
Fターム[3C037DD00]の内容
穴あけ工具 (3,056) | 切刃以外の構成 (456)
Fターム[3C037DD00]の下位に属するFターム
Fターム[3C037DD00]に分類される特許
21 - 40 / 40
深穴切削装置

【課題】切削ヘッド部にロウ付けされたガイドパッドを備える深穴切削装置として、安定した切削状態で高い加工精度が得られ、ガイドパッドが長寿命化するものを提供する。
【解決手段】切削ヘッド部10aにロウ付けされたガイドパッド5が、工具先端側を尾端側よりも工具回転方向yの前方側とする斜め配置になっている。
(もっと読む)
深穴切削装置

【課題】切削ヘッド部にチップ交換式のガイドパッドを備える深穴切削装置として、安定した切削状態で高い加工精度が得られ、ガイドパッドが長寿命化するものを提供する。
【解決手段】ガイドパッド7は、外面側が幅方向中央部に沿って頂稜部7aをなす円弧面71aに形成され、切削ヘッド部10aに対し、工具先端側を尾端側よりも工具回転方向yの前方側とする斜め配置で取り付けられている。
(もっと読む)
切削工具及び工作機械
【課題】工作機械の回転主軸に取付けられる第1ホルダーと、第1ホルダーに着脱自在に取付けられる第2ホルダーとを有する切削工具において、第1ホルダーと、第2ホルダーの芯出しが正確かつ簡単に行えるようにする。
【解決手段】第1,第2ホルダー3,4と、第1,第2ホルダーの軸線を一致させる芯出し手段と、第2ホルダー4を第1ホルダー3に固定する固定手段とからなり、第1ホルダーは第2ホルダーに芯出端面3eを向かわせるようにした摺動部材3fを有し、芯出し手段は、第2ホルダーにテーパ軸4dを突設すると共に第1ホルダーの摺動部材の芯出端面にテーパ穴3mを形成し、さらに第2,第1ホルダーの端面4c,3cが突合わさるより前にテーパ穴3mにテーパ軸4dが嵌合し、その状態で摺動部材3fが押込まれるように設定したものであり、固定手段は端面4c,3cが突き合わさった第2,第1ホルダーを結合するものである。
(もっと読む)
切り屑排除器具および回転切削工具
【課題】 回転切削時に発生する切り屑を確実に折曲げて破断させ、または、破断しないまでも外方に振り払うことによって、チャックに接近させないようにしてなる切り屑排除器具および回転切削工具を提供する。
【解決手段】 切り屑排除器具は、シャンク31の挿通を許容する貫通孔11を有する筒状の本体部1と、この本体部に遊挿されて回動自在に支持されてなる円盤状の回転体2とを備え、上記回転体の外周は、上記本体部表面から外方に突出するように構成され、かつ、外周縁の複数個所に円形端縁を非円滑にする障害部22,23,24,25を設けた回転であることを特徴とする。回転切削工具は、上記切り溝排除器具を回転切削工具3のシャンクに装着した。
(もっと読む)
穴加工工具
【課題】大径深穴などの内径加工に利用する穴加工工具の動バランスを工具本体の剛性低下を抑えながら向上させて加工精度の向上、加工条件の設定の自由度向上などを図ることを課題としている。
【解決手段】工具本体1の座部9や切屑ポケット10を形成した主加工部6に第1の切れ刃2を設け、その第1の切れ刃2で内径加工を行う回転式の穴加工工具を改善の対象にして、前記主加工部6よりも工具本体1の先端側に、工具の動バランスを取るカウンターウエイト8を取付けた。
(もっと読む)
コアドリル
【課題】 連続した穿孔作業を効率良く行うことができるコアドリルを提供する。
【解決手段】円筒状ボディ部10の先端部に砥粒層により刃部11を形成したコアドリル1において、ボディ部10の先端部は、中心軸線C周りに所定角度範囲θ1で連続して切り欠かれており、所定角度範囲θ1が180度以上であることを特徴とする。
