
Fターム[4E068CD02]の内容
Fターム[4E068CD02]に分類される特許
1 - 20 / 243
レーザ切断装置
レーザ溶接方法
レーザ光の焦点合わせ方法及び装置
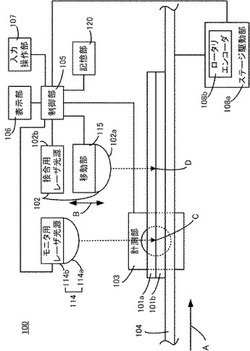
【課題】透明部材同士の界面にレーザ光を照射して接合を行う際に、レーザ光の焦点を界面に正確に合わせることが可能な方法及び装置を提供すること。
【解決手段】レーザ照射装置100は、重ね合わされた透明部材101a、101bにレーザ光を照射するための接合用レーザ102と、接合用レーザ102から出射されるレーザ光の光軸方向と平行にレーザ光を出射するモニタ用レーザ114と、透明部材101a、101bを端面側から撮影するための計測部103と、を備える。レーザ照射中に計測部103により撮影される像から、モニタ用レーザ114の焦点における発光と、該焦点から界面をはさんで反対側の地点における発光との間の距離を測定することによって界面位置の変化を測定し、界面位置に焦点が合うように接合用レーザ102の位置を移動させることができる。
(もっと読む)
レーザー加工方法及びレーザー加工装置

【課題】レーザー光の照射エネルギーの利用効率を上げて一台のレーザーで多点の一括加工を容易に行い得るようにする。
【解決手段】無機絶縁膜2で被覆されたシリコン基板1面にレーザー光を照射して局所的に前記絶縁膜2を除去するレーザー加工方法であって、少なくとも前記基板1の表面を溶融させる程度の強度に設定された紫外域の第1のレーザー光L1を前記基板1面に照射して溶融させ、前記基板1の前記溶融部分MPに前記第1のレーザー光L1の照射と同時に、又は一定の遅延時間を与えて前記第1のレーザー光L1よりも波長が長く、一定強度に設定された第2のレーザー光L2を照射して前記基板材料を蒸発させるものである。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】レーザ光を使用して被加工物を加工する際に、切断品位を向上させる。
【解決手段】同じ一定の繰り返し周波数を有する第1のパルスレーザ光と第2のパルスレーザ光とを重畳させて、重畳された第1のパルスレーザ光と第2のパルスレーザ光とを被加工物に対して照射する。第1のパルスレーザ光のパルス列P1と第2のパルスレーザ光のパルス列P2とが一定の時間的な関係であるずれ時間Tdを有するように、第1のパルスレーザ光と第2のパルスレーザ光とを同期させる。2つのパルスレーザ光を同期させる態様として、ずれ時間Td=0の場合及びずれ時間Td≠0の場合が存在する。これにより、被加工物に応じて、ずれ時間TdとしてTd=0を選択し、又は、ずれ時間TdとしてTd≠0であって被加工物に対して最適な時間を選択して、被加工物を加工する。
(もっと読む)
レーザ加工装置
【課題】容易に収束レンズが対象面に対して平行となるように設置することのできるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、第1可視光L1、及び第1可視光L1と異なる波長の第2可視光L2を出射する可視光出射ユニット21と、ガルバノスキャナの作動を制御することにより、収束レンズ14を介して載置面8a内の同一直線上に配置されない第1〜第4測定位置に向けて第1及び第2可視光L1,L2を照射する制御装置とを備えた。そして、第1及び第2可視光L1,L2を収束レンズ14の異なる位置に入射させることにより、第1〜第4測定位置へ照射された第1可視光L1と第2可視光L2とを収束レンズ14から該収束レンズ14の光軸に沿った所定距離で互いに交差させるようにした。
(もっと読む)
パルスレーザ加工装置およびパルスレーザ加工方法
【目的】パルスレーザビームの照射スポットの位置決め精度を向上させ、大型の被加工物表面の安定した微細加工とその高速化を可能にするパルスレーザ加工装置を提供する。
【構成】クロック信号を発生する基準クロック発振回路と、クロック信号に同期した第1および第2のパルスレーザビームを出射する第1および第2のレーザ発振器と、クロック信号に同期して第1および第2のパルスレーザビームの通過と遮断を切り替える第1および第2のパルスピッカーと、第1および第2のパルスレーザビームとを合波し合波パルスレーザビームを生成する合波器と、クロック信号に同期して合波パルスレーザビームを1次元方向のみに走査するレーザビームスキャナと、被加工物を載置可能で上記1次元方向に直交する方向に移動するステージと、を備えることを特徴とするパルスレーザ加工装置。
(もっと読む)
