
Fターム[3C043DD12]の内容
円筒・平面研削 (5,214) | 構造 (1,151) | 工作物供給、搬送、排除機構 (195) | 直線状に搬送するもの (74)
Fターム[3C043DD12]の下位に属するFターム
コンベア手段を用いるもの (13)
Fターム[3C043DD12]に分類される特許
1 - 20 / 61
ガラス板研磨装置の監視方法及び監視システム
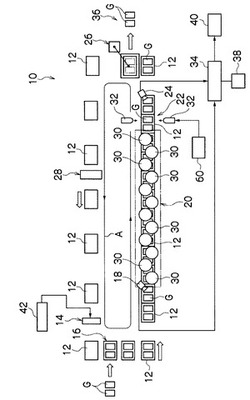
【課題】本発明は、ガラス板の破損発生率を低減できるガラス板研磨装置の監視方法及び監視システムを提供する。
【解決手段】搬出部36におけるガラス板Gの破損を低減させるために、実施の形態では、画像処理部34で算出された実面積が基準面積となるように、液体塗布部14でのグリセリンの塗布量を、グリセリン制御部42によって制御する。すなわち、液体塗布部14において塗布されたグリセリンによる吸着部分が、剥離部22によって剥離された際に基準面積と略等しくなるように、グリセリンの塗布量をグリセリン制御部42によって制御する。例えば、ガラス板Gの非研磨面の全てを吸着シート12に吸着させるのではなく、吸着部分と非吸着部分を備えるとともに、前記吸着部分を所定のエリアに分割するように、グリセリン制御部42によってグリセリンの塗布量を制御する。
(もっと読む)
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法

【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
ウエーハの加工方法
【課題】ウエーハを構成する基板に埋設された全ての電極を研削して露出させることなく、電極の手前の位置で裏面研削を終了することができるウエーハの加工方法を提供する。
【解決手段】基板表面のボンディングパッドと接続する電極が基板に埋設されているウエーハ2を所定の厚みに形成するウエーハの加工方法であって、表面に液状樹脂を被覆したサブストレート3と基板21の表面を液状樹脂液を介して接合する工程と、高さ位置計測手段8によりサブストレートが接合された基板の裏面におけるサブストレートからの高さ位置を計測する工程と、基板に接合されたサブストレート側を研削装置のチャックテーブルに保持する工程と、研削ホイールにより基板の裏面を研削する工程とを含み、裏面研削の前に、サブストレートからの高さ位置計測結果から求めた基板裏面の勾配に対応してチャックテーブルの保持面と研削ホイールの研削面との対面状態の調整を実施する。
(もっと読む)
研削盤
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
研削装置
【課題】 ウエーハの粗研削及び仕上げ研削が効率良くできるとともに設置面積が小さいマニュアルタイプの研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段と、該チャックテーブルに被加工物を搬出入する搬出入位置と該チャックテーブルに保持された被加工物を研削する研削位置とに該チャックテーブルを位置付ける位置付け手段と、を備えた研削装置であって、該研削手段は、該搬出入位置と該研削位置とを結ぶ直線上に配設された第1の研削手段と第2の研削手段とを含み、該チャックテーブルに対して該第1の研削手段を接近及び離反させる研削送り手段と、該チャックテーブルに対して該第2の研削手段を接近及び離反させる研削送り手段とは共通の研削送り手段で構成されていることを特徴とする。
(もっと読む)
研削装置
【課題】 ウエーハの粗研削及び仕上げ研削が効率良くできるとともに設置面積が小さいマニュアルタイプの研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段と、該チャックテーブルに被加工物を搬出入する搬出入位置と該チャックテーブルに保持された被加工物を研削する研削位置とに該チャックテーブルを位置付ける位置づけ手段とを備えた研削装置であって、該研削手段は、該搬出入位置と該研削位置とを結ぶ直線上に配設された第1の研削手段と第2の研削手段とを含み、該チャックテーブルに対して該第1の研削手段を接近及び離反させる第1の研削送り手段と、該チャックテーブルに対して該第2の研削手段を接近及び離反させる第2の研削送り手段と、を具備したことを特徴とする。
