
Fターム[4F209AA24]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリエステル(←PET) (160)
Fターム[4F209AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (5)
ポリエチレンナフタレート (8)
ポリアリレート(←全芳香族ポリエステル) (4)
Fターム[4F209AA24]に分類される特許
1 - 20 / 143
針状体の製造方法および針状体の転写版
成形体の製造方法
【課題】微細なパターンを有する成形体を、目的の形状を有するものとして効率よく製造することができる成形体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、成形型を用い、ワークを加熱して、幅が10nm以上500μm以下の微細なパターンを有する成形体を製造する方法であって、前記成形型の構成材料と前記ワークの構成材料との貯蔵弾性率E’の差が100[MPa]以上となる温度T[℃]で成形を行う加熱工程と、前記ワークを加熱・成形することにより得られた成形体を前記成形型から離型する離型工程とを有し、前記温度T[℃]における前記ワークの構成材料の線膨張係数をα1[℃−1]、前記温度T[℃]における前記成形型の構成材料の線膨張係数をα2[℃−1]としたとき、|α1−α2|≦100.0×10−4の関係を満足することを特徴とする。
(もっと読む)
微細構造転写用モールド、表面微細構造部材、微細構造転写用モールドの製造方法及び表面微細構造部材の製造方法
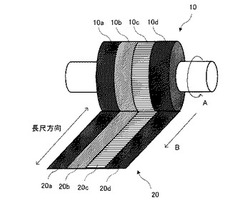
【課題】加工自由度に優れたモールドの製造方法及びこのモールドを用いて得られる表面微細構造部材を提供すること。
【解決手段】モールド(10)は、ロール表面にレジスト層を形成した後、レジスト層にレーザー光を照射してパターニングされる。このように得られたモールド(10)には、2つ以上のパターン部(10a〜10d)が、ロール形状のモールド(10)の外周に沿って設けられているとともに、互いに並列して配置されており、パターン部(10a〜10d)には、モールド(10)の外周に微細構造が形成されており、各パターン部(10a〜10d)を構成する微細構造の大きさは1μm以下である。
(もっと読む)
化粧シートの製造方法、化粧シート及びこれを用いた化粧板

【課題】その表面の凹凸形状により高級感のある意匠性と、加工適性及び使用適性とを有する化粧シートを安価にかつ容易に製造できる製造方法、化粧シート及びこれを用いた化粧板を提供する。
【解決手段】硬化させた凹凸賦型層を有する賦型シートと、未硬化の樹脂組成物層を有する積層体Iとを、該凹凸賦型層と樹脂組成物層とが対面するようにラミネートさせた後、電離放射線を照射して未硬化の樹脂組成物層を硬化させて凹凸層を形成することを特徴とする化粧シートの製造方法、ならびに基材シートB、凹凸層、凹凸賦型層、凹凸付与層、及び基材シートAを順に有し、凹凸付与層、凹凸賦型層及び凹凸層が所定の関係を有する化粧シートである。
(もっと読む)
エンボス模様を有する長尺材の製造方法
【課題】高温加熱されたロールとの当たりよる欠陥を発生させることなくシート生地表面にエンボス模様を効率的に形成させることができる長尺材の製造方法を提供する。
【解決手段】加熱されたエンボスロール11とその受けロール12と間に、長尺材Sを通過させてエンボスロールのベース面11bから立設するように形成された凸部11aを長尺材S表面を押圧することによって、長尺材表面にエンボス模様を形成させる長尺材の製造方法であって、
長尺材がエンボスロール11を通過する際にエンボスロールのベース面が長尺材表面に接触しないようにする。
(もっと読む)
ウレタン基材を含む積層成形品における端末処理方法
【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
樹脂の透明な線材及びそれを用いた販促用品
【課題】
アイキャッチャーやミニのぼりなどの販促用具の支柱に適応可能な樹脂線材を、透明な線材として提供できるようにする。
【解決手段】
テレフタル酸及び/又はその誘導体と、グリコール変性物との脱水縮合により得られた樹脂からなる棒状品を加熱しながら3〜10倍に延伸加工して巻き取り、該巻き取り品を間隔のある2本のポールに巻きつけて、加熱乾燥した後、直線部分を切り取って得られる透明な線材及びそれを用いた販促用品。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】転写性の向上を十分に図ることができる溶融押出成形賦形用のロールを提供する。
【解決手段】熱可塑性樹脂の溶融押出成形において使用される溶融押出成形賦形用のロール1は、内部に熱媒流路13が設けられたロール本体部10、及び、ロール本体部10の表面を覆う筒状部材20から成り、ロール本体部10は、40W/m・K以上、100W/m・K以下の熱伝導率を有する第1金属材料から製作されており、筒状部材20は、20W/m・K以下の熱伝導率を有する第2金属材料から作製されている。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】中央部と端部で諸物性に出来る限り差異が無いシート成形品を押出成形法によって成形するための押出成形賦形用のロールを提供する。
【解決手段】金属製の押出成形賦形用のロール10は、内部に熱媒流路13が設けられ、熱可塑性樹脂の押出成形において使用され、ロール10は、内筒21、及び、内筒21を囲む外筒22から成り、内筒21の外面21Aと外筒22の内面22Aとに間に設けられた隙間23には、ロールの軸線に沿って螺旋状に延びる連続した隔壁23が設けられており、内筒21の外面21Aと外筒22の内面22Aと隔壁23によって熱媒流路13が構成されており、外筒22の肉厚は、ロールの端部11から所定の位置12を起点としてロール中央部に向う所定の領域まで、単調に減少している。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