周期構造およびその形成方法
【課題】周期性の高い周期構造を形成すること。
【解決手段】本発明は、被加工物40を連続発振レーザ光52および54に対し相対的に走査させた状態において、前記連続発振レーザ光52および54を、前記被加工物40のアブレーションが生じるエネルギー密度以下のエネルギー密度で、前記被加工物40の表面に照射することにより、前記被加工物40の表面に周期的な凹凸構造58を形成するステップを含む周期構造の形成方法である。
(もっと読む)
レーザ加工方法
【解決手段】 バンプ7を覆う被覆材8を除去して該バンプを露出させるレーザ加工方法に関する。第1ステップでは、バンプの中心頂部とその周辺部分とを覆う被覆材にレーザ光を照射して該部分に浅い凹部9を形成することにより、上記バンプの周辺部分に被覆材を残したまま該バンプの中心頂部を露出させる。第2ステップでは、レーザ光による上記被覆材の有効穿孔径R2を第1ステップにおける有効穿孔径R1よりも小さく設定して、該レーザ光を上記第1ステップで穿孔された凹部9内の被覆材8に照射して上記バンプの周辺部分の被覆材を除去することにより、該バンプの周辺部分を露出させる。
【効果】 バンプ7の溶融を防止しながら、バンプの中心頂部とその周辺部分とを覆う被覆材を除去することができる。
(もっと読む)
半導体パッケージのワイヤボンディングシステム
【課題】小型で精密かつ均一な形状のボールを速やかに形成し、ワイヤのループ高を最小化すると共に、ワイヤボンディング用の各種消耗部品の取替え費用及び取替え時間を節約可能にする半導体パッケージのワイヤボンディングシステムを提供する。
【解決手段】ワイヤをボール形成位置に供給するワイヤ供給装置100と、二酸化炭素レーザビームを少なくとも1本以上出力するレーザビーム出力装置10と、レーザビーム出力装置から出力されるレーザビームをボール形成位置に案内するレーザビーム案内装置20と、を含む。これにより、ボールの成形性と生産性とを向上し、ワイヤの物性変性を最小化して、ワイヤのループ高を最小化し、消耗部品の取替え費用及び取替え時間を節約する。
(もっと読む)
レーザ溶接方法
【課題】良好な溶接部を形成することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、第1のレーザビームL3によってワークWに溶融プールP2を形成し、第1のレーザビームL3に追従する第2のレーザビームL4で液滴状に溶融させたフィラーワイヤYを溶融プールP2に流し込む。溶融プールP2に流し込まれたフィラーワイヤYは、第1のレーザビームL3の照射によって生じた溶融プールP2内の乱流を抑制する作用を発揮する。したがって、このレーザ溶接方法では、表面状態が整った良好な溶接部32を形成できる。
(もっと読む)
レーザー加工装置、被加工物の加工方法および被加工物の分割方法
【課題】基板上に異種材料層が形成されてなる被加工物について、その分割がより確実に実現されるようにする。
【解決手段】被加工物に分割起点を形成するための加工方法が、ステージを第1の方向に移動させつつ、第1の光源から出射させた予備加工用レーザー光を照射することにより、被照射領域において下地基板を露出させる予備加工工程と、第2の光源から出射させた、パルス幅がpsecオーダーの超短パルス光である本加工用レーザー光の、個々の単位パルス光ごとの被照射領域が、下地基板の露出部分において離散的に形成されるように、ステージを第2の方向に移動させつつ本加工用レーザー光を被加工物に照射することによって、被照射領域同士の間で下地基板の劈開もしくは裂開を生じさせる本加工工程と、を備え、かつ、両光源からステージまでの光路が光路切替手段によって切替可能であり、光路切替手段からステージまでの光路を共通化するようにする。
(もっと読む)
レーザによる割断方法、レーザ割断装置、およびレーザ光発生装置
【課題】切断された加工対象物の切断面において少なくとも可視光および近赤外光に対して不透明な領域の形成を低減でき、上記加工対象物の、切断のためのレーザ光の入射面において、該レーザ光に起因する熱源の発生を抑制することが可能なレーザによる割断方法、レーザ割断装置、およびレーザ光発生装置を提供すること。
【解決手段】本発明の一実施形態に係るレーザによる割断方法は、加工対象物34の内部に割断予定線に沿って、改質領域を形成し(ステップS41)、加工対象物34の内部において、フェムト秒レーザにより、光吸収率増加領域を形成し(ステップS42)、光吸収散る増加領域が元に戻る前に、加工対象物34に対して透明なナノ秒レーザを加工対象物34に照射し、光吸収率増加領域にナノ秒レーザを吸収させて、割断予定線に沿って加工対象物34を切断する(ステップS43)。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】基板における嫌熱性部分への熱影響をできるだけ小さく、かつ高速で加工できるレーザ加工方法を提供する。
