
Fターム[2B250BA00]の内容
その他の木材加工、特定木製品の製造 (7,055) | 目的、効果 (1,107)
Fターム[2B250BA00]の下位に属するFターム
木取り (29)
整形・整面 (106)
装飾・化粧・模様付け (345)
補修・補強 (124)
矯正、裂傷防止・変形防止 (211)
防水・耐水処理 (50)
防火・耐火処理 (20)
防虫・防腐処理 (31)
未利用材、廃材等の有効利用 (100)
Fターム[2B250BA00]に分類される特許
61 - 80 / 91
圧縮木製品
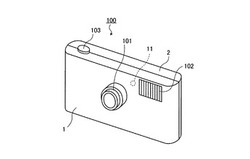
【課題】製品の一部に光に対しレンズ作用を有する部分を設ける場合であっても、部品点数および作業工数が少なくて済み、製造が容易な圧縮木製品を提供する。
【解決手段】所定の3次元形状に圧縮成形された木材の一部から成り、光に対しレンズ作用を有する光学要素部を備える。光学要素部の肉厚は、木材の他の部分の肉厚よりも薄い。また、光学要素部の一方の表面は、周囲の表面と滑らかに連なって一つの平面または曲面をなしていればより好ましい。光学要素部は、肉厚方向の圧縮率が0.75以上、より好ましくは0.80以上となるように圧縮することによって形成される。
(もっと読む)
床板の表面溝形成方法

【課題】床板の表面に縦表面溝/横表面溝を形成するに際して、常にこれらが化粧材の縦線/横線と合致するように切削加工する。
【解決手段】コンピュータ4は、床板1の表面をカメラ3で撮像して得た画像データ2から、床板表面の縦線5および横線6を識別してこれらを座標集合として認識する。そして、縦線と縦方向基準線17との間隔の偏差を算出して、これが規定範囲内であることを確認した上で、縦線位置データ7および横線位置データ8をそれぞれ縦表面溝切削部11および横表面溝切削部12に送って、縦表面溝9および横表面溝10を切削形成する。縦線と縦方向基準線との間隔の偏差が規定範囲を超えている場合には、その被加工床板には表面溝切削は行わず、不良品として加工ラインから外す。
(もっと読む)
積層木材及び積層木材の製造方法
【課題】変形や収縮に伴う寸法変化を低減できると共に、工程数を減じて簡易に製造することができる積層木材、及び、該積層木材の製造方法を提供する。
【解決手段】積層木材10は、繊維方向を長手方向に略一致させ厚さが略同一の複数の長尺角柱状の第一木材1が、幅方向に接着剤層を介することなく列設された第一木材層11と、第一木材層11と厚さ方向に積層され、繊維方向を長手方向に略一致させ厚さが略同一の複数の長尺角柱状の第二木材2が、その長手方向を第一木材1の長手方向と直交させると共に、幅方向に接着剤層を介することなく列設された第二木材層12と、第一木材層11と第二木材層12との間に設けられた接着剤層3とを具備する。
(もっと読む)
木製板部材並びに机、椅子及び箱状物
【課題】 割れ、隙間、ねじれの発生などを効果的に防止して、木材特有の美観、剛性などの経時的な低下を阻止し、デザイン上の多様性に富み、本来木材が備え持つ良好な耐久性を維持して、屋外使用も最適である、木製板部材並びに机、椅子及び箱状物を提供する。
【解決手段】 木製駒部材15の頭部15aに、長手方向の一端から他端に延び、長方形の断面形状を有する案内溝15bを設け、任意の柱状木材12の接合面に、木製駒部材15の頭部15aと摺動可能な状態で嵌合する第一の嵌合凹部12bを設け、かつ木製支持部材14に、木製駒部材15の胴部と嵌合する第二の嵌合凹部を設け、木製駒部材15の頭部15aを第一の嵌合凹部12bに嵌合した後、木製ダボ13を介装し、隣接する柱状木材12,12を密着接合して、木製板材11を形成し、その後、木製駒部材15の胴部を第二の嵌合凹部に嵌合して固定した木製板部材10などにより、課題を達成した。
(もっと読む)
シート貼着方法およびシート貼着装置
【課題】 パネル基材の立体状の外表面にシートをラッピングする際、シートに皺が発生しないように、容易に、かつ、効率よく連続的にシートを貼着することができ、生産効率が高く、安価に実現可能なシート貼着方法およびシート貼着装置を提供する。
【解決手段】 四周縁近傍に段差面1b,1cが設けられた立体状のパネル基材1の段差面側表面にシート2を貼着する際、複数のパネル基材をそれぞれ段差面を上向きの状態にして搬送させながら、シート巻装部20から引き出されたシートの片面に接着剤を塗布し、シート貼り合わせ位置の上方で回転自在に配設された所定の軟質表面を有する回転ローラ50の軟質表面温度を制御し、接着剤が塗布された状態のシートを搬送状態のパネル基材上の全面に回転ローラにより押圧させた状態で回転ローラを回転させることによって、シートの接着剤塗布面をパネル上面に連続的に重ね合わせてパネル基材上面に密着させて貼り合わせる。
(もっと読む)
難燃性構造材
【課題】 不燃木材の利用方法として、実用的且つ経済的な構造材を提供する。
【解決手段】 基材としてハニカム構造材を用い、この基材に不燃木材板を積層して一体とすることによって耐火性に優れ、軽量で強度があり、しかも木材としての美観を持つ建築用、建具用の構造材である。
(もっと読む)
湾曲集成材の製造方法およびその製造装置
【課題】 優れた接着性能を持つ安価な湾曲集成材の製造を課題とする。
【解決手段】 曲がりを持った型の上に接着剤を塗布した木材などの板を積層し、その上に曲がりを持った押さえを被せて固定し、積層された板を一度に所定の曲率に曲げる。その後、型に取り付けた耐圧ホースに空気などを押し込むことで、接着に必要な圧締圧力が発生し、積層され曲げられた板同士が密着する。この方法によって、作業工数は削減され装置の値段も抑えられ、優れた接着性能を持つ安価な湾曲集成材の製造が可能となる。
(もっと読む)
化粧板の製造方法
【課題】優れた意匠性を有するとともに、生産性のよい化粧板を製造する。
【解決手段】天然木質材2の早材部5の表面2aを除去することで、0.1mm以上0.4mm以下の深さの凹部7を有する浮造り加工を施す。天然木質材2の表面2a全体にシーラー層8を形成する。活性エネルギー線硬化特性および湿気硬化特性を兼ね備えた着色樹脂9をシーラー層8の表面に塗布し、少なくとも凹部7内(シーラー層凹部8a)に充填させる。着色樹脂9を硬化させるために天然木質材2の表面2a側に活性エネルギー線10を照射する。少なくとも凹部7内(シーラー層凹部8a)に着色樹脂9が残るように天然木質材2の表面2a側を均一に研削する。最後に、天然木質材2の表面2a側に塗膜11を形成する。
(もっと読む)
化粧板材及び化粧板材の製造方法
【課題】窓に結露して生じた水分を木質板材が吸収することによる変形を抑制でき、窓周縁部の損傷、変形等を抑制して、窓用板材を確実に挟持することができる化粧板材及び化粧板材の製造方法を提供する。
【解決手段】MDFを用いてなる2枚の外側板材41,42夫々の表面から裏面へ巻き込むようにして、防水性を有するオレフィンシート51,52を外側板材41,42の表面、窓孔41a,42aの内面、及び外側板材41,42の裏面41c,42cの窓孔41a,42a周縁部に貼着する。そして、窓用板材であるガラス板材2を、外側板材41,42を削り出して形成した嵌込穴ではなく、ガラス板材2の板厚と略等しい板厚を有する内側板材3の嵌込孔3aに嵌め込み、嵌込孔3aと窓孔41a,42aとが重なるようにして、ガラス板材2が嵌め込まれた内側板材3の一面及び他面に、外側板材41,42を積層して接着する。
(もっと読む)
プレカット加工管理システム
【課題】プレカット加工設備に長さ切断された半製品を供給することで、プレカット会社における原材料木材在庫を圧縮し、長さ切断時に木取割付組合せの選択肢を多くすることで歩留を向上し、欠品を削減し、建築現場での作業性を向上することにある。
【解決手段】このシステムにおける木材自動倉庫16には、長さ切断装置17が付帯設備され、第1の認証タグT1のデータにより長さ切断加工を施して残材にはデータを書き換えた第1の認証タグを付帯して在庫管理し、再利用する。このように予め長さ切断加工を施すことにより、木材販売会社Fからプレカット会社E1,E2へ納入する半製品は、第2の認証タグT2のデータによりプレカット加工設備12にてプレカット加工を施して完全なプレカット製品とし、建築現場毎に梱包されて現場に搬送され組立てられる。
(もっと読む)
ラミナー横幅加工装置
【課題】垂直フィンガー方式によってラミナーの木口に凹凸状のジョイント部を切削加工するに先立って、当該ラミナーの横幅の寸法を揃えるための装置を提供する。
【解決手段】住宅の構造材等として使用される集成材を構成するラミナー11の木口に、垂直フィンガー方式によって凹凸状のジョイント部を切削加工するに当たり、複数のラミナー11を送り込み機構であるバケット9に搬送するに先立って、ラミナー11の横幅の寸法を一定に揃えるための装置であって、複数のラミナー11を、その一方側端面を水平定盤2上に載置して直立させた後、その左右側面を、垂直定規3とクランプ4とで挟み付けて強固に挟持し、上面である他方側端面11bを、前後方向に移動する回転鉋5で切削加工する。
(もっと読む)
木材カギを製作するための方法
本発明による木材のカギを製造するための方法において、木材を準備するための木材準備段階と、前記木材は所定の大きさに切断され、前記木材準備段階から製造された木材らをプレッシングするための木材プレッシング段階と、単位(unit)木材を作るための単位木材製造段階と、前記それぞれの単位木材は前記木材プレッシング段階とを介してプレッシングされた木材を複数個のかけらに切断してなされ、前記単位木材製造段階を介してなされた単位木材は、その端部で切断され、その切断された単位木材はカギの胴体の一端部に形成された取手部から区別されるカギの胴体とから構成されるカギのアウトラインを有するカギのアウトライン形成段階と、前記カギのアウトライン形成段階を介してなされるカギのアウトラインを有する単位木材を切断して複数個の単位カギらを作るための単位カギ切断段階と、前記単位カギの切断段階を介してなされる単位カギの胴体部と取手部とをプロセシングするための単位カギプロセシング段階と、前記単位カギプロセシング段階からなされる単位カギの取手部の両側面上にパターンを形成して飾り物を形成するための飾り形成段階と、前記飾り物の形成段階を介して前記取手部上に形成された飾り物を有する単位カギの胴体上に所定の突出部を形成するための突出部の形成段階とを含み、本発明によってなされたカギは重量が軽くて、肌触りが良く、これによって高級製品を作ることができるので、従来の技術の金属製の材料からなされたカギの胴体と入れ替えることができる。 (もっと読む)
年輪紋による木材の特定方法
【課題】樹木の自然特性である年輪紋が個体毎に異なることを利用して、元の木材と加工物とが同一のものであることを正確、確実に保証する新規な木材の特定方法を提供する。
【解決手段】元の木材を、両端又は中間部の1又は数箇所で切断して、両端又は中間部の切断面A−1,A−2,A−3,A−4を構成し、両端又は中間部の切断面の年輪紋を記録する手段により木材を特定する。
(もっと読む)
導電性パネル材及びその製造方法
【課題】
使用後の廃棄処分時は可燃物として焼却可能で、焼却時に有害物質を生じない環境にやさしい導電性パネル材を提供する。
【解決手段】
