
Fターム[4F211AA15]の内容
プラスチック等のライニング、接合 (31,000) | 樹脂材料等(主成形材料) (1,608) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (110) | ポリ塩化ビニル (53)
Fターム[4F211AA15]に分類される特許
1 - 20 / 53
熱転写箔およびその製造方法
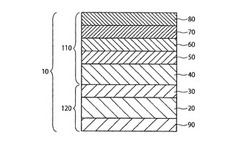
【課題】表面の高硬度性や立体形状追従性等に優れると同時に、各層間の密着性を向上させた熱転写箔を提供する。
【解決手段】基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成されるハードコート層であって、インキ組成物中の反応性無機粒子の含有量が、ポリマーならびに反応性無機粒子の合計質量に対して13〜60質量である、ハードコート層40と、アクリルポリオールと多官能イソシアネートが反応してなる樹脂を含むアンカーコート層50と、熱可塑性樹脂を含む受容層60とをこの順に有してなるものである。
(もっと読む)
既設管更生部材

【課題】伸縮機能を持つとともに耐薬品性に優れた既設管更生部材を実現する。
【解決手段】既設管の内面に沿って、螺旋状に巻回または、既設管の長手方向に設置されるとともに、隣接する既設管更生部材の幅方向側縁と嵌合することによって、既設管の内部に内管を形成するようになっており、伸縮部が備えられている既設管更生部材であって、当該伸縮部はポリオレフィン系樹脂で構成されている。
(もっと読む)
複合成形体およびその製造方法
【課題】極性樹脂で構成された樹脂部材と非極性樹脂で構成された樹脂部材とを1層の接着剤層を介して接着可能とする複合成形体およびその製造方法を提供する。
【解決手段】極性樹脂で構成された樹脂部材と、非極性樹脂と極性変性された非極性樹脂とを含む非極性樹脂混合物で構成された樹脂部材とを接着剤層を介して接着した複合成形体。射出成形または押出成形により両部材を、接着剤層を介して成形過程で接着させる。
(もっと読む)
枝管ライニング材、その製造方法及び枝管ライニング工法
【課題】本管ライニング材と枝管ライニング材の結合を向上させる。
【解決手段】本管のライニング材と熱溶着させることが可能な熱可塑性樹脂からなる樹脂シート103が樹脂吸収材115を介して鍔101に取り付けられる。樹脂シートと樹脂吸収材は熱溶着されており、鍔と樹脂吸収材にはそれぞれ熱硬化性樹脂が含浸され、該熱硬化性樹脂を硬化させることにより鍔と樹脂吸収材が結合される。鍔の下側にも、同様な構成が設けられる。熱可塑性樹脂からなる樹脂シートが硬い鍔と一体的に結合されるので、鍔が硬い場合でも本管のライニング材と樹脂シートを熱溶着することにより、枝管ライニング材の鍔と本管ライニング材は簡単な方法で確実に結合される。
(もっと読む)
ハイグロスフィルムの施与方法
【課題】本発明は、塗料層、プラスチック製基材層および接着層が順次積層されてなるハイグロスフィルムを、プロテクトフィルムを使用しないでも良好に施与することができる方法を提供する。
【解決手段】塗料層、プラスチック製基材層および接着層が順次積層されてなるハイグロスフィルムを被着体に施与する方法において、該フィルムの接着層側が被着体と接触するように該フィルムを該被着体上に置くこと、および該フィルムの塗料層の表面を直接擦って該フィルムを該被着体に圧着させることを含み、該塗料層が、ビニルモノマーの重合体鎖部分、ポリジメチルシロキサン部分および水酸基含有ポリカプロラクトン部分を有する共重合体およびポリイソシアネート系硬化剤を含む塗料組成物の硬化物からなる、前記方法。
(もっと読む)
