
Fターム[4F208LG16]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 部分の形状、構造 (385) | 口部、首部 (119)
Fターム[4F208LG16]の下位に属するFターム
ネジ部 (30)
Fターム[4F208LG16]に分類される特許
1 - 20 / 89
プラスチックボトル成形用プリフォーム
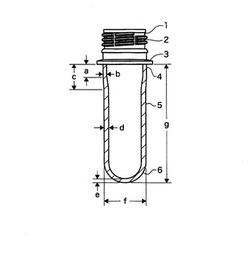
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
容器用プリフォーム及びその製造方法

【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
成形手段
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
プリフォーム
【課題】樹脂量をより一層削減することができるプリフォームを課題とする。
【解決手段】プリフォーム10は、口部12と口部12から延在する有底筒状のプリフォーム本体部14とから構成され、二軸延伸ブロー成形によって口部12が延伸されることなくプリフォーム本体部14が延伸されてプラスチックボトル1へと成形される。プリフォーム本体部14は、口部12との境界部分であって且つ二軸延伸ブロー成形によって延伸される部分に、プリフォーム10の周方向に均等の間隔で形成された複数の肉抜き部50を有する。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
内部に空洞を含有する成形体、及びその製造方法
【課題】成形維持性、及び断熱性に優れ、高輝度であり、均一な光輝面が形成されている内部に空洞を含有する成形体及びその製造方法の提供。
【解決手段】パリソンを成形し、成形体を製造する成形工程を含み、前記成形工程が、加熱したパリソンを延伸する延伸処理と、前記延伸したパリソンをブローするブロー処理とを含み、前記パリソンが、開口部と、底とを有し、かつ、ネック起点部を設けた内部に空洞を含有する成形体の製造方法。延伸処理における延伸が、ネッキング延伸である態様、などが好ましい。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
延伸ブロー成形された容器および方法
容器を作るための方法が開示されている。1つの実施例において、この方法は、プリフォームを用意(提供)するステップ、プリフォームの少なくとも一部に熱あるいはエネルギーを加えないし供給してこの部分の温度を上昇させてプリフォームの内面を加熱するステップ、およびプリフォームにエアフローを供給するステップを含んでいる。1つの実施例において、加熱されたプリフォームの一部における内面と外面との間の温度差を約20°F以内に維持するためのエアフローは少なくとも約2,200フィート/分である。プリフォームは次いでブロー成形され容器が形成される。本願発明の実施例では、ポリプロピレン製容器の高速製造のために、ポリプロピレン製のプリフォームが射出遠心ブロー成形(ISBM)技術と関連付けて使用される。  (もっと読む)
(もっと読む)
2パーツ型注出口付き延伸ブロー成形容器
【課題】プリフォームを延伸ブロー成形した容器の注出口に該当する部位に、別途に射出成形した注出口部を融着して得られる2パーツ方式の注出口付き延伸ブロー成形容器であって、容器の膜厚制御や容器の底隅部の形状制御が容易に成形できる延伸ブロー成形容器を提供することにある。
【解決手段】
プラスチック樹脂にて射出成形された筒状の注出口部Bと、該プラスチック樹脂と同種の樹脂にて射出成形された有底プリフォームAを用いて延伸ブロー成形された有底筒状の胴体部Dとから構成され、前記注出口部Bの開口下端部と胴体部Dの開口上端部とが各々接合部にて溶融接着している。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
容器、プリフォーム・アセンブリ並びに容器成形方法および装置
容器をブロー成形するためのプリフォーム・アセンブリ(1)であって、少なくとも第1のプリフォーム(2)と第2のプリフォーム(3)とを備え、これらのプリフォームを容器にブロー成形する前に、第1のプリフォーム(2)は第2のプリフォーム(3)の内部に位置し、各プリフォームは肉厚が約8mm、好ましくは約6mmよりも小さい、本体形成部分を有する。プリフォーム・アセンブリからブロー成形された容器、およびプリフォーム・アセンブリを形成する方法および装置も開示されている。 (もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。  (もっと読む)
(もっと読む)
医療器具を製造するための工程
医療器具(7)を製造することを目的とし、プラスチック原料を押し出して溶融状態のプラスチック原料でできた加熱された管状要素(1)を得る作業と、この管状要素(1)に対してブロー成型を行なって複数の医療用容器(6)を得る作業とを含む工程。工程は、多様な医療用容器(6)の内面(6a)を較正する作業を含んでおり、この作業は、プラスチック原料を押し出す作業の後に行なわれ、各医療用容器(6)の内面(6a)を平滑で切れ目のないものにすることを目的とする。  (もっと読む)
(もっと読む)
1 - 20 / 89
[ Back to top ]