
Fターム[4F201AR04]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 力 (218) | 張力、トルク (26)
Fターム[4F201AR04]に分類される特許
1 - 20 / 26
アニール処理方法およびアニール処理装置
【課題】結晶性樹脂フィルムに対して適正に結晶化させて効率よく歪を除去することのできるアニール処理を施すことができるアニール処理方法およびアニール処理装置を提供すること。
【解決手段】結晶性樹脂フィルム2を軟化点以上かつ融点以下の温度に加温してアニール処理を施すアニール処理方法において、結晶性樹脂フィルム2を樹脂の流れ方向を鉛直方向に向けて搬送するとともに、搬送方向に温度差をもって加温することを特徴とする。
(もっと読む)
再生ペレット製造方法とその装置

【課題】捩り癖がなくバージン材料に劣らない均一な再生ペレットの製造方法を提供することを課題とする。
【解決手段】供給された連続樹脂材料Rを捩ってコヨリ状紐材R1を形成し、次いでコヨリ状紐材R1に張力を掛けて延伸させ、次いで外周面に凹凸が形成された一対の圧縮用ローラ70にて延伸されたコヨリ状の延伸紐材R2を点状に圧縮し、然る後、点状に圧縮されて形成された前記圧縮紐材R3を凹状圧痕の間隔よりも広い間隔で切断して再生ペレットPを形成することを特徴とするもので、連続樹脂材料Rを捩ってこれをコヨリ状紐材R1とした後、このコヨリ状紐材R1に張力を掛けて延伸させることで捻り癖を解消し、圧縮後、切断して捻り癖のない再生ペレットPを製造する。
(もっと読む)
透明樹脂板の連続製造方法
【課題】活性エネルギー線透過性フィルムを用いた透明樹脂板を連続的に製造する方法において、うねりが小さく、熱収縮に異方性がない光学材料への適応も可能な透明樹脂板を製造する。
【解決手段】可撓性を有する活性エネルギー線透過性フィルム1の上に、粘度が100〜1,000,000mPa・sである重合性モノマー組成物5を供給し、供給された重合性モノマー組成物上に別の活性エネルギー線透過性フィルム1’を被せ、前記フィルムの少なくとも一方のフィルムを介して前記重合性モノマー組成物に照射装置2により活性エネルギー線を照射し、前記重合性モノマーを重合してモノマー含有率が1〜50重量%である板状組成物5’とする工程と、前記板状組成物から前記活性エネルギー線透過性フィルムを剥離し、前記板状組成物を熱風炉10にて加熱して重合を完結させ、板状組成物に対して移送方向に2〜30N/cm2の張力を印加する工程からなる。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューを、特定の形状を有するスクリューエレメントとし、特定の条件でガラス繊維強化熱可塑性樹脂組成物ペレットを製造する。特定の形状を有するスクリューエレメントとは、円弧状の切り欠きが形成されたフライト部を有する一条の逆送りスクリューエレメントである。
(もっと読む)
プラスチックフィルムの加熱方法、およびカラーフィルターの製造方法
【課題】プラスチックフィルムを均一にかつ迅速に加熱することができるプラスチックフィルムの加熱方法を提供する。
【解決手段】本発明によるプラスチックフィルムの加熱方法においては、まず、帯状のプラスチックフィルム1が、プラスチックフィルム1の間に支持部材2を介してコア5に巻き取られ、当該支持部材2によってプラスチックフィルム1の間に空隙層3が介在されるように、プラスチックフィルム1の巻取体4が形成される。次に、プラスチックフィルム1の巻取体4が加熱炉10に投入される。その後、加熱炉10内において、プラスチックフィルム1の巻取体4が所望の温度で加熱される。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
エチレン系重合体ペレットおよび該ペレットを用いる押出成形方法
【課題】フィーダーやポンプ等を用いて溶融樹脂に添加することなく直接ペレットに液体を添加しながら、単軸押出機によって安定して押出成形することができるエチレン系重合体ペレットを提供する。また当該ペレットを用い、液体添加剤を添加して単軸押出機によって押出成形する方法を提供する。