積層体およびその製造方法
【課題】同種もしくは異種の材料からなるフィルムまたは不織布からなる基材どうしを互いに接着した積層体において、ラミネート樹脂を介さずに両基材どうしを強固に接着した積層体を提供する。
【解決手段】同種または異種材料からなる基材どうしを積層した積層体であって、一方の基材と他方の基材との間の界面において、前記一方の基材を構成する材料と、前記他方の基材を構成する材料との間に化学結合が形成されており、前記一方の基材と前記他方の基材とが、接着剤を介さずに接着されていることを特徴とする。
(もっと読む)
製管用部材、及び既設管の更生方法
【課題】本発明は、高温水が存在する既設管を更生することができる新規な製管用部材、管状体、及び既設管の更生方法を提供することを目的とする。
【解決手段】帯状部材2を螺旋状に巻き回し、帯状部材2の一側縁部と隣り合わせた帯状部材の他側縁部とを順次接合することによって、管状体を製管する際に用いられる製管用部材1であって、この製管用部材1における帯状部材2や接合部材5は、90〜125℃のビカット軟化点を有する塩素化ポリ塩化ビニル系樹脂を素材として形成されてなり、シール部材3は、シリコーンゴム又はフッ素ゴムを素材として形成されてなり、帯状部材2、又は接合部材5のいずれか少なくとも一方に固定されてなるものである。
(もっと読む)
リサイクル材料の使用比率が向上したタイルカーペットの製造方法
【課題】十分な抜糸強度と耐ホツレ性(ファズ強度)が得られ、低エネルギーで製造でき、さらにはバッキング層にリサイクル材料を大量に使用することが可能となり、地球環境に貢献できるタイルカーペットの製造方法を提供する。
【解決手段】接着樹脂層として、塩化ビニル樹脂からなるペーストゾルをバッキング層3表面、及び表面パイル層2の裏面にコーティングし、加熱ゲル化させた後に、表面パイル層2とバッキング層3を貼り合わせ、加熱押圧ロールで積層一体化させることにより、十分な抜糸強度と耐ホツレ性(ファズ強度)が得られ、低エネルギーで製造でき、さらにはバッキング層3にリサイクル材料が使用することが可能となり、地球環境に貢献できるタイルカーペット1の製造。
(もっと読む)
積層管及びその接続構造
【課題】繊維強化樹脂製の管と別の管やフランジ付き短管との接続に際し、ゴム輪のような特殊部品や接続部の補強を必要とせず、施工性に優れた繊維強化樹脂製の管及びその接続構造を提供する提供する。
【解決手段】繊維強化樹脂層を含む積層管1を、外側から内側に向かって、熱可塑性樹脂である硬質ポリ塩化ビニル樹脂(以下、PVC)製の内周面にプライマー処理を施した外管2と、ビニルエステル樹脂を主成分とする硬化性樹脂3が外表面に塗布されたガラス繊維強化ビニルエステル樹脂製の内管4とから構成する。
(もっと読む)
熱可塑性樹脂シートの加工方法
【課題】打ち抜き加工と高周波ウェルダ加工との組み合わせによって、熱可塑性樹脂シート上に所定形状を形成する場合に、1重の閉じた形状線から構成された形状だけでなく、2重以上の閉じた形状線から構成された形状も形成することが可能な熱可塑性樹脂シートの加工方法を提供する。
【解決手段】第1の熱可塑性樹脂シート1aの少なくとも一部に粘着層を介して絶縁シート2を貼付し、絶縁シート2の貼付部の第1の熱可塑性樹脂シート1aのみを打抜装置により所定形状に打ち抜いて打ち抜き部を形成し、貼付部の絶縁シート2の被貼付面に第2の熱可塑性樹脂シート1bを敷設し第2の熱可塑性樹脂シート1bのみを所定形状に打ち抜いて第1の熱可塑性樹脂シート1aの打ち抜き部に第2の熱可塑性樹脂シート1bの打ち抜き片11bを嵌め込み、前記打ち抜き部と打ち抜き片11bとの境界部を高周波ウェルダ加工機により高周波溶着して加工品5aを得る。
(もっと読む)
長尺積層物の製造方法
