
国際特許分類[B23D5/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 平削りまたはみぞ削り盤のうち切削工具と被加工物の相対運動が直線運動以外で行われるもの (22)
国際特許分類[B23D5/00]の下位に属する分類
回転運動と直線運動のみによるもの,例.らせんみぞの切削用のもの (11)
倣い装置で制御されるもの,例.形によるもの
国際特許分類[B23D5/00]に分類される特許
1 - 10 / 11
バイト切削装置
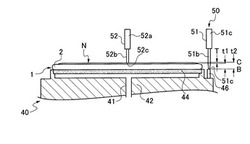
【課題】被加工物を保持する保持テーブルを有するバイト切削装置において、切削屑の厚みまで含んだ高さを保持テーブルの保持面の高さ位置と誤検出することを防ぐ。
【解決手段】バイト切削装置10の保持テーブル40は、保持部44の外周側が保持面より低く形成された切削屑落とし込み部43を有する枠体42と、切削屑落とし込み部43に配設され保持面45と同じ高さ位置の基準面を有する基準ピン46とを備え、保持テーブル40で保持された被加工物の上面高さ位置を検出するとともに基準ピン46の基準面高さ位置を検出することで被加工物厚みを検出する厚み検出手段50とを備える。厚み検出手段50は、被加工物接触部52bを有する被加工物高さ位置検出器52と、基準面接触ピン51bを有する基準面高さ位置検出器51とを備え、両検出器51,52による高さ位置の検出結果から被加工物の厚みを正確に算出することができる。
(もっと読む)
環状部材の製造方法

【課題】打抜きプレスに比べて短時間で安価な方法により窓部や内周面凹部を成形することができる環状部材の製造方法を提供する。
【解決手段】環状素材150を環状素材150の軸心X1回りに回転可能に配置する。径方向外側に突出形成され1つまたは周方向に等間隔に複数の刃部T2を備える刃具Tを、環状素材150の軸心X1に対して偏心した軸X2回りに回転可能に配置する。環状素材150の回転速度Vwを刃具Tの回転速度Vtより低く、かつ、環状素材150の回転速度Vwと刃具Tの回転速度Vtの比を一定に制御することで、刃部T2により窓部53または内周面凹部を切削加工する。
(もっと読む)
バイト工具を備えた加工装置
【課題】被加工物の旋削面にムシレが生じることなく、チャックテーブルの熱膨張を抑制することができるとともに、被加工物への旋削屑の付着を防止することができるバイト工具を備えた加工装置を提供する。
【解決手段】被加工物を保持する保持面を備えたチャックテーブル52と、チャックテーブル52に保持された被加工物を旋削するためのバイト工具33を備えた旋削手段と、旋削手段によって被加工物を旋削する加工領域において、加工領域を移動するチャックテーブル52に保持された被加工物の旋削面に冷却水を噴出する噴出ノズル61を備えた冷却水供給手段6を具備し、噴出ノズル61は加工領域におけるバイト工具33の回転方向上流側から下流側に向けて冷却水を噴出する。
(もっと読む)
直線溝加工方法および直線溝加工装置
【課題】長い直線溝を繋ぎ加工するための加工装置を提供することである。
【解決手段】工具3を取り付けたスライダ1とスライダ1をガイドする直線ガイド2で構成された往復運動装置を有し、スライダ1を直線ガイド2に沿って往復運動させ、テーブル4に固定されたワークWに工具3により直線溝を加工する加工装置において、工具3をスライダ1の往復運動方向と直交する方向に切り込み駆動する工具切り込み駆動手段と、テーブル4をX軸方向に移動させる第1の駆動手段と、テーブル4をY軸方向に移動させる第2の駆動手段と、前記往復運動装置をX軸とY軸と直交するZ軸方向に移動させる第3の駆動手段と、を備え、スライダ1の往復運動方向とX軸方向とが同じ方向となるように往復運動装置とテーブル4とを位置決めし、スライダ1の往復運動とテーブル4のX軸方向の移動との組み合わせにより工具3またはテーブル4のストロークより長い直線溝をワークWに加工する直線溝加工装置。
(もっと読む)
微細パターンの形成方法
【課題】下限は1nmから最大は1mmあるいはそれ以上のピッチの細密な細溝パターンからなる格子状パターンを形成する方法を提供すること。
