
国際特許分類[C04B35/622]の内容
化学;冶金 (1,075,549) | セメント;コンクリート;人造石;セラミックス;耐火物 (33,771) | 石灰;マグネシア;スラグ;セメント;その組成物,例.モルタル,コンクリートまたは類似の建築材料;人造石;セラミックス;天然石の処理 (33,771) | 組成に特徴を持つ成形セラミック製品;セラミック組成;セラミック製品を製造するための無機化合物粉末の処理 (8,938) | 製造方法;セラミック製品を製造するための無機化合物粉末の処理方法 (1,882)
国際特許分類[C04B35/622]の下位に属する分類
ゾル−ゲル法
個々のまたは一括しての粉末の製造または処理 (656)
焼成または焼結方法 (651)
溶融段階を伴う方法 (100)
国際特許分類[C04B35/622]に分類される特許
1 - 10 / 475
切削焼結用セラミックス仮焼材料およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
積層型セラミック焼成体
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
セラミックグリーンシートおよびその製造方法
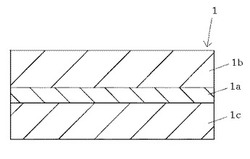
【課題】 平面方向の剛性および表面部分の柔軟性が高いセラミックグリーンシート、およびその製造方法を提供すること。
【解決手段】 セラミック粉末が有機樹脂からなるバインダで結合されてなるセラミックグリーンシート1であって、バインダのガラス転移温度が、セラミックグリーンシート1の厚み方向の中央部1aにおいて上部1bおよび下部1cよりも高いセラミックグリーンシート1である。バインダのガラス転移点が高い中央部1aによってセラミックグリーンシート1の平面方向の剛性を高めることができる。また、上部1bおよび下部1cが比較的柔軟であるため、セラミックグリーンシート1の表面部分の柔軟性が高い。
(もっと読む)
セラミックヒータの製造方法及びグロープラグの製造方法

【課題】絶縁基体と、この絶縁基体内に埋設された発熱抵抗体とを備え、耐久性の良好なセラミックヒータの製造方法、及びこのようなセラミックヒータを有するグロープラグの製造方法を提供する。
【解決手段】焼成により絶縁基体10の一部となる第1成形体30及び焼成により発熱抵抗体11となる未焼成発熱抵抗体33を有する半成形体34を成形する半成形体成形工程と、焼成により絶縁基体10の残部となる第2成形体35を、半成形体34と一体に成形する第2成形体成形工程とを備え、未焼成発熱抵抗体33の未焼成曲げ返し部32は、一部が第1成形体30中に埋められる一方、残部が第1成形体30から突出しており、半成形体成形工程は、未焼成曲げ返し部32と成形体内側部52とがなす内側角θiと未焼成曲げ返し部32と成形体外側部55とがなす外側角θoの少なくともいずれかが、90度よりも大きい形態に、半成形体34を成形する。
(もっと読む)
セラミックヒータの製造方法及びグロープラグの製造方法
【課題】絶縁基体と、この絶縁基体内に埋設された発熱抵抗体とを備え、耐久性の良好なセラミックヒータの製造方法、及びこのようなセラミックヒータを有するグロープラグの製造方法を提供する。
【解決手段】焼成により絶縁基体10の一部となる第1成形体30及び焼成により発熱抵抗体11となる未焼成発熱抵抗体33を有する半成形体34を成形する半成形体成形工程と、焼成により絶縁基体10の残部となる第2成形体35を、半成形体34と一体に成形する第2成形体成形工程とを備え、未焼成発熱抵抗体33の未焼成曲げ返し部32は、一部が第1成形体30中に埋められる一方、残部が第1成形体30から突出しており、半成形体成形工程は、少なくとも、未焼成曲げ返し部32と成形体後側部55との後側境界57において、第1成形体30から突出した後側高さHH2が第1成形体中に埋められた後側深さHD2よりも小さい形態に、半成形体34を成形する。
(もっと読む)
耐火セラミック複合材およびその製造方法
【課題】従来のアイソパイプに関連する寸法安定性および他の欠点に対処する。
【解決手段】焼成されたセラミック物品が、40質量部より多い、3μmより大きく25μmまでのメジアン粒径を有する粗いジルコン成分、および、30から60質量部の、3μm以下のメジアン粒径を有する微細なジルコン成分、を含む多峰性粒径分布を有するジルコンを少なくとも90質量%含む組成物から形成される。
(もっと読む)
焼結構造体の製造方法
【課題】セラミック積層基板のような焼結構造体を製造する際に、生積層体を焼成する過程において、セラミックグリーンシートが15〜30%程度収縮するため、焼結構造体の寸法精度を高めることが難しいという課題があった。
【解決手段】本発明の一態様に係る焼結構造体の製造方法は、板状体および基体を準備する準備工程と、板状体および基体を焼成一体化する焼成工程と、個片に分割する分割工程とを有しており、板状体に含まれる第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を用いることを特徴としている。
(もっと読む)
圧電体セラミックデバイス用のセラミック粒子集合体の製造方法と圧電体セラミックデバイスの製造方法
【課題】セラミック粒子(単結晶粒子)よりも磁気異方性が大きい圧電体セラミックデバイス用のセラミック粒子集合体を製造する方法を提供する。
【解決手段】この製造方法は、(1)セラミック粒子CPを多数含むスラリーSL1を用意する準備ステップ、(2)スラリーSL1中のセラミック粒子CPに分散力を付与することによって各セラミック粒子CPをばらばらに散らばらせる分散ステップ、(3)分散ステップ後のスラリーSL1中のセラミック粒子CPに磁場を印加することによって各セラミック粒子CPの結晶方位を揃える配向ステップ、(4)配向ステップ後のスラリーSL1中のセラミック粒子CPに凝集力を付与することによって結晶方位が揃っている複数のセラミック粒子CPが凝集したセラミック粒子集合体AScpを作製する凝集ステップ、(5)凝集ステップ後のスラリーSL1からセラミック粒子集合体AScpを取り出す取出ステップ、を備える。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。等方圧成形前の第1および第2のセラミックス成形体1,2のそれぞれは、セラミックス接合体3より低い成形密度を有している。
(もっと読む)
1 - 10 / 475
[ Back to top ]