【課題】良好な外観を有する長尺積層物が安定的に得られる長尺積層物の効率的な製造方法を提供する。
【解決手段】第1のシート供給手段から送り出された第1のシートの表面に、紫外線硬化樹脂を塗布する塗布工程と、第1の紫外線硬化手段により、紫外線硬化樹脂を部分硬化させる第1の硬化工程と、所定厚さを制御するための楔部材であるコッターを備えた圧着手段によって、第2のシート供給手段から送り出された第2のシートを、第1のシートに対して貼り合わせ、長尺積層物とする圧着工程と、第2の紫外線硬化手段により、紫外線硬化樹脂をさらに硬化させる第2の硬化工程と、を含む長尺積層物の製造方法であって、第2の紫外線硬化手段による紫外線照射量を、第1の紫外線硬化手段による紫外線照射量よりも大きくする。
(もっと読む)
包装材料積層体の製造方法、包装材料積層体及びそれを用いた包装体
【課題】接着剤及びアンカーコート剤を使用することなくシーラント層が積層された包装材料積層体の製造方法、包装材料積層体及びそれを用いて作製された包装体を提供する。
【解決手段】金属箔、金属または金属酸化物の蒸着膜、ガスバリア性を有する樹脂組成物層からなる群の中から選択された1つ以上のガスバリア層と、ヒートシール性を有する基材とを含む包装材料積層体及びその製造方法であって、該包装材料積層体10は、その片面に露出された第1の基材1と、それに隣接する熱可塑性樹脂フィルムからなる第2の基材3とが、接着剤及びアンカーコート剤を介することなく積層されてなるものであり、第1の基材1の接着面2と第2の基材3の接着面2のいずれか一方には、大気圧プラズマ処理装置を用いた表面改質により熱接着性改質層が形成され、他方にはエアコロナ処理がされた表面改質層または前記熱接着性改質層が形成されている。
(もっと読む)
金属メッシュ複合シート及びその高周波誘導加熱接合体
【課題】金属製補強材を芯体とする積層体シートにおいて、強固に合成樹脂と密着して屈曲追従性及び屈曲耐久性に優れ、かつ高度の耐引裂破壊性を有する産業資材用シート及び、耐久性と耐破壊性に優れた接合部を有する高周波誘導加熱による接合体の提供。
【解決手段】本発明の金属メッシュ複合シートは、金属線編織メッシュからなるシート状基材を芯体として、この芯体の両面に熱可塑性樹脂被覆層を設けてなる可撓性積層体として、熱可塑性樹脂被覆層の少なくとも1層を、熱可塑性樹脂ブレンドによる海島構造で構成し、この海島構造における海成分または島成分のいずれか一方を、α,β−不飽和カルボン酸共重合体樹脂とする。
(もっと読む)
接着結合方法及びそれにより作製された車両用ガラス
エラストマー性部材をガラス基板に、結合の強度の増加を速めるようにして接着結合させる方法、及び、そのようなエラストマー性部材を有する車両用ガラスを提供する。このような加速された結合プロセスは、接着促進プライマーに求核及び/または求電子触媒を有益な量で混合し、その混合物をガラス基板の周縁部に塗布することにより実現することができる。結合強度の増加を速めることにより、「クリープ」率を大幅に減少させることができる。 (もっと読む)
管ライニング材
【課題】構成が簡単で遮光性の高い管ライニング材を提供する。
【解決手段】管ライニング材1は光硬化性樹脂、あるいは光硬化性樹脂と熱硬化性樹脂を含浸した管状樹脂吸収材10の外表面に遮光性フィルム12を熱溶着してなる。このような構成では、管状樹脂吸収材の外表面全体が熱溶着した遮光性フィルムで被覆されるので、遮光性フィルムは、管状樹脂吸収材に対して位置ずれすることがなく、管状樹脂吸収材に含浸された光硬化性樹脂が不用意に外光に当たって硬化してしまうのを防止することができる。また、遮光性フィルムは、ポリエチレンなどの高気密性のプラスチックフィルムを製造する過程で、遮光顔料を該プラスチックフィルムに添加することにより容易に得られるので、従来から行われていたプラスチックフィルムによる被覆工程をそのまま利用して遮光性の高い管ライニング材を製造することができる。
