
Fターム[4F072AJ19]の内容
強化プラスチック材料 (49,419) | 予備成形品製造の付属操作、装置 (2,156) | 冷却処理、装置 (17)
Fターム[4F072AJ19]に分類される特許
1 - 17 / 17
天然繊維強化樹脂ストランドの製造方法及び製造装置
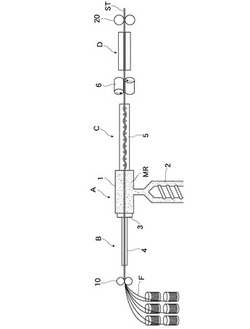
【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
予備成形体およびその製造方法

【課題】予備成形体のマトリックス樹脂のインサート成形用に供給される樹脂との接合部分についてのみ、供給される樹脂との間で容易に十分に高い接着強度が得られるように制御可能な予備成形体の製造方法、およびその方法により製造された予備成形体を提供する。
【解決手段】マトリックス樹脂が結晶性の熱可塑性樹脂である繊維強化樹脂Aを予備成形体とし、液状化した樹脂Bを供給して繊維強化樹脂Aをインサート成形するための前記予備成形体の製造方法であって、繊維強化樹脂Aの樹脂Bと接合される面の少なくとも一部を例えば急冷により結晶化度5〜15%の範囲内に制御することを特徴とする予備成形体の製造方法、およびその方法により製造された予備成形体。
(もっと読む)
ポリアミド樹脂組成物ペレットおよびその製造方法
【課題】 生産時の操業性、ストランドの低毛羽立ち性、成形性に優れるだけでなく、強度、剛性、耐衝撃性、高温時の機械的強度に優れたポリアミド樹脂組成物ペレットおよびその製造方法を提供する。
【解決手段】 (A)空隙率が30%〜70%である強化繊維ロービング、(B)ポリアミド樹脂からなるポリアミド樹脂組成物ペレットであって、溶融混練した後、得られたポリアミド樹脂組成物の樹脂ペレット100質量%中に、強化繊維が10〜65質量%含ま
れ、強化繊維の平均繊維長が3〜30mmであり、組成物の長さ方向と実質上ほぼ同
一長さ状態で配列されていることを特徴とするポリアミド樹脂組成物ペレット。
(もっと読む)
炭素長繊維強化ポリプロピレン系複合材料
【課題】強化材である炭素繊維とポリプロピレン相の接着性を改善して、補強効果を改善して、構造材に提供できるプリプレグ材料を提供する。
【解決手段】7.5mm以上の炭素長繊維(A)100質量部に対して、ポリプロピレン(B)30〜150質量部、エポキシ変性ポリオレフィン(C)1〜150質量部を含有し、かつ(B)と(C)は(1)式の範囲にあることを特徴とする炭素長繊維強化ポリプロピレン系複合材料であり、ポリプロピレンと炭素長繊維の界面接着性が著しく改善され、剛性・強度が飛躍的に高い構造材用複合材料に関する。1/40<C/(B+C)<1/2(1)ポリプロピレンと炭素繊維の界面に存在するエポキシ変性されたポリオレフィンが、炭素繊維表面の酸性基と反応することで母相のポリプロピレンと炭素繊維の接着性が飛躍的に改善された結果、比強度が非常に高い成形品が得られた。
(もっと読む)
成形材料
【課題】熱可塑性樹脂との接着性、特にポリオレフィン系樹脂との接着性に優れ、取扱い性が良好な強化繊維束を提供すること
【解決手段】下記成分(A)〜(D)を有してなる成形材料であって、該成分(A)〜(C)を有してなる複合体に、該成分(D)が接着されており、重量平均分子量Mwの序列が成分(D)>成分(B)>成分(C)である成形材料。
(A)強化繊維束 1〜75重量%
(B)第1のプロピレン系樹脂 0.01〜10重量%
(C)重合体鎖に結合したカルボン酸塩を少なくとも含む第2のプロピレン系樹脂 0.01〜10重量%
(D)第3のプロピレン系樹脂 30〜98.98重量%
(もっと読む)
脂肪族ポリエステル樹脂ペレットおよびそれらを成形してなる成形体
【課題】脂肪族ポリエステル樹脂の耐熱性と耐衝撃性を改善し、尿素ホルマリン系樹脂による表面処理を有するビニロン繊維を配合することで、環境負荷が低く、しかも機械的強度に優れた脂肪族ポリエステル樹脂ペレットを提供する。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を配合した脂肪族ポリエステル樹脂組成物であって、ビニロン繊維が尿素ホルマリン系樹脂で表面処理された平均繊維長1〜15mmで平均繊維径が15〜30μmのビニロン繊維フィラメントが200〜10000本の束からなることを特徴とする脂肪族ポリエステル樹脂ペレット。
(もっと読む)
熱硬化性樹脂組成物パッケージの製造方法
【課題】繊維強化複合材料の成形に使用される中間基材であるプリプレグの製造に関して、そのマトリックス樹脂となる樹脂組成物に関するものであり、更に詳しくは、調製後の樹脂組成物パッケージ体、および樹脂組成物パッケージの製造方法に関して、調製後の樹脂組成物を効率よく抜き出し、パッケージ体とする、樹脂組成物パッケージの製造方法を提供する。
【解決手段】熱硬化性樹脂組成物2を底部に抜き出し口3を具備した混練槽1で調製し、前記抜き出し口から前記熱硬化性樹脂組成物を包装材の中に抜き出し、包装する熱硬化性樹脂組成物パッケージの製造方法であって、前記包装材が熱可塑性樹脂フィルムのチューブ5であり、前記チューブを前記抜き出し口の周囲に貯留し、前記チューブ内に前記熱硬化性樹脂組成物を抜き出すと共に、抜き出し量に応じ貯留したチューブを繰り出すことを特徴とする熱硬化性樹脂組成物パッケージの製造方法。
(もっと読む)
炭素繊維強化熱可塑性樹脂ペレットの製造方法および装置
【課題】本発明は、炭素繊維束に含浸させた低粘度熱可塑性樹脂の外周を高粘度熱可塑性樹脂でコーティングし、樹脂ペレットに形成した後に炭素繊維束と樹脂とが分離しないようにし、高品位の樹脂ペレットを得ることを目的とする。
