
Fターム[4F206AJ11]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 性質の特徴(←離型性) (220)
Fターム[4F206AJ11]の下位に属するFターム
熱伝導性 (54)
断熱性 (74)
摩擦特性(←耐摩耗性) (41)
耐薬品性 (4)
Fターム[4F206AJ11]に分類される特許
1 - 20 / 47
射出発泡成型用金型
【課題】射出発泡成型において、アバタと言われる円形状および楕円形状の凹みが発生することが大きな問題となっている。特に、カウンタープレッシャー製法やヒートアンドクール製法を併用した成型方法では、シルバーやスワルマークを解消することは出来るが、アバタが発生し易く、外観不良の解消することが出来ない現状がある。
【解決手段】射出発泡成型用のキャビティーおよびコア表面の全面または一部に、動摩擦係数(μk)がJIS K 7125準拠する測定方法で、熱可塑性樹脂に対する動摩擦係数(μk)が0.25以下となる薄膜を形成させることで、外観不良のアバタを無くし、美麗な射出発泡成型体を得ることが出来る。
(もっと読む)
光電子部品及びその製造方法
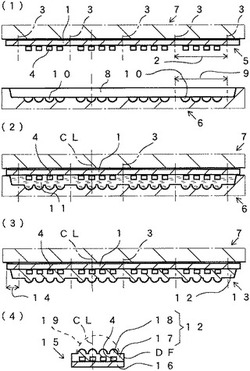
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
射出成形型

【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
金型離型回復シートおよびそれを用いた金型離型処理方法
【課題】金型成形時に使用する封止材料の種類に関わらず良好な離型性を付与することができ、洗浄後の金型表面に対する離型剤の付与を均一かつ容易に行なうことのできる金型離型回復シートを提供する。
【解決手段】加熱成形用金型に離型剤を塗布するための金型離型回復シートである。そして、上記金型離型回復シートは、未加硫ゴム生地を母材とし、これに下記の(A)および(B)成分を、下記(A)成分および(B)成分の合計含有量が、未加硫ゴム生地100重量部に対して8〜25重量部であり、かつ下記(A)成分と(B)成分の重量比が、(A):(B)=6:4〜4:6となるよう含有するとともに、下記の(C)成分を含有する。
(A)モンタン酸エステル系ワックス。
(B)ポリエチレン系ワックス。
(C)ジメチルポリシロキサン。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
プラスチック成型部品を製造するための装置及びその使用
押出機(2)及び押出機の吐出口下流に配置されている成形金型(4)を備えたプラスチック成型部品を製造するための装置が提示され、その際押出機内にはスクリュー(5)が、一方は回転可能に、他方は軸方向に移動可能なように案内され、それによって押出機内にある液状のポリマー、プレポリマー又はモノマーが成形金型内に移送される。さらに、スクリューの自由端のエリアに逆止め弁(10)が配置されている。押出機の内側の周囲壁に当接する逆止め弁(10)の遮断リング(21)が、その外周囲の少なくとも一部に配設されたシーリング(26)を含み、このシーリングが遮断リングを押出機の周囲壁に対してシールする。 (もっと読む)
金型スタンパーの製造方法、金型スタンパー及び成形品の製造方法
【課題】非平面上に所定のパターン構造が形成された製品を実現することができ、その製品の生産性を向上させることができる、金型スタンパー、金型スタンパーの製造方法、及びその製品(成形品)の製造方法を提供すること。
【解決手段】板材5の、モスアイ構造が形成された形成面52が、連続体である樹脂13をコアとして、スタンパー成形金型10のキャビティ7に対応した球面形状に成形される。これにより、その形成面52の全体形状が球面形状に形成されるので、球面上に形成されたモスアイ構造を有する金型スタンパー5’を製造することができる。
(もっと読む)
モールド内塗装統合システムの加工方法
【課題】加工の待ち時間を減少でき、全体の加工時間を短縮でき、生産コストを低減できるモールド内塗装統合システムの加工方法を提供する。
【解決手段】射出成形機10を利用し、射出成形機10は、回転可能工作プラットフォーム11と、少なくとも一つのオスモールド20と、少なくとも二つのメスモールド30、50、80と、を有し、回転可能工作プラットフォーム11には、均等に分けられる加工セクション111、112、113、114が複数設けられ、その加工のステップは、固体ワーク40を射出成形するステップと、回転可能工作プラットフォーム11を回転するステップと、表面に色を塗るステップと、回転可能工作プラットフォームを回転するステップと、UV仕上げ塗りペイントを注入するステップと、硬化ランプによってUV仕上げ塗りペイントを照射するステップと、型抜くステップと、を含む。
(もっと読む)
金型およびプラスチックの多層成形部材の製造方法
本発明は、プラスチックを保持する少なくとも2つの割型(1、2、6)およびキャビティ(4)、湯道を備えたゲーティングシステム(9)および交換可能な離型インサート(5)を含んでなる、プラスチックの多層成形部材を製造するための金型、ならびにプラスチックの多層成形部材の製造方法に関する。  (もっと読む)