【解決手段】160℃における混練トルクが2〜15Nmであるエチレン系重合体のペレットであって、比表面積が1800〜3000mm2/gであるペレット。
(もっと読む)
ゴム材料の混練システム
【課題】密閉型混練機によってゴム材料を混練する場合に、配合材料を迅速、かつ、全体に分散させることができるゴム材料の混練システムを提供する。
【解決手段】複数台の密閉型混練機2を上下に直列にフレーム16に取付けて配置するとともに、上下に隣り合う密閉型混練機2を上下方向軸CLを中心にして相対的に回転可能な構成にすることにより、上下に隣り合う密閉型混練機2のロータ軸10の平面視の交差角度Gを可変にして、上下に隣り合う密閉型混練機2のロータ軸10が平面視で交差している状態で、順次、上側から下側の密閉型混練機2によってゴム材料Rの混練を行なう。
(もっと読む)
フィルムロールおよびその製造方法
【課題】巻きズレやブラックバンドの発生が抑制されたフィルムロールおよびその製造方法を提供すること。
【解決手段】幅手方向の両端にナーリング部を有するポリマーフィルム1が巻5芯の周囲に多層状に巻き取られてなるフィルムロールであって、該フィルムロールを幅手方向(TD)に対して垂直に二等分する断面において、ポリマーフィルム間に不活性ガスの層4を有し、該不活性ガス層の厚みdが平均で3.0〜5.0μmであるフィルムロール。幅手方向の両端にナーリング部を有するポリマーフィルムを巻芯の周囲に多層状に巻き取る工程において、巻き取られる直前のポリマーフィルムと巻芯の周囲に既に巻き取られた最外のポリマーフィルムとの間に不活性ガスを供給して該ポリマーフィルム間に不活性ガスを送り込むフィルムロールの製造方法。
(もっと読む)
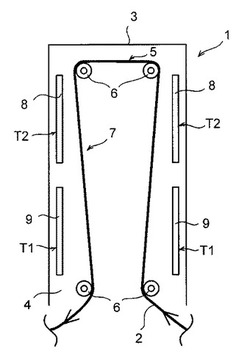
成形コンポーネント
複数の成形コンポーネントを製造する方法は、(a)製造アセンブリにキャリアを提供する工程と、(b)成形コンポーネントをキャリア上に形成する工程であって、成形コンポーネントが、キャリアに固定されてキャリアに沿って移動できる犠牲部分と、犠牲部分から延びる機能部分とを有し、隣接する犠牲部分が、第1の距離で互いに間隔を空けて配置される工程と、(c)キャリアを取込装置に順方向に巻き取る工程と、(d)キャリア及び成形コンポーネントが供給装置の方へ移動するよう取込装置を逆方向に巻き戻す工程であって、成形コンポーネントの1つが、成形コンポーネントが逆方向に移動するのを防ぐラッチに接触し、その結果、隣接する犠牲部分が、第1の距離より短い第2の距離まで共により近くに移動される工程と、を含む。 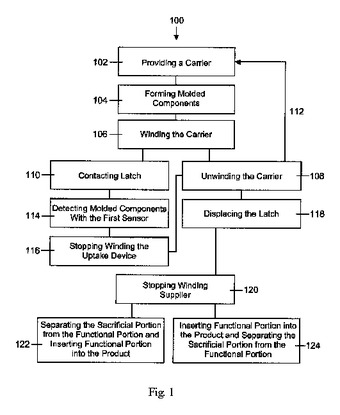 (もっと読む)
(もっと読む)
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
偏光フィルムの製造方法およびその用途
【課題】 低温もしくは高温に繰り返し曝される過酷な条件下においても割れ等の力学的損傷を生じることのない耐久性に優れた偏光フィルムを得ることができる偏光フィルムの製造方法を提供する。
【解決手段】 偏光フィルムの製造方法は、ポリビニルアルコール系フィルムを二色性色素で染色処理し、次いでホウ酸処理した後、乾燥処理を行うことにより偏光フィルムを製造する方法であって、前記乾燥処理を、表面がフッ素樹脂で形成されたガイドロールを用い、2.0×104kN/m2以下の張力で行う。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
熱可塑性樹脂フィルムの熱処理方法及び装置
【課題】光学特性のムラが発生することを防止する熱可塑性樹脂フィルムの熱処理方法及び装置を提供する。
【解決手段】本発明の熱処理装置は、帯状のフィルム12を長手方向に走行させるとともに、フィルム12の幅方向の両端部をクリップ36で把持した状態で加熱して熱処理を行う。熱処理装置は、フィルム12の幅方向の張り状態を検出するレーザー変位計50と、レーザー変位計50の検出結果に応じてクリップ36をフィルム12の幅方向に移動させるためのシリンダ52α〜52λとを備える。
(もっと読む)
低熱収縮性高接着性ポリイミドフィルムおよびその製造方法。
【課題】熱に対する収縮性が改善され、接着性が向上したポリイミドフィルムおよびその製造方法の提供。