【解決手段】複数本の炭素繊維を集束した炭素繊維束(A)を連続的に供給し、その周囲に溶融状態の低粘度熱可塑性樹脂(D)を供給して炭素繊維束(A)の内部に含浸させ、次いで溶融状態の高粘度熱可塑性樹脂(E)を供給して外周を覆い、次に、低粘度熱可塑性樹脂(D)および高粘度熱可塑性樹脂(E)を冷却固化し、その後、所定長に切断する方法と構成である。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置
【課題】連結された回巻体の切り替え失敗を引き起こすことなく、含浸ダイに対して強化用繊維束を長時間にわたり連続して供給できるようにした、長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置を提供すること。
【解決手段】連結された回巻体11,12から順に強化用繊維束Rを取り出し、その際に、非回転式外取り法で繊維束Rを取り出すに際し、回巻体11,12の内側に芯ガイド120を挿入し、回巻体11,12の上方に取出しガイド110を設け、各回巻体11,12について、平面視において取出しガイド110と当該回巻体の軸心点Cとを結ぶ直線の延長線が当該回巻体の外周円と交わる点を最遠点Pと称すると、軸心点Cと最遠点Pとを含む鉛直面に直交する方向から見ての正面視において、最遠点Pから斜め上方へ延びる強化用繊維束パスラインと当該回巻体の軸心線CLとのなす取り出し角θが45°以下となるようにする。
(もっと読む)
MFC/樹脂複合材とその製造方法ならびに成形品
【課題】MFC同士が凝集することなく樹脂中に均一に分散されたMFC/樹脂複合材とその製造方法ならびに成形品を提供する。
【解決手段】樹脂とMFCとから構成されるMFC/樹脂複合材であって、凝集せずに解繊されたMFCが空隙を有するように均一に分散しており、空隙内に樹脂粒子を含有していることを特徴とする。
(もっと読む)
ミクロフィブリルセルロースの成形品及びその製造方法
【課題】高強度で強度ばらつきの少ないミクロフィブリルセルロースを含む成形品を安定して、効率的に製造する方法を提供する。
【解決手段】 ミクロフィブリルセルロースと分散媒を含む分散液を流延して成形品を製造する方法であって、前記分散液を用いて、厚み1μm以上1500μm以下で分散媒含有率45重量%以上75重量%以下のシートを形成する工程と、前記シートを、単数、または複数枚積層した積層体を、加熱、加圧または加熱と加圧の両方により、成形体を形成する工程と、を含む成形品の製造方法。
(もっと読む)
プリプレグを製造するための方法
記載した方法は、合成樹脂と強化繊維とで作られた、所定の輪郭を有しているプリプレグの製造のために用いられる。切屑及び廃棄物を最小化するために、最初に、少なくとも一層の強化繊維から成る、製造されるべきプリプレグ(10)の輪郭と同一の輪郭を有している成形した繊維部分(16)が作られる。成形した繊維部分(16)はキャリヤネット(12)上に置かれて、プリプレグ(10)に要求されたレベルの強度まで実質的に固化される樹脂に含浸される。結果的に得られる所定の輪郭を有するプリプレグ(10)は、次にそれらを取り囲むキャリヤネットの部分から迅速に分離することが可能、又は、一時的に保管して、更に処理する場所まで移送されるキャリヤネット(12)と共に初めに巻き取ることが可能である。  (もっと読む)
(もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープ及びその製造方法
【課題】テープを材料に用いた炭素繊維強化熱可塑性樹脂(CFRTP)成型物が高い曲げ強度を示す広幅扁平形状の炭素繊維強化熱可塑性樹脂テープを製造する方法を提供する。
【解決手段】内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を130μm以下にし、下流側スリットノズル12の下流にテープ冷却手段64、66を設けた構成の装置を用いて製造する。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置
【課題】ロッドの軌道を直線的に安定して進行させ、また、ロッドの揺動を抑えるとともに、ロッドの水分(冷媒)過多によるロッドを構成している樹脂の劣化を抑えることで、ロッドの毛羽発生や切断などを防止できる繊維強化成形材料の製造装置を提供すること。
【解決手段】冷却装置(2)の下流に回転ロール(4)を有し、該回転ロール(4)はロッド(6)と接触する溝(5)を有し、該溝(5)とロッドとが接触する溝底部の幅(b)が、前記ロッド(6)の直径(a)と略同一であることを特徴とする繊維強化成形材料の製造装置。
(もっと読む)
繊維塗布機械
本発明は、繊維塗布機械に関し、該繊維塗布機械は、繊維塗布ヘッドと、繊維貯蔵手段と、前記貯蔵手段から塗布手段まで繊維を搬送する手段をと動かすシステム、および、少なくとも1つの張力制限システムを備えている。該張力制限システムは、繊維貯蔵手段と塗布ヘッドとの間に配置されており、複数の繊維が部分的に巻きつけられることが可能である少なくとも2つの互いに平行なシリンダー(91、191)と、前記シリンダーを実質的に同じ速度で回転させるための駆動手段(192、193)とを備えている。前記駆動手段は、シリンダーの末梢速度が塗布ロールにおける繊維の移動速度よりも速くなるように機械の制御ユニットによって自動的に制御される。  (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
1 - 17 / 17
[ Back to top ]