
国際特許分類[B23K9/067]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332) | アークスタートのためのもの (74)
国際特許分類[B23K9/067]に分類される特許
21 - 30 / 74
アーク溶接の開始方法
【課題】アーク溶接を開始するとき溶接母材に電気絶縁物が存在していても、アーク溶接を良好に開始することができるアーク溶接の開始方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接の開始方法であり、溶接動作の開始時に溶接ワイヤ17と溶接母材Wとの間の通電状態が検出されないとき、溶接母材Wに対して溶接ワイヤ17を進退移動させることにより、溶接母材Wに対して溶接ワイヤ17を接触させる。この方法によれば、溶接ワイヤ17の進退動作によってたとえば溶接母材W上の電気絶縁物Isを除去することができるので、アーク溶接を良好に開始させることができる。
(もっと読む)
アークスタート制御方法

【課題】溶接ワイヤを一旦母材に接触させた後に引き離すことによってアークを発生させるアークスタート制御方法において、アーク長のオーバーシュートを抑制すること。
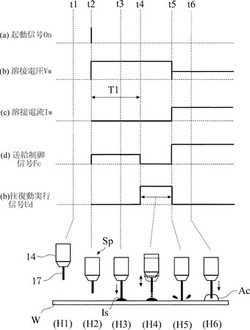
【解決手段】溶接トーチから溶接ワイヤを母材へ前進送給(時刻t2〜t3)し、溶接ワイヤが母材に接触すると溶接ワイヤを母材から後退送給(時刻t3〜t4)すると共に溶接電流Iwを通電し、この後退送給によって溶接ワイヤが母材から離れて初期アークが発生(時刻t4)した後に溶接ワイヤを再前進送給(時刻t5以降)して前記初期アーク発生状態から定常のアーク発生状態へと移行させるアークスタート制御方法において、前記再前進送給の開始時点から前記溶接トーチの高さLtを一旦低くした後に元の高さLsに戻すトーチ高さ制御(時刻t5〜t7)を行う。これにより、アーク長のオーバーシュートをトーチ高さ制御によって補償することができる。
(もっと読む)
アーク溶接方法
【課題】溶接開始時にアークのふらつきが生じても、アークを即座に安定化させるとともに、溶接ビードの欠陥を抑制することができるアーク溶接方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接方法であって、アークを発生させる溶接開始時において溶接ワイヤ17と溶接母材Wとの間に供給する溶接電圧Vwが所定の閾値電圧Vtを越えたか否かを判別し、溶接電圧Vwが所定の閾値電圧Vtを越えたことを判別すると、アークの発生を休止し、その後、アークを再発生させる。このような方法によれば、閾値電圧Vtを適切な値に設定することにより、アークを即座に安定化させることができる。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】2電極アーク溶接において、アークスタート部の溶け込み及びビード形状を適正化すること。
【解決手段】消耗電極1aおよび非消耗電極1bを備えた溶接トーチWTを用いてアーク溶接する2電極アーク溶接のアークスタート制御方法において、消耗電極1aと母材2との間に消耗電極アーク3aを発生させ、その後は消耗電極1aを定常送給速度で送給し、非消耗電極1bと母材2との間に非消耗電極アーク3bを発生させ、その後は余熱期間の間、非消耗電極アーク3bに定常電流値よりも大きな値の余熱電流を通電すると共に、送給速度を余熱電流の値に応じて定常送給速度よりも速い余熱送給速度に切り換え、余熱期間が終了すると、送給速度を定常送給速度に切り換えると共に、非消耗電極アーク3bを通電する電流値を定常電流値に切り換えて定常溶接状態に移行させる。
(もっと読む)
プラズマキーホール溶接のスタート方法
【課題】裏波ビードが適切に形成された溶接ビードを得ることができるプラズマキーホール溶接のスタート方法を提供する。
【解決手段】プラズマ溶接電流の通電を開始して、プラズマアーク電圧が安定してプラズマキーホールの形成が開始されたと判別されたときのプラズマアーク電圧をキーホール開始基準電圧として設定する。その後、プラズマアーク電圧とキーホール開始基準電圧との差が予め定めた基準値以上になったときに、プラズマキーホールが貫通したと判別して、プラズマトーチの移動を開始する。この結果、プラズマ溶接用電源からの出力が、交流電圧、交流パルス電圧又は直流パルス電圧のいずれの場合でも、プラズマキーホール溶接のキーホールの貫通を判別することができる。
(もっと読む)
アークスタート制御方法および溶接ロボットシステム
【課題】アークスタート時にワークの位置ズレやワイヤ先端に形成されているスラグ(絶縁物)の影響を受けてアークスタートが不安定になる場合が発生する。この場合、スタート部の溶接ビードの形成が不十分でありビード長が不足する。その不良品の手直し工程が余分に必要となる。さらに、手直ししても修復できない場合はそのワークを廃棄することになり、生産性が著しく低下する。
【解決手段】アークスタート時に溶接電流を検出してその検出結果に基づいて溶接ロボットに取り付けられた溶接用トーチを移動させる溶接ロボットのアークスタート制御方法であって、溶接電流が所定時間連続して流れない場合には溶接ロボットの動作による溶接線方向への溶接用トーチの移動を停止したままとし、溶接電流が所定時間連続して流れた場合には溶接ロボットの動作による溶接線方向への溶接用トーチの移動を開始する。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】消耗電極式の交流アーク溶接において、アークスタート直後にアーク切れが頻繁に発生する場合がある。
【解決手段】ワイヤ送給速度がスローダウンワイヤ送給速度から定常溶接ワイヤ送給速度に到達するまでの期間または定常溶接ワイヤ送給到達して所定時間後まで直流アーク溶接制御で出力し、その後、ワイヤ送給速度が一定の定常溶接ワイヤ送給速度となった安定した状態で交流アーク溶接制御に切り替えることでアーク切れを抑制する。
(もっと読む)
溶接装置及び溶接方法
【課題】本発明の目的は、加工法の制限や製品構造及び加工設備構造の制限を無くすことにより、溶接のための装置を簡素化し、製品品質を安定させることが可能な溶接装置及び溶接方法を提供することにある。
【解決手段】電源装置1と、トーチ2と、初期放電吸収部材3と、トーチ2から放電される電流により溶接される被溶接物Wの保持部5とを備えた溶接装置に関する。
初期放電吸収部材3はアースされているとともに、被溶接物Wは直接的に若しくは保持部5を介して間接的にアースされている。
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】プラズマアークを確実に点弧するとともに溶接ビードの幅を均一化することが可能な2電極アーク溶接のアークスタート制御方法を提供すること。
【解決手段】シールドガスノズル内に配置された消耗電極および非消耗電極を備えた溶接トーチBを用い、MIGアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接のアークスタート制御方法であって、距離Dを定常溶接距離D1よりも小さい溶接準備距離D0とした状態で、MIGアーク6aを発生させるステップと、プラズマアーク6bを発生させるステップと、MIGアーク6aおよびプラズマアーク6bを発生させた状態で、距離Dを定常溶接距離D1とするステップと、を有する。このような構成により、プラズマアーク6bの点弧失敗を回避するとともに、溶接開始ビードが過度に太くなってしまうことを防止することができる。
(もっと読む)
21 - 30 / 74
[ Back to top ]