(もっと読む)
研磨装置
【課題】本発明は、被研磨物の研磨面に研磨パッドの溝が転写することにより発生する研磨痕を緩和することができる研磨装置を提供する。
【解決手段】本発明の研磨装置10は、送りテーブル14を搬送しながら、研磨パッド16を公転(及び/又は自転)させるとともに被研磨物12をその中心に回転させて被研磨物12の研磨面を多数の研磨パッド16、16…によって連続的に研磨する。この研磨装置10によれば、被研磨物12を回転させたので、研磨パッド16の溝17は、被研磨物12の研磨面に無作為に当たるようになる。これによって、従来の研磨装置で発生する研磨痕を緩和することができる。
(もっと読む)
ガラス板の連続研磨装置及び連続研磨方法
【課題】研磨具から被研磨材に作用する負荷を相殺し、装置の振動を低減して、研磨装置の大型化を容易にする。
【解決手段】ガラス板を一方向に移送する研磨テーブルと、該研磨テーブルの上方にガラス板の移送方向に沿って配置された複数の研磨具とを有し、各研磨具は該研磨具の質量中心から偏心した偏心軸を有し、該研磨具上に平行でない2本の軸をとったとき、この2本の軸が常にそれぞれ同じ方向を向くように前記ガラス板に対して一定の姿勢を維持したまま前記偏心軸の回りを回転する偏心回転運動を行い、かつ隣り合う少なくとも3つ以上の研磨具を1つのセットとして、該セットを構成する研磨具により発生する反力を互いに打ち消し合うように、該セットを構成する各研磨具の回転位相差を設定したことを特徴とするガラス板の連続研磨装置を提供することにより前記課題を解決する。
(もっと読む)
動力伝達チェーン用ピンの製造方法および製造装置
【課題】 ピンの保持状態の定量的な管理を可能とし、これにより、加工精度の安定化および管理の容易化を可能とした動力伝達チェーン用ピンの製造方法および製造装置を提供する。
【解決手段】 ピン14が適正な保持力で保持されているかどうかを判定する保持力判定手段36が設けられている。保持力判定手段36は、アンローディング手段35に設けられてピン14の引き抜き力を検知するロードセル(センサ)54と、センサ54で検知されたピン14の引き抜き力が所定値を下回った場合に板ばね交換信号を出力する処理手段55とを有している。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
研磨装置
【課題】研磨装置のメンテナンス周期を延ばすことができるとともに、装置を大型化すること無くメンテナンス作業者への負担を軽減する。
【解決手段】基台11の長手方向一側にワーク供給テーブル20を設け、基台11の長手方向他側かつ基台11の短手方向外側にワーク研磨機構30を設け、基台11の長手方向他側に研磨ゴミ受け17を設け、基台11の上方に当該基台11から所定の間隔をもってワーク懸垂梁14とレール41とを設け、レール41に移動自在に角柱状シリコンインゴットWKを懸垂支持して角柱状シリコンインゴットWKをワーク供給テーブル20とワーク研磨機構30との間で移動させるワーク移動機構40を設けた。
(もっと読む)
センタレス研削盤
【課題】 調整砥石の位置変更操作と連動させて調整砥石側のガイドプレートの大まかな位置調整ができるようにして、スルーフィード研削の作業効率を高めたセンタレス研削盤を提供する。
【解決手段】 機台1上に研削台2を介して研削砥石3を支持させた研削車台4と調整砥石5を支持させた調整車台6を相対設してあり、前記研削台2に下端部を揺動自在に枢着した前記調整砥石5側のガイドプレート取付けアーム12B,13Bの上下方向の中間部に、上端部を第一連結ピン18,18´で回動自在に接続した連結片19,19´の下端部を、前記研削台2に対して進退自在の前記調整車台6に第二連結ピン20,20´で回動自在に接続する。そして、前記ガイドプレート取付けアーム12B,13Bの上端部に、ガイド面8´B,9´Bが前記調整砥石5の周側面5aと同面上に位置する工作物Wのガイドプレート8B,9Bを設ける。
(もっと読む)
加工装置および加工方法
【課題】 ころのクラウニング加工やクