
国際特許分類[B27K5/02]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | 木材の注入,着色,染色,漂白方法,装置もしくは物質の選択,または他に分類されない木材の浸透液による処理;コルク,とう,あし,わらまたは類似材料の化学的または物理的処理 (1,167) | グループ1/00,3/00に分類されない木材の処理 (633) | 木材の着色または染色;木材の漂白 (71)
国際特許分類[B27K5/02]に分類される特許
11 - 20 / 71
木質材の塗装方法
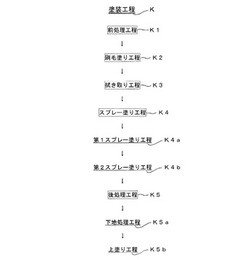
【課題】素材表面の木目を形成する夏材部と春材部に異なる色を着色して木目模様を鮮明化すること。
【解決手段】塗装面となる木質材の素材表面の凹凸を前処理として紙ヤスリ等の削り具で平滑化する前処理工程と、前処理工程で前処理した木質材の素材表面の全面を木目に沿って所要の色の塗料を刷毛塗りする刷毛塗り工程と、刷毛塗り工程で刷毛塗りした塗料が木質材の素材に浸透するのを一定時間放置することで待ち、木質材の素材表面の全面を布等の拭き取り具で拭き取る拭き取り工程と、拭き取り工程で塗料を拭き取った木質材を一定時間放置し、その後、所要の色の塗料をスプレー塗りするスプレー塗り工程と、スプレー塗り工程でスプレー塗りした木質材を一定時間放置して、スプレー塗りした塗料を乾燥させ、木質材の素材表面の全面に下地塗料を塗布して、下地塗料が塗料膜化し、さらに、塗料膜が硬化するまで乾燥させる下地処理工程と、有することを特徴とする。
(もっと読む)
木粉含有成型物製造方法および木粉含有成型物
【課題】印刷フィルムの転写や、塗装を利用しなくても表面に多様なデザインを施した木粉含有製品を提供すること。
【解決手段】木粉を主成分として含む成型体の全表面の少なくとも一領域内において、一部分のみを、他の部分よりも、高い温度で加熱する加熱工程を少なくとも経ることにより、全表面の少なくとも一領域内において、一部分の色調と、他の部分の色調とが互いに異なる木粉含有成型物を製造する木粉含有成型物製造方法およびこれにより得られた木粉含有成型物。
(もっと読む)
一種の木質型材及びその製造方法

【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
木質板状建材の製造方法
【課題】耐光性を付与し得るとともに、木目模様を強調し得る木質板状建材の製造方法を提供する。
【解決手段】木質板状建材10の製造方法は、道管14aにより連なるような木目14を有する木材1を、高圧高温水蒸気によって加熱処理し、加熱処理後の処理木材13の表面13aに、前記木目を含んで塗膜層16が形成されるように着色塗装処理を施し、次いで、前記木目の塗膜層16aを残存させるように、表面に形成された前記塗膜層を含む表面層17を、表面研磨処理を施すことで除去する。
(もっと読む)
処理木材製造方法、及びこの処理木材を用いた木質板状建材
【課題】均質な処理木材を製造し得る処理木材製造方法、及びこの処理木材を用いた木質板状建材を提供する。
【解決手段】蒸気釜20内において被処理木材1を加熱処理して処理木材1Aを製造する方法であって、前記蒸気釜内に、高圧高温水蒸気を間欠的に供給することで該蒸気釜内を急昇圧させる状態を繰り返し生じさせて、前記被処理木材を高圧高温水蒸気で加熱処理するようにした。
(もっと読む)
インキ塗布方法、インキ塗布装置、インキ塗布済の造作部材または家具部材の製造方法およびインキ塗布済の造作部材または家具部材
【課題】造作部材または家具部材の上面に形成された溝または面取り部に対して高速でインキを塗布することが可能なインキ塗布方法およびインキ塗布装置を提供する。
【解決手段】インキ塗布装置10は、幅木材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される幅木材11の面取り部21aまたは縦溝21cおよびそれらの近傍の上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、上面21に残る溶液28を掻きとる吸水ロール33とを備えている。さらに、面取り部21aまたは縦溝21cに塗布された溶液28に対してインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、その外周面上に付着されたインキ27を面取り部21aまたは縦溝21c上の溶液28に塗布する2段印刷版胴35,45を有している。
(もっと読む)
真偽識別方法、および真偽識別用標識
【課題】標識の偽造が極めて困難な真偽識別方法、および真偽識別用標識を提供する。
【解決手段】伐採前の立木の内部に一色以上の染液を供給し、該立木が備える道管または仮道管の吸水力を利用して立木内部を染色して製作した、立木染め木材から、基準木片を切り出すステップと、基準木片から、所定断面における複数の薄片に加工するステップと、薄片の各々を標識基材に組み込むステップと、を含む。基準木片201の柾目面215から、帯状薄片217を経て、短冊状に加工された薄片301は、互いに均一の着色された木材断面組織を持つが、その特徴は、基準木片201に固有のものである。
(もっと読む)
木質表面化粧材の製造方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の製造方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
木質表面化粧材の着色方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の着色方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
自然風合の稠密板材及び自然風合の稠密板材の製造方法
【課題】マツ科の木材等を原材料として、黒檀、紫檀等の天然大径木の希少材の板材とできるだけ良く似た自然風合いの稠密板材を得る。その際、着色剤と熱硬化性の樹脂の含浸における温度の上限及び最後の圧縮処理における圧力の下限を従来技術より拡張する。
【解決手段】人工林にて循環再生が可能な木材等を製材して木材ブロックとし、着色剤と熱硬化性の樹脂を、0℃〜90℃で含浸させ、製材あるいはスライサー加工して板材とし、乾燥後、圧力0.5〜15N/mm2、温度100〜170℃で熱密圧し、自然風合いの稠密板材を得る。
(もっと読む)
11 - 20 / 71
[ Back to top ]