断面が略正方形の複数の小角材12の端部を継ぎ合わせて所望長さの角棒材11を形成し、該所望長さの角棒材11を導電体粉末を均一分散させた接着剤13により接着積層して成る導電性パネル材1とする。角棒材11の材料としては、例えば木材や生分解性プラスチックを用い、導電端粉末としては、例えばカーボンブラックを用いる。
(もっと読む)
化粧ボード及びそれを用いた机
【課題】環境温度が上昇しても、ホルムアルデヒドの放散を確実に抑制することのできる化粧ボート及びそれを用いた机を実現する。
【解決手段】ホットメルト系接着剤23を含んで熱圧縮されたチップボードを芯材21とし、この表裏両面または表面に、電子線硬化性のインクで着色した紙材に電子線硬化処理を施した化粧紙22を、ホットメルト系接着剤23を介して貼着して化粧ボードを構成する。そして、この化粧ボートからなる天板2と、金属材の表面に粉体塗装して形成した脚部材3とを用いて机1を構成する。
(もっと読む)
木材の加工方法および電子機器用外装材
【課題】電磁波を遮蔽するとともに近くに配置された電子部材からの電流漏れを防止することができ、電子機器の外装材としても好適な木材の加工方法および電子機器用外装材を提供する。
【解決手段】木材を3次元形状に加工する際に、木材の少なくとも一方の表面を炭化し、この炭化した表面を被覆する絶縁層をさらに設ける。木材の表面を炭化した後または木材の表面を炭化する際に、その木材を圧縮成形してもよい。また、絶縁層を形成する際にも、その木材と絶縁性物質とを一括して挟持、圧縮してもよい。
(もっと読む)
木材の加工方法および電子機器用外装材
【課題】電磁波を遮蔽するとともに近くに配置された電子部材からの電流漏れを防止することができ、電子機器の外装材としても好適な木材の加工方法および電子機器用外装材を提供する。
【解決手段】木材を3次元形状に加工する際に、大気よりも高温高圧の水蒸気雰囲気中で木材の少なくとも一方の表面に鉄を含むイオンから成る導電層を形成した後、この導電層が形成された前記木材の表面を被覆する絶縁層をさらに形成する。鉄を含むイオンを木材の表面に付着させる際には、その木材を圧縮成形してもよい。また、絶縁層を形成する際にも、その木材と絶縁性物質とを一括して挟持、圧縮してもよい。
(もっと読む)
接着剤塗布装置およびこれを用いた床材の製造方法
【課題】 基材への接着剤の塗布を均一に行うことができる接着剤塗布装置を提供する。
【解決手段】 板状の基材を搬送する送りロール301と、送りロール301との間に基材を挟持する塗布ロール303とを備え、塗布ロール303の表面に供給された接着剤を基材Bの表面に塗布する接着剤塗布装置3であって、塗布ロール303は、少なくとも表面がフッ素樹脂により形成されている。
(もっと読む)
木質床材及びその製造方法
【課題】傷つきを防止でき、意匠性に優れ、しかも、冬場など気温が低い時期に素足で歩いても足の裏が冷たく感じ難い木質床材を安価に提供する。
【解決手段】木質床材10の表面には、凹凸パターン16がその全面に亘り略均一に形成されている。凹凸パターン16の段差dは0.5〜1.5mmであり、凹凸パターン16全体に占める凸部16bの面積比は40〜70%である。
木質床材10を形成する際には、床台板12の上面に接着剤18を介して木質単板24を貼り合わせ、然る後、木質単板24の表面を金型20にて熱圧締すればよい。
(もっと読む)
両面カット模様付板材
【課題】板材の表面側と裏面側に形成する凹溝をクロス方向でラップさせ、通気性及び湾曲性を有する両面カット模様付板材を提供する。
【解決手段】両面側にカット模様2,3を凹設し、両面側のカット模様2,3が断面内のラップ部分において一側から他側に透視部分9を有すると共に、両面側のカット模様2,3が重なり合う複合模様を形成した。
(もっと読む)
61 - 80 / 91
[ Back to top ]