(もっと読む)
導管の融着方法
【課題】従来技術の欠点を克服するPVC導管のための融着方法を提供する。
【解決手段】第1導管部分10の第1端縁18を第2導管部分12の第1端縁20に対して取り外し可能に対向配置する工程、第1端縁18と第1端縁20とを面削りする工程、第1端縁18を第1端縁20と位置合わせする工程、第1端縁18と第1端縁20のうち少なくとも一部を溶融する工程、溶融端縁18を溶融端縁20と接当させる工程、及び、接当端縁18と接当端縁20との間の圧力を維持することによって、融着結合領域を形成する工程、を備え、第1導管部分10と第2導管部分12とのうち少なくとも一方がポリ塩化ビニルを含み、接当工程のためのゲージ圧は、以下の式を利用して計算される第1導管部分10を第2導管部分12に融着する方法。 (もっと読む)
(もっと読む)
合成樹脂製管と合成樹脂製継手の接合方法
【課題】合成樹脂製管の接着工法による配管施工において、接着剤硬化前における合成樹脂製管と合成樹脂製継手の接合部でのズレやガタツキを簡便な方法で防止することができる合成樹脂製管と合成樹脂製継手の接合方法を提供する。
【解決手段】合成樹脂製管1および合成樹脂製継手2の接合部の両方またはいずれか一方に、ポリウレタン系、変性シリコーン系、エポキシ系およびシリコーン系のうちのいずれか1種以上の成分を含む接着剤(A)を塗布した後、瞬間接着剤(B)を塗布して、前記管1と継手2を接着して、接合する。
(もっと読む)
窓枠
【課題】 主層とその表面に積層された表面層とから構成された複数個の合成樹脂製枠部材を相互に接合して形成された窓枠において、相互に押し付けて接合した枠部材の表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】 表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、溶着バリを冷却した後に溶着バリを切除する。
(もっと読む)
表皮付部材の表皮材、表皮付部材およびその製造方法
【課題】意匠性に優れる表皮付部材を安価に製造できる表皮付部材の製造方法、意匠性に優れ安価に製造されてなる表皮付部材、および基材に対する組み付け性および意匠性に優れ安価に製造されてなる表皮材を提供すること。
【解決手段】基材1と、基材1の表面15側を覆う被覆部20と基材1の裏面周縁部と係合する巻き込み部21とを持つ表皮材2と、を持ち、表皮材2が軟質材を材料とし基材1と別体で成形されてなる表皮付部材を製造する方法において、成形時における表皮材2を組み付け時における表皮材2とは凹凸反転した形状に成形し、組み付け時には表皮材2を凹凸反転させる。表皮材2を組み付け時の形状とは凹凸反転した形状に成形することで、巻き込み部21がアンダーカット形状ではなくなり、容易に型抜きできるようになる。また、表皮材2を凹凸反転させつつ基材1に組み付けることで、表皮材2のパーティングラインが表皮付部材の内側に隠れ、外側から視認されなくなる。
(もっと読む)
枠部材接合方法
【課題】主層とその表面に積層された表面層とから構成された2個の合成樹脂製枠部材の接合すべき端を加熱溶融し、相互に押し付けて接合する接合方法において、表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、そして溶融端全体ではなくて流出した溶着バリのみを冷却して、溶融端全体が未だ充分に冷却されていない間に溶着バリを切除する。
(もっと読む)
1 - 20 / 53
[ Back to top ]