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
プリプラ式射出装置
【課題】プリプラ式射出装置において、低粘度に可塑化される樹脂材料で高速射出成形を行い、さらにサックバックも行う場合に、射出シリンダ室前壁の上側の一部に孔蝕による金属の腐食が生じるのを防止することが望まれる。
【解決手段】本発明のプリプラ式射出装置では、可塑化シリンダ内で可塑化した樹脂材料をその可塑化シリンダと射出シリンダとを連通する連通路を介して射出シリンダ内の射出シリンダ室に供給し、その樹脂材料をプランジャによって射出ノズルの射出孔から射出させるとともに、その射出シリンダ室の前壁の周縁部に開口したその連通路の、その射出孔に関して略対称な位置に開口させたバイパス流路によって、その樹脂材料をその射出孔に流出させるプリプラ式射出装置において、上記腐食の生じる部分の近傍、すなわち、その連通路の開口の近傍であってその連通路に関して略対称な位置に、その射出孔と連通する副バイパス流路を開口させた。
(もっと読む)
ペレット供給装置
【課題】サイトガラスの内部を効果的に除電することを可能にするペレット供給装置を提供する。
【解決手段】ペレット供給装置100は、ペレットを収納するホッパー2と、ホッパーと成型装置7とを接続するサイトガラス1と、サイトガラスの内部を除電する除電器200と、からなり、除電器200は、軸方向に貫通孔が形成され、一端がサイトガラス内に位置するパイプと、導電性材料からなる自己放電電極と、からなり、自己放電電極は、自己放電電極の先端がパイプの軸方向において貫通孔と重なり合うように、パイプに取り付けられている。
(もっと読む)
樹脂組成物、樹脂型及び当該樹脂型を使用する成形体の製造方法
【課題】成形時の金型からの離型性および糸引き性が良好である樹脂組成物、剥離性に優れる樹脂型および当該樹脂型を使用する成形体の製造方法を提供する。
【解決手段】脂環式構造含有熱可塑性樹脂と、樹脂組成物100質量部に対して0.02〜0.20質量部の水酸基含有エステル化合物を含有する樹脂組成物の、230℃、せん断速度10000/sでのせん断粘度を20〜50Pa・sとし、かつ、230℃、伸張レート100/sにおける伸張粘度を6〜20kPa・sとする。
(もっと読む)
クォータードアガラスとクォーターウエザストリップの製造方法
【課題】生産性が高く、見栄えのよいクォータードアガラスとクォーターウエザストリップの製造方法の提供。
【解決手段】クォーター部材成形金型40は、ガラスキャビティー44と、ウエザストリップキャビティー43とが設けられる。ガラスキャビティー44に、ガラスダミー部材50と、ガラスダミー部材50の上にコーティング部材30を重ねては位置し、ウエザストリップキャビティー43内に、ガラスダミー部材50とコーティング部材30の外周部を突出させる。クォーターウエザストリップ20をガラスダミー部材50とコーティング部30材の外周を覆って形成する。ガラスダミー部材50を外し、ガラスキャビティー44へ合成樹脂を注入してクォータードアガラス6を成形したクォータードアガラス6とクォーターウエザストリップ20の製造方法である。
(もっと読む)
分岐ホースの製造方法
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
射出成形用金型および射出成形品の製造方法
【課題】 リブの根元以外の部分に中空部が形成されることを従来より抑えることができる射出成形用金型および射出成形品の製造方法を提供する。
【解決手段】 薄板部11と、薄板部11に設けられたリブ13と、リブ13の根元の内部にリブ13に沿って形成された中空部15とを有する射出成形品10を製造するための射出成形用金型60は、薄板部11のうちリブ13側とは反対側の外装面11aを形成するための金型70と、薄板部11のうちリブ13側の面11bおよびリブ11を形成するために金型70に対向して配置される金型80と、金型80に設けられて中空部15を形成するためのガスを注入するガス注入ピン90とを備え、ガス注入ピン90は、外装面11aと、リブ11の厚み方向の両端の面13aとから略等距離の位置を通る仮想線10a上にガス注入口90cが配置されていることを特徴とする。
(もっと読む)
ホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その方法で製造したリード線付き検知用スイッチ。
【課題】ホットメルト材料の注入量を調節可能とし、且つ金型形状の転写性を向上したホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その製造方法で製造したリード線付き検知用スイッチを提供する。
【解決手段】 ホットメルト材料8を計量し注入する注入手段2と、注入手段2のホットメルト材料8の注入を調節するバルブゲート部3と、注入手段2からバルブゲート部3を経由してホットメルト材料8が注入されるキャビティ9を形成する成型金型4と、からなるホットメルト成型装置1を用いて、リード線65付き検知用スイッチ61を成型金型4に封止し、リード線65との結線部分もしくはリード線65の引き出し部分にホットメルト材料8でモールドした。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
1 - 20 / 47
[ Back to top ]