液晶配向用基板とその製造方法、および工程シート原板
【課題】液晶配向用の基板として好適に利用できる表面微細凹凸体の製造方法を提供する。
【解決手段】熱収縮フィルム基材上に少なくとも一層以上の硬質層を備え、該硬質層の表面に形成された凹凸パターンの最頻ピッチが0.05μmを超え1μm以下で、凹凸パターンの深さが最頻ピッチを100%とした際の5%以上で、かつ配向度が0.25以下でピッチが略均等である液晶配向用のナノバックリング形状を有する表面微細凹凸体。
(もっと読む)
樹脂フィルムロールおよびその製造方法
【課題】機能層をフィルムに積層する等のフィルム加工工程におけるキズの発生が少なく、搬送時の蛇行やずれが無い等の加工適性に優れ、かつフィルムの平面性や巻姿が良好である樹脂フィルムロールおよびその製造方法を提供する。
【解決手段】樹脂フィルムをフィルム長手方向に巻き取ってなる樹脂フィルムロールであって、フィルム幅方向両端部からの距離が100mm以内のフィルム領域に1または複数の突起からなる突起帯を有し、該突起帯がフィルム長手方向に連続して存在しており、突起帯の幅(a)が5〜20mmであり、突起帯のフィルム幅方向に対する位置がフィルム長手方向に沿って変化することを特徴とする樹脂フィルムロール。
(もっと読む)
エンボステープの製造方法、エンボステープの製造装置、およびエンボステープ
【課題】生産性が高く、高品質のエンボステープを製造することのできるエンボステープの製造方法、エンボステープの製造装置、およびエンボステープを提供する。
【解決手段】エンボステープの製造装置は、樹脂シートを押出成形する押出機と、この押出機により成形された樹脂シートを所定幅にスリットして複数の樹脂シートとするスリッターと、前記樹脂シートまたは前記複数の樹脂シートにエンボス成形を施すエンボス成形機とを備え、前記押出機を出た後の樹脂シートの移動速度と、前記スリッターにおける複数の樹脂シートの移動速度と、前記エンボス成形機における樹脂シートの移動速度とが同じになるように、前記各樹脂シートの移動速度のうち少なくともいずれかを制御する制御装置を備える。
(もっと読む)
導管及びその製造方法
【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバーラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバーラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
多層シート
【課題】本発明の目的は、透明性、耐熱性、耐衝撃性に優れ、かつ表面硬度、耐溶剤性、耐候性等も良好であり、かつ熱曲げ加工性も良好な多層シートを提供することにある。
【解決手段】本発明は、ポリカーボネート樹脂およびポリエステル系熱可塑性エラストマーを含む層(A層)並びにアクリル系樹脂を含む層(B層)を有し、A層の少なくとも一方の面にB層が積層され、その総厚みが0.2mmを超え2mm以下の範囲にある多層シートである。
(もっと読む)
エンボスフィルムの製造方法
【課題】大掛かりな設備を必要とせず、エンボスロールとゴム表面の平滑ロールを用いる一般的な装置によって、転写精度が高くかつバックエンボスのないエンボスフィルムを製造する。
【解決手段】熱可塑性樹脂フィルム(ア)3を、表面に所定の凹凸模様が施されたエンボスロール8とゴム表面を持つ平滑ロール9との間に挿入することにより、フィルム(ア)の一方の面に凹凸模様を転写してエンボスフィルム12を製造する方法において、(a)フィルム(ア)を熱可塑性樹脂フィルム(イ)と、上記転写後に互いに剥離可能であるように貼り合わせて貼合フィルムを得る工程、(b)該貼合フィルムを、フィルム(ア)がエンボスロール側であるようにエンボスロールと平滑ロールとの間に挿入してフィルム(ア)の表面に凹凸模様を転写して積層エンボスフィルムを得る工程、および(c)該積層エンボスフィルムからフィルム(ア)を剥離してエンボスフィルムを得る方法。
(もっと読む)
光反射板とその製造方法
【課題】効率よく光反射をさせることができる光反射板と、このような光反射板を容易に製造可能な製造方法の提供を図ること。
【解決手段】光を反射させるための白色ポリエステル系樹脂層を有する樹脂シートで凹状の光反射面が形成されている光反射板であって、シート成形によって前記樹脂シートに凹部が形成されて前記光反射面が形成されていることを特徴とする光反射板などを提供する。
(もっと読む)
表面に凹凸を有する化粧シートの製造方法
【課題】エンボス加工等の方法を使用せずに、表面に凹凸を有する化粧シートを得る方法を提供する。
【解決手段】熱収縮性を有する樹脂シート3を、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線2照射して、前記部位Aと部位Bとに膜厚差を生じさせた、表面に凹凸を有する化粧シートの製造方法。
(もっと読む)
気体透過性フィルム、その製造方法及び該気体透過性フィルムを用いた容器
【課題】気体透過性能が向上し、広い範囲の用途、特に多種多様の物品などを包装するのに好適な包装フィルムとして使用が可能な気体透過性フィルムを提供すること。
【解決手段】所定肉厚のプラスチックフィルム基材に気体を透過させる気体透過部を設けた気体透過性フィルム1であって、この気体透過部3Lは、前記プラスチックフィルム基材2の一面から他面に向けて所定深さ凹ませ膨らませて底部を他表面から外方へ膨出させた凹み部3からなり、この凹み部3は、上方の開口部から底部に向かって肉厚が徐々に薄肉にして底部が最も肉薄に形成されている。
(もっと読む)
1 - 20 / 143
[ Back to top ]