(もっと読む)
ガラス板の製造方法及びその装置
【課題】ガラス板の上面側及び下面側からそれぞれ別個にドリルにより孔を穿設して最終的に貫通孔を形成するに際して、摩擦熱の影響によるクラックの発生のみならず、ドリルの芯ブレによるクラックの発生等を可及的に低減する。
【解決手段】切削液を供給しながらガラス板3の上面から上部ドリル1を厚み方向中間まで侵入させた後に該上部ドリル1を後退させ、然る後、切削液を供給しながらガラス板3の下面から下部ドリル2を侵入させて、該ガラス板3に貫通孔4を穿設する穿孔工程を含み、上部ドリル1のガラス板3の上面からの侵入深さは、ドリル胴部2xからドリル先端側に向かって縮径する下部ドリル2の最先端から最大外径部までの軸方向距離Lと、上部ドリル1が侵入した軸心上の下端位置からガラス板3の下面までの距離Hとが、L>Hの関係を満たすようにする。
(もっと読む)
マイクロマニピュレータ
【課題】 先端で微細加工が可能なマイクロマニピュレータを提供する。
【解決手段】 アームホルダ2に保持されるアーム3と、前記アーム3の先端に備えられたモータホルダ4と、前記モータホルダ4に固定された小型モータ5と、から構成され、前記小型モータ5の出力軸6はダイヤモンドで形成され、その先端にレーザ加工を行い、ドリル刃7を形成することにより、穴あけや切削等の微細加工が可能となり、また、ドリル刃の芯出し精度を考慮する必要が無くなり、より高精度な加工が可能となる。
(もっと読む)
貫通孔の形成方法
【課題】ロウ付けタイプの切刃を備えたドリルヘッドによって被削材に貫通孔を形成するに当たり、孔内周面におけるスパイラルマークの発生を防止し、優れた外観体裁と高い加工精度が得られる手段を提供する。
【解決手段】切刃取付座13a〜13cに切刃3A〜3Cがロウ付けされたドリルヘッド1Aによって被削材Wに貫通孔Hを形成するに当たり、ドリルヘッド1Aとして最外周部の切削を担う切刃3Aの刃先外端部31aにアールRを設けたものを用いる。
(もっと読む)
ドリルアタッチメント
【構成】密閉された空間にドリルによる穿孔の際に生じるダストをドリルの回転に伴い自動的に収集できると共にドリルの長さ方向に可動なドリルのダスト収集可動部2とドリルのダスト収集可動部2を挿入できる缶体3とを備え、ドリルのダスト収集可動部2及び缶体3によりドリル4の回転部分の全周を被覆し、缶体3にはバネ301を内蔵し缶体3をドリルのダスト収集可動部2に付勢し、ドリルの穿孔長の調整が可能な機構302とドリルへの取付を可能とする機構304とドリルからの取外しを可能とする機構とを有してなるドリルアタッチメント1。
【効果】 自動的にダストが収集され、ドリルの回転部分は作業者の手に触れないようになっているので安全で騒音も低減され、穿孔長の設定が簡単で設定穿孔長を保持でき、取付や取外しも簡単で、収納されたダストは容易に外部に排出でき、ハンマードリルの打撃反動が内蔵バネにより抑えられ、狭い天井のような所での作業も楽でダストが天井から落下してくるようなこともない。
(もっと読む)
前面が凹んだ組み合わせ工具
【課題】雌ねじを作成する。
【解決手段】本発明は、(a)少なくとも一つの刃先(11,13)を有する少なくとも一つの切削領域(5)と、(b)少なくとも一つのねじ山成形領域(6)と、を備え、(c)切削領域(5)とねじ山成形領域(6)とが工具軸(A)の周りに共に回転可能であるかまたは共に回転するように互いに接続されており、(d)少なくとも一つの切削領域(5)が前面工具端(19)に少なくとも一部形成されており、および/または少なくとも一つの切削領域(5)が前面工具端(19)と隣接しており、(e)チップを受け入れることを目的とする前面凹部(15)が前面工具端(19)に形成されている、ねじ山、特に雌ねじを作成する工具(2)に関する。
