉を防止するスローアウェイチップを提供する。
【解決手段】菱形板状を基本形とし、対向する上下面11A、11Bの少なくともいずれか一方の菱形面に形成したすくい面31と、側面12に形成した逃げ面32との交差稜線部に切刃33bを形成したスローアウェイチップ10Aにおいて、前記菱形面に直交する方向からみて、基本形である前記菱形面の仮想輪郭形状と同一形状をなす中央基部20と、この中央基部20からそれぞれ外側に向かって延びる一対の鋭角コーナ部30とを少なくとも備え、前記鋭角コーナ部30を前記菱形面の仮想輪郭形状よりも幅狭に形成し、当該鋭角コーナ部30に形成した一対の切刃33bのなす頂角εr2を前記菱形面の仮想輪郭形状における頂角εr1よりも小さくし20°以上且つ35°未満の範囲とした。
(もっと読む)
突切り工具用スローアウェイチップ
【課題】切り落とし面のへそ残りをなくし、しかも切屑により仕上面に傷がつくのを抑制できる突切り工具用スローアウェイチップを提供することである。
【解決手段】上面1、下面2、側面3および長手方向の先端側に逃げ面4を有する略角柱形状であり、逃げ面4に隣接して上面1側にすくい面5が形成され、すくい面5と逃げ面4との交差稜線からなる切刃7が設けられ、切刃7は、リード角αが設けられ、かつ、略水平に配設されており、すくい面5と上面1との間にはブレーカ面6が形成され、該ブレーカ面6とすくい面5との境界には稜線8が形成されており、ブレーカ面6が、スローアウェイチップを幅方向に略二等分する鉛直面に関して略面対称となるように形成されている突切り用スローアウェイチップである。
(もっと読む)
切削インサート
【課題】 軟質被削材等の仕上げ加工において、低送り領域から高送り領域に亙るより広い送り領域で切屑をコントロールして良好な切屑処理性を得る。
【解決手段】 インサート本体1の角部に形成したコーナ刃6を有するすくい面4の下降傾斜面8の内側に、コーナ刃6から下降傾斜面8との境界Qまでの距離Aが0.40mm〜0.50mmの第1のブレーカ壁10と、コーナ刃6からの高さCが0.05mm〜0.15mmの第1の平坦面11と、コーナ刃6から第1の平坦面11との境界Rまでの距離Bが0.90mm〜1.00mmの第2のブレーカ壁12と、コーナ刃6からの高さDが0.25mm〜0.30mmの第2の平坦面とを順に有し、第1、第2のブレーカ壁10,12の傾斜角βが25°〜30°とされたチップブレーカ9を形成する。
(もっと読む)
切削インサート
【課題】 軟質被削材等の中仕上げ加工において良好な切屑処理性を得る。
【解決手段】 インサート本体1の角部に形成されたコーナ刃6を有するすくい面4の内側に向けて順に下降傾斜面8と平坦面12とチップブレーカ9とを形成し、この角部の二等分線に沿ったインサート本体1の厚さ方向に延びる断面において、この厚さ方向に垂直な方向におけるコーナ刃6から平坦面12とチップブレーカ9のブレーカ壁13との境界Qまでの距離を0.7mm〜0.9mmの範囲とし、厚さ方向におけるコーナ刃6からの平坦面12までの後退量Bを0.07mm〜0.11mmの範囲とし、厚さ方向における平坦面12からチップブレーカ9の上端面10までの高さDを0.25mm〜0.3mmの範囲とし、ブレーカ壁13の厚さ方向に垂直な方向に対する傾斜角βを25°〜30°の範囲の一定の傾斜角とする。
(もっと読む)
1 - 15 / 15
[ Back to top ]