
国際特許分類[B23K9/067]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332) | アークスタートのためのもの (74)
国際特許分類[B23K9/067]に分類される特許
31 - 40 / 74
自動アーク溶接装置及び自動アーク溶接方法
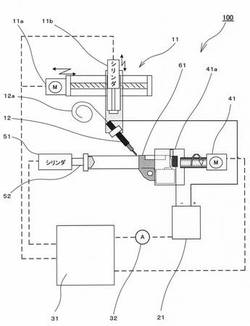
【課題】溶接不良の起こりにくい自動アーク溶接装置及び方法を提供すること。
【解決手段】アーク溶接用の溶接材料を送給する溶接トーチ12と、溶接トーチ12の先端とワーク61の被溶接部とを接近させる溶接トーチ接近手段と、溶接トーチ12とワーク61との間の電流値を測定する電流測定手段32と、アークの発生後に溶接トーチ12とワーク61とを相対移動させ、連続的に溶接しビードを形成させる相対移動手段41と、溶接トーチ接近手段11により溶接トーチ12の先端をワーク61の被溶接部の溶接可能範囲まで接近させて溶接する際に、電流測定手段32が測定した電流値が、予め設定した電流値以上で所定時間経過したか否かを判定する時間判定手段と、前記時間判定手段が所定時間経過したと判定した場合、相対移動手段41によって溶接トーチ12とワーク61の相対移動を開始させ、溶接の自動制御を行う相対移動制御手段と、を備える。
(もっと読む)
アーク溶接装置およびアーク起動方法

【課題】宇宙環境下などの真空雰囲気中で行われるアーク溶接技術に係り、特にGTA(ガスタングステンアーク)溶接でタッチスタート方式により好適にアーク起動を行うアーク溶接装置およびアーク起動方法を提供する。
【解決手段】アーク起動時において中空電極先端部5の少なくとも一部と接触する接触部15と、被溶接物6と電気的に接触し同電位を維持する電気的接触部17と、中空電極先端部5と接触時に中空電極先端部5から流出した溶接ガスgを真空雰囲気に案内する開放部11とを構成するアーク起動部7を備えたアーク溶接装置1によりタッチスタート方式を用いたアーク起動方法である。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】 アーク再発生直後の溶接出力電流を、設定した所定期間アーク再発生直前の溶接出力電流より高くなるように短絡開放電流に応じた電流に制御するものでは、溶接中の短絡開放電流というものは殆ど一致することはなくバラツキがあることから、アーク再発生直後の溶接出力電流も異なる溶接電流を出力するため、絶えずアーク長が異なり、比較的アーク不安定になりやすく、短絡周期が変動し、スパッタが増加する場合がある。
【解決手段】 アーク検出直後は短絡解放電流に応じて溶接電流を所定時間出力する制御と、固定値の溶接電流を所定時間出力する制御の2種類の制御方法を切り替え可能であり、アークスタート期間と定常溶接期間との識別や、短絡状態の強弱により、2種類の制御を使い分けることで、スパッタ発生量を低減する。
(もっと読む)
アーク溶接装置
【課題】 被溶接物に搭載された耐電圧の低い電子部品を損傷しないようにしたアーク溶接装置を得る。
【解決手段】
溶接電源の一極に接続された導電性ブロック2の表面に密着し、導電性ブロック2と電気的に結合された導電性シート19と、溶接電源の多極である電極14との間でアーク起動を行い、任意のアーク起動回数毎に異なる表面でアークが起動されるように導電性シート19を導電性ブロック2上を移動させるように構成し、被溶接物の被溶接個所を保持するクランプ治具と導電性ブロック2とを電気的に切断された状態で導電性シート19の表面でアーク起動を行うと共に、アーク起動後に導電性ブロック2とクランプ治具とを電気的に接続し、電極14を移動して被溶接個所に対向させて被溶接個所の溶接を行うようにした。
(もっと読む)
消耗電極アーク溶接の溶接開始方法
【課題】消耗電極アーク溶接の溶接開始時に、アーク発生を正確に判別して溶接トーチの移動開始との同期を正確に行えるようにすることを目的とする。
【解決手段】溶接開始に際して溶接ワイヤと母材との間にアークが発生したことを判別して溶接トーチの移動を開始する消耗電極アーク溶接の溶接開始方法において、予め定めたサンプリング周期ごとに溶接電流i及び溶接電圧vを検出し、検出された複数組の溶接電流i及び溶接電圧vによって予め定めた特性算出期間Tc(m)ごとに1次近似式v=a×i+b(a及びbは定数)を算出し、この切片bが予め定めたアーク判定範囲内にあるときは前記アークが発生したと判別して、前記溶接トーチの移動を開始する。これにより、ワイヤ突出し部の電圧値が大きいときでも誤動作なしにアーク発生状態を判別することができる。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】 アーク溶接において、アーク発生時から定常溶接に移行するまでの間にアーク不安定やアーク切れが発生し、スパッタ発生およびスパッタ付着が多い。
【解決手段】 アークスタート期間において、ワイヤ送給速度と溶接電圧との変化を同期するように連続的に制御し、さらにワイヤ送給速度に対応付けられた溶接電圧を所定時間の長さ印加することにより、アークスタート性を良化させ、スタート直後のアーク不安定を起こすことなくスパッタの発生およびスパッタの付着を低減する。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】 溶接開始箇所においても十分な溶け込み深さを得ることが可能な2電極アーク溶接のアークスタート制御方法を提供すること。
【解決手段】 シールドガスノズル内に配置されたワイヤWおよび非消耗電極を備えた溶接トーチBを用い、GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接のアークスタート制御方法であって、GMAアーク6aを発生させるステップと、プラズマアーク6bを発生させたとき以降にGMAアーク6aを消弧させることにより、プラズマアーク6bのみを点弧させるステップと、プラズマアーク6bのみを点弧させるステップの後にGMAアーク6aを再び発生させるステップと、を有する。このような構成により、溶接母材Pの溶接開始箇所を予熱し、溶接開始直後から十分な溶け込み深さが得られる。
(もっと読む)
ハイブリッド溶接装置
【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
溶接トーチ及びロボットアーク溶接のアークスタート方法
【課題】安価でマニピュレータの応答性に左右されずに良好なアークスタートを実現することができる溶接トーチ及びロボットアーク溶接のアークスタート方法を提供する。
【解決手段】溶接トーチ4が溶接開始位置に到着して停止して、ソレノイドコイル14に電力が供給され、ソレノイドシャフト13が下方向に移動してばね15を圧縮する。そして、溶接ワイヤ1が被溶接物2へ前進送給されて、ワイヤ先端が被溶接物と短絡したことが判別されると、ソレノイドコイルに供給されていた電力を停止し、高い応答性によってソレノイドシャフトがばねによって押し上げられる。溶接ワイヤは被溶接物から引き離され、同時に、小電流値の初期電流が通電され、初期アークが発生する。その後、溶接ワイヤが定常送給されて、定常アークを発生する定常アーク発生状態へと移行する。この結果、良好なアークスタートを実現することができる。
(もっと読む)
31 - 40 / 74
[ Back to top ]