(もっと読む)
メガネ孔の切削方法及び切削装置
【課題】メガネ孔Wを短時間で容易に形成できる切削方法を提供する。
【解決手段】第1孔Aと第2孔Bの2つの孔A,Bが所定距離e偏心して重なり合うようなメガネ孔Wを切削する方法であって、回転するインナーボーリングバー5にドリルヘッド6を一体回転可能に取り付けると共に、ドリルヘッド6の外周に相対回転可能に支持させた断面三日月形の孔ガイド7を、インナーボーリングバー5に套嵌されてそれと一体に軸方向移動可能な回転しないアウターボーリングバー6に連結してなるガイド付きドリル2を備え、被削材Mに第1孔Aを切削した後、第1孔Aにガイド付きドリル2の孔ガイド7を嵌合して第1孔Aに沿って摺動案内しながら、ドリルヘッド6によって第2孔Bを切削する。
(もっと読む)
コアドリル
【課題】穿設しようとする穴深さに対応して軸長を延長することができるコアドリルを提供することを目的とする。
【解決手段】円筒状の胴部1A、その先端方に形成された刃部1B、胴部1Aの基端方に形成された係合部1Cを備えた刃体部1と、円筒状の胴部2A、その先端方に形成され係合部1C,3Cに係合する被係合部2B、胴部2Aの基端方に形成された回転工具の駆動軸側に取着する取着部2Rとを備えた駆動軸側取着部2と、円筒状の胴部3A、その先端方に形成され係合部1Cに係合可能な被係合部3B、胴部3Aの基端方に形成され被係合部2Bに係合可能な係合部3Cを備え選択的に使用される少なくとも1本の延設筒部3とを有し、使用に際して、穿設しようとする穴深さに対応して、刃体部1の基端方に駆動軸側取着部2を直接、又は延設筒部3を介して連結する。
(もっと読む)
削孔装置
【課題】地中に設置された本管の削孔により生じた切削片であるコアを確実に保持することが可能である削孔装置を提供すること。
【解決手段】地中に設置された本管への枝管の接続のために既設管に接続用孔を形成するための削孔装置に係る。削孔装置は、回転駆動されるロッドと、ロッドの先端部に取り付けられた、本管を削孔するための先行のホールカッタ及び後行のコアカッタと、ホールカッタとコアカッタとの間においてロッドの周囲に設けられ放射方向へ伸びる、弾性を有する複数の線材とを含む。線材は、好ましくは鋼線からなるものとすることができる。
(もっと読む)
ばり取り工具およびそれのための切削インサート
ばり取り工具はその内部でスライドできる切削インサート(18)を有する。切削インサートは円筒状の主本体(38)とこの主本体から延在するより小さい径の小本体(36)を有する。切削インサートは偏倚ばね(22)を用いて引っ込んだ位置と突き出た位置との間を移動できる。ばねは切削インサートの側方に並んで位置し、ばねが作用する偏倚力は調節することができる。 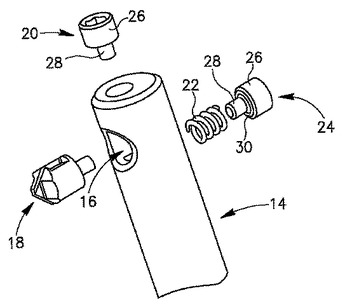 (もっと読む)
(もっと読む)
コアドリル
【課題】 熱歪みを防止するとともに、シャンクの強度を確保し、シャンク先端部がラッパ状に変形することを防止して、研削性能に優れたコアドリルを提供する。
【解決手段】 シャンク1の先端部にチップ2が間隔を置いてろう付けにより接合されており、シャンク1の先端部であってチップ2が接合されていない部位に、軸方向にスリット3が形成されている。チップ2は、ダイヤモンド等の砥粒を金属等からなる結合材で結合して形成されている。シャンク1の先端外周側であって、スリット3が形成されている領域には、シャンク1の周方向に溝が設けられ、この溝内にワイヤ4が巻き付けられている。溝の深さは、溝内にワイヤ4を巻き付けたときにワイヤ4が収まる深さとしている。
