
国際特許分類[B29C45/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | スプルー溝 (706) | スプルー溝内に配置されている流量制御手段,例.“トーピード” (41)
国際特許分類[B29C45/30]に分類される特許
1 - 10 / 41
ホットランナ成形型
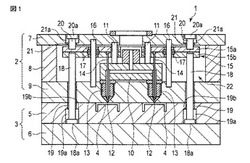
【課題】本発明は、バルブゲート式のホットランナ成形型において、型構造を簡略化することで、固定型の小型化および型費を低減することができるホットランナ成形型を提供することである。
【解決手段】可動型3と、固定型2内に配設され、溶融樹脂を供給するマニホールド10と、前記マニホールド10の樹脂流路に連通して配設され、前記可動型3と前記固定型2との間のキャビティ4の入り口のゲート12に連通するホットランナノズル13と、前記ホットランナノズル13の樹脂流路を貫通して配設され、前記ゲート12を開閉するバルブピン14と、前記固定型2と前記可動型3との間の型開閉動作の駆動力を前記バルブピン14に伝達し、前記バルブピン14による前記ゲート12の開閉動作を行う駆動力伝達手段22とを備える。
(もっと読む)
トーピード

【課題】射出圧力を生じさせる射出装置を小型化しても、キャビティに連通するゲートをスムーズに開放させることができるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように形成された本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ニードルピン20は、溶融樹脂Mから射出圧力を受けるとゲート42を開放し易いように多段状20a、20bに形成されている。
(もっと読む)
射出成形方法および射出成形装置
【課題】キャビティ内へ吐出する溶融樹脂の吐出量および圧力を最適とすることにより、成形不良の発生を防止し、品質の高い成形品を安定して生産することができる射出成形方法および射出成形装置を提供する。
【解決手段】射出成形装置1は、射出スクリュー21により溶融樹脂を射出し、バルブゲート32、33を介して、キャビティ31に射出充填する構成を有する。射出成形装置1は、バルブゲート32、33の開度を調整するゲートピン34、35と、ゲートピン34、35の進退位置を制御するゲートピン駆動部38と、射出スクリュー21の前進位置を検出するスクリュー位置センサ22と、条件マップ6を基に目標進退位置を算出するコントローラ5とを有する。射出成形装置1は、ゲートピン駆動部38により、ゲートピン34、35の進退位置が常に目標進退位置に近づくように各ゲートピン34、35の進退位置を位置制御する構成を有している。
(もっと読む)
射出成形装置及び射出成形方法
【課題】複数のキャビティを有する金型を用いた射出成形において、加工品の品質をより向上させること。
【解決手段】溶融樹脂が射出充填される複数のキャビティ26と各キャビティ26と連通する複数の溶融樹脂通路24を有する射出成形金型4と、溶融樹脂材料を計量・可塑化した溶融樹脂を射出成形金型4へ射出充填する樹脂射出装置6と、樹脂射出装置6が射出充填した溶融樹脂が選択したキャビティ26へ射出充填されるように各溶融樹脂通路24を開閉する溶融樹脂通路開閉機構と、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化するように樹脂射出装置6を制御し、さらに、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化した溶融樹脂が選択したキャビティ26aへ射出充填されるように溶融樹脂通路開閉機構を制御する射出成形制御装置8を備える。
(もっと読む)
射出成形方法
【課題】容積の異なる大小複数のキャビティを有する金型を1つの射出装置で時間差を設けて溶融樹脂を順次射出充填して、1回の成形動作で所定の製品形状と製品重量が安定し、成形品毎の大きさの制約が緩和され成形品を同時に、複数成形することができる射出成形方法を提供する。
【解決手段】製品形状の異なる複数のキャビティの中から容積の大きなキャビティと小さなキャビティとの組み合わせを選択し、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、次いで、他のキャビティに充填する溶融樹脂を計量するとともに、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、以後は計量と射出充填とを繰り返す。
(もっと読む)
射出成形用成形型及び成形品の製造方法
【課題】複数のキャビティへの樹脂の充填時間の均一化を図る。
【解決手段】射出成形用成形型10は、固定側型板13とこれに対向して接離自在に配置された可動側型板26とを有し、これら固定側型板13と可動側型板26間に形成された4個のキャビティ50に射出口21から4個のランナー46を介して樹脂を射出して複数の成形品を得るもので、射出口21と4個のランナー46との合流点に臨んで可動側型板26に配置され、合流点から4個のランナー46への流路容積を変更自在な可動駒48を有する。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
樹脂成形方法および樹脂成形品
【課題】樹脂成形品の強度を向上させることができる樹脂成形方法を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、成形機のノズルの下流側に配置されるゲート25と、ゲート25の下流側に配置されるキャビティ292と、を備える樹脂流路90を形成すると共に、樹脂流路90に邪魔部材221D、221Uを配置する型締め工程と、ノズルから、樹脂流路90に、相対粘度が2.3以上4.5以下の液体の母材と、母材に分散される異方性の固体の充填材と、を備える溶融樹脂を注入し、溶融樹脂の流れを邪魔部材221D、221Uが邪魔することにより、邪魔部材221D、221Uの下流側にウェルド部WLを形成する注入工程と、金型1を開き、溶融樹脂が固化して形成される樹脂成形品70を取り出す型開き工程と、を有することを特徴とする。
(もっと読む)
多点ゲート射出成形における流量調節弁、射出成形機及び射出成形方法
【目的】堰止めピンをランナ部内に最進入させて樹脂流路を遮断した際でも該堰止めピンの歪みや損傷乃至は破損が生じることがなく、しかも溶融樹脂流の滞留や乱流の発生を抑制することができる流量調節弁、射出成形機及び射出成形方法を提供する。
【構成】多点ゲート射出成形金型のキャビティに樹脂を分岐させるマニホールドの角部を除くランナ部に、樹脂の流れる方向とは略直角の角度で該ランナ部の側方から堰止めピンを該ランナ部内に対して進退可能に配置しており、該堰止めピンのランナ部内への進入量を調節することで該ランナ部内の樹脂通過可能流量を制御する流量調節弁において、
前記堰止めピンは、その先端が凸曲面に形成されており、
前記ランナ部内には、前記堰止めピンの最進入時に前記堰止めピン先端が当接する部分であるランナ当り面に前記堰止めピン先端の凸曲面を受ける形状の凹曲面が形成された構成である。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】キャビティ品に発生するウェルドラインの形状や発生位置を制御することを目的とする。
【解決手段】スプルー11からキャビティ15に成形材を充填するためのランナーが屈曲部16を有して構成されている成形用金型1であって、前記屈曲部16bから前記キャビティ15bまでのランナーに沿って少なくとも一部は、前記屈曲部16bの内側を通過する流路と前記屈曲部16bの外側を通過する流路との断面積が異なることを特徴とする。
(もっと読む)
1 - 10 / 41
[ Back to top ]