【解決手段】ポリイミドフィルムは、(1)1,4−フェニレンジアミン、4,4’−ジアミノジフェニルエーテル、ピロメリット酸二無水物および3,3’,4,4’−ビフェニルテトラカルボン酸二無水物から得られるポリイミドと、(2)粒子径0.01〜1.5μm、平均粒子径0.05〜0.7μmである無機粒子を、ポリアミド酸の重量に対して0.1〜0.9重量%からなる。ポリイミドフィルムは、フィルムの長さ方向の張力を一定に保ちながらの加熱処理と、放電処理とが順次施され、接触角法に基づき測定した表面自由エネルギー80mN/m以上、200℃、1時間での加熱収縮率0.10%以下を有する。本発明はこのポリイミドフィルムの製造方法も包含する。
(もっと読む)
弾性供給材料に対する張力を軽減する装置
【課題】押出機へ供給される弾性供給ストリップの張力を軽減する。
【解決手段】弾性供給ストリップに対する張力を軽減する方法および装置を提供する。この方法は、供給ストリップに接触する装置を設けることと、供給ストリップが停止するかまたは張力がある値を超えたときに装置によって供給ストリップを前方に押し出すことと、次いでストリップを移動方向に押すことを含む。
(もっと読む)
多軸押出機
多軸の押出機が、外側ハウジング(9)と内側ハウジング(10)との間に、円(7)に配置された少なくとも6本のウォームシャフト(4)を有している。この多軸押出機の駆動部(1)が、同一な設計のグループへと分けられた2つのピニオンシャフト(2)を、円(7)上に配置して有しており、これらのピニオンシャフトが、内側および外側から等しい力で同じ方向かつ正反対に半径方向に駆動され、継手(3)を介して加工部(5)のウォームシャフト(4)へと同軸に接続されており、ウォームシャフト(4)が、少なくとも6Doの送り長さ(L)および1.5〜1.93のDo/Di比を有しており、ここでDoは送りスクリュ(11、12、13)の外径であって、Diは内径であり、押出機のトルク密度が、少なくとも50Nm/cm3である。 (もっと読む)
熱可塑性フィルムおよびその製造方法、偏光板、反射防止フィルム、並びに、液晶表示装置
【課題】ReおよびRthの温度依存性や、その温度依存性の面内ムラが小さい熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融製膜法により製造した未延伸フィルムを、Tg〜(Tg+60℃)の温度にて、搬送張力0.1kg/m〜20kg/mで熱処理することを特徴とする熱可塑性フィルムの製造方法(前記Tgは未延伸フィルムのガラス転移温度を表す)。
(もっと読む)
両連続相構造を有する二成分系ポリマーブレンド組成物
【課題】 溶融混練機中でブレンド試料に生じるせん断応力σ,成分ポリマー間の界面張力γ12,ブレンド組成から推算した分散相粒子半径を用いて界面自由エネルギーを計算し,その大きさを比較することにより,両連続相構造が形成されるブレンド組成を予言する二成分系ポリマーブレンドの組織構造評価方法を提供することにより,各種高分子材料設計が極めて能率的に行なえるようにすることを目的とする。
【解決手段】 ポリオレフィン系樹脂と熱可塑性樹脂からなる二成分系ポリマーブレンドであって、溶融混練時の界面張力の大きさが0.05×10-3〜20×10-3N/mであることを特徴とする,両連続相構造が形成されている二成分系ポリマーブレンド組成物。
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】レターデーションを0nmに近づけることができ、特に製膜工程で発現したレターデーションを0nmに近づけて光学的に異方性の小さい熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】熱可塑性樹脂フィルム16を、2N/cm2 以上50N/cm2 以下の張力で搬送しながら、前記熱可塑性樹脂のガラス転移温度Tg°C以上Tg+50°C以下の温度で10秒以上600秒以下の時間熱処理を行うことで、熱可塑性樹脂フィルム16の面内のレターデーション(Re)及び厚み方向のレターデーション(Rth)を0nmに近づける。
(もっと読む)
1 - 20 / 26
[ Back to top ]