(もっと読む)
迅速交換式アーバ
工具、特に筒のこ (2) 取り付け用の迅速交換式アーバについて記述されている。このアーバはドライブ端と工具端を有する軸体 (3)と、中央に孔が設けられていて、上記軸体 (3) 上を褶動することができる工具装着手段 (6)と、工具装着手段 (6) を軸体 (3) に対し、回転方向にも軸方向にも動かないようにロックする手段とを備える。工具装着手段 (6) は軸体 (3) から褶動自在に取り外すことができ、該装着手段 (6) 内のラッチ (9-1) を動かした後に本体上を褶動させるだけで、切り抜かれた材料屑であるのプラグを、筒のこ(2) から押し出すことができる。 (もっと読む)
防振切削工具
【課題】切削時に工具本体がねじり力を受け、そのねじり力が原因になって起こるビビリ振動を効果的に抑制できるようにしたドリル、エンドミル、リーマ、ボーリングバイト、ボーリングクイルなどの切削工具を提供する。
【解決手段】切削時にねじり力を受ける工具の本体部2にポケット4を形成してそのポケット4に制振ピース5を挿入し、この制振ピース5が本体部2の中心や中心から外れた位置に回転支点を持ち、右回り、左回りの各回転においてポケット4の壁面4a、4bに衝突して本体部のねじり振動を減衰させるようにした。ポケット4を本体部2の中心から外れた位置に設けてそこに制振ピース5を可動に挿入してもよい。
(もっと読む)
穿孔具
【課題】センター軸に対する刃体の距離を変更させるためのラック・ピニオン機構を構成するラック体の凹凸状のラック歯の部分に穿孔作業により発生する切粉が堆積するのを防止する。
【解決手段】センター軸Sと、センター軸Sの軸方向と直交する方向にスライド可能なアーム体Aに取着された刃体Kとを備えた穿孔具であって、アーム体Aは凹凸状のラック歯12aを有するラック体12を有し、ラック歯12aと噛合するピニオン27の回転により、延設方向に沿ってスライドして、刃体Kによる穿孔径を調節可能な構成であり、刃体Kの穿設により発生した切粉Lがラック歯12aの間の凹部12b内に入り込んだ切粉Lを通過・排出させるべく設けられた切粉排出路12cと、切粉排出路12c内の切粉Lをラック体の外部に排出させるべく切粉排出路12cと連通して設けられた切粉排出口12dとを備えた構成とする。
(もっと読む)
割り出し可能な切削インサートとそれを製造するための方法
切削インサート製造するための方法は、(i)4つ以上のポケットを有する基材と、ポケット内に配置された超硬質材料とを有するブランクを形成するステップと、(ii)切削線に沿ってブランクを切削することによってブランクから切削チップを除去するステップと、(iii)対応する数の切削チップを受容するための複数のキャビティを有する切削インサート本体を提供するステップと、(iv)複数のキャビティの各々に切削チップを挿入するステップと、(v)切削チップを切削インサート本体にろう付けするステップと、を含む。関連の切削インサートは、内部に形成された複数のキャビティを有する切削インサート本体と、複数の切削チップであって、複数の切削チップの各々がそれぞれのキャビティに配置され、切削チップが、切削インサート本体の前記キャビティに挿入されたときに、機械的保持又はロックを提供する形状を有し、この形状が略台形のアンカ部分を含み、アンカ部分の基部が略平坦でありかつ本体の切れ刃から離間し、切削チップが切削インサート本体にさらにろう付けされる複数の切削チップと、を含む。  (もっと読む)
(もっと読む)
21 - 40 / 40
[ Back to top ]