【解決手段】熱影響を嫌う赤外線受光部100を有する基板1に対して、その近傍領域200にレーザ光を照射して加工を行う、レーザ加工方法であって、近傍領域200の内、赤外線受光部100に近い領域部分201に、アブレーション加工条件でレーザ光を照射するアブレーション加工工程と、近傍領域200の内、赤外線受光部100から遠い領域部分202に、熱加工条件でレーザ光を照射する熱加工工程と、を有する。
(もっと読む)
粉塵排出装置
【課題】レーザー光線を照射することによって発生するデブリ等の粉塵による火災を防止することができる粉塵排出装置を提供する。
【解決手段】レーザー光線照射手段の集光器から被加工物にレーザー光線を照射することによって発生する粉塵を排出するための粉塵排出装置であって、集光器から照射されるレーザー光線の照射部に向けて開口する粉塵吸引部材と、粉塵吸引部材に一端が接続されたダクトと、該のダクトの他端に接続された排気手段とを具備し、ダクトの側壁には光を透過する透明部材からなる第1の透過窓と第2の透過窓が互いに対向して配設されており、第1の透過窓を通して第2の透過窓に向けて光を発光する発光手段と、発光手段が発光した光を第2の透過窓を通して受光する受光手段と、受光手段が受光した光の光量に基づいてダクトの内面に付着した粉塵の堆積度合いを判定する制御手段とを具備している。
(もっと読む)
光照射装置および光照射方法
【課題】ホログラムにより同時に複数の集光位置に照射されたレーザ光の個数または集光面積が変動しても、照射レーザ光のエネルギーを略一定に維持する装置および方法の提供。
【解決手段】位相変調型の空間光変調器20は、レーザ光源10から出力されたレーザ光を入力し、2次元配列された複数の画素それぞれにおいてレーザ光の位相を変調するホログラムを呈示して、その位相変調後のレーザ光を出力する。制御部22は、空間光変調器20に第1のホログラムを呈示させ、第1のホログラムに対しフィードバックを行うことにより、第1のホログラムが修正され、第1のホログラムの修正は、各集光位置に集光されたレーザ光の強度を測定し、各集光位置の何れかの基準点における強度に基づき、反復フーリエ変換法で第1のホログラムを再び作成することにより第2のホログラムを作成し、第2のホログラムを空間光変調器に呈示することにより行われる。
(もっと読む)
レーザ溶接方法
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行するジャストフォーカスでのスポット径の先行レーザビームおよび後行するジャストフォーカスでのスポット径の後行レーザビームを被溶接材の上面に垂直方向に対する入射角を設けて溶接進行方向に傾斜させて照射するとともに、被溶接材の上面での先行レーザビームの照射領域の中心と後行レーザビームの照射領域の中心との距離を所定の範囲内としてレーザ溶接を行なう。
(もっと読む)
レーザ溶接方法
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】異なる光ファイバーを用いて伝送されたジャストフォーカスでのスポット径が直径0.3mm以上の2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行する先行レーザビームおよび後行する後行レーザビームを被溶接材の上面に垂直な方向から入射角を設けて溶接進行方向に傾斜させて照射するとともに、先行レーザビームの入射角を後行レーザビームの入射角よりも大きくしてレーザ溶接を行なう。
(もっと読む)
集合レーザー
【課題】 従来のレーザー発射装置は、高出力のレーザー光を大気中で発射すると、空気が熱を発生させ、遠くまで高出力のレーザー光は届かなかった。そこで、本発明の集合レーザーは、多数のレーザー発射装置(1)を一点に集めることで、その道中は低出力で影響が少ない集合レーザーを提供するものである。
【解決手段】 本発明の集合レーザーは、複数のレーザー発射装置(1)は固定板(2)に軸着して、レーザー発射装置(1)の片方の端に、角度を決めるための連結棒(3)を取り付け、その連結棒(3)はスライド(6)に取り付けることで焦点(5)に集める。
(もっと読む)
1 - 20 / 243
[ Back to top ]