【解決手段】細溝加工する加工部をパルス駆動し、個々の駆動エネルギを制御することにより細溝加工を制御し、加工微細化下限は1nmまで到達でき、高次構造が形成でき、加工部位を多重加工できるという特徴をもちながら加工部の作成が容易で加工線速度は速いので、広幅、長尺加工が可能という新規な微細加工法を提供するものである。
(もっと読む)
加工装置及び加工方法
【課題】工具の大きさに規定されず、自由曲面加工にも適用でき、工具の寿命が短くならない加工装置及び加工方法を提供すること。
【解決手段】加工装置1は、切削工具9と、前記切削工具9を、所定の切り込み量を与えつつ、被加工物101に対し1の方向に相対的に移動させて、切削ラインを形成する切削ライン形成手段7と、前記切削工具9の前記被加工物101に対する位置を、前記1の方向と交差する方向に、所定の送り量だけ送る切削工具送り手段7と、を備え、前記被加工物101の表面に、前記交差する方向に沿って並ぶ複数の前記切削ラインを形成し、前記切り込み量が前記複数の切削ライン間で不均一となるように、前記切り込み量を設定する切り込み量設定手段を備えることを特徴とする。
(もっと読む)
多軸加工機
【課題】2種類の加工を1台の加工機で行なうことができ、設置スペースを最小限にした多軸加工機を提供すること。
【解決手段】工具保持部30を共通にし、その周囲に第1支持ユニット10及び第2支持ユニット20を設置するとともに、工具保持部30に、工具の姿勢を変更することができる第1のターンテーブル31c及び第2のターンテーブル32bと、加工ツール2をX方向及びZ方向に移動させるステージ装置33,34を備えている。したがって、自由曲面の加工及び円筒面の加工が1台の加工機で行なえる。
(もっと読む)
内壁加工方法及びその装置
【課題】2つのクランク軸を用いることで、従来必要としたクランク軸の偏心量を徐々に可変させる複雑な構成の偏心量可変機構を不要として、コストダウンを図ることができる内壁加工方法と内壁加工装置とを提供するものである。
【解決手段】クランクアーム16の一端にカッタ72を着脱自在に取付け、そのクランクアーム16の他端に、第一クランク軸12によってクランク運動させられる第一クランクピン14を連結する。第二クランク軸20によってクランク運動させられる第二クランクピン22によってクランクアーム16の長さの途中を支持し、しかもそのクランクアーム16は第二クランクピン22に対して往復移動自在とする。加工時に第一クランクピン14の位相と第二クランクピン22の位相とを徐々に変化させることによって、カッタ72の移動軌跡である楕円形状の大きさを変えることができる。
(もっと読む)
加工装置
【課題】多数のディンプルをワーク表面に短時間かつ不規則配置に形成することを可能にする加工装置を提供する。
【解決手段】加工装置は、ワークの表面に第1方向の深さを備えた複数のディンプルを加工するための工具と、工具をワークに対して第1方向及び第1方向に略垂直な第2方向に移動させることができる駆動装置と、工具をワークに対して第2方向に移動させている間に、周波数及び振幅が不規則な信号W1を所定の閾値Y1でコンパレートして得られた波形C1の立上り部R1a〜R1fをトリガーとして、工具をワークに対して第1方向に移動させてワークに切り込むように駆動装置を制御する制御装置と、を有する。
(もっと読む)
凹部を有するディスプレイウィンドウ及びその製造方法
滑らかな曲面表面を有する凹部が形成されたディスプレイウィンドウ及びその製造方法が開示される。本発明のウィンドウには凸状に視認可能な滑らかな曲面表面の凹部が形成されるので、その外観が美麗である。また、スピーカーの取付個所に凹部及び貫通孔を設けて携帯電話の組み立て工程を単純化かつ高効率化させることができる。さらに、本発明に係るウィンドウの製造方法は、円形のバイトを用いて凹部を加工することから、滑らかな表面の凹部が得られる。なお、フラットパネルの加工工程中に凹部を加工することから、硬度及び透明度に優れ、さらに、種々の形態のウィンドウを製造することが可能である。  (もっと読む)
(もっと読む)
1 - 10 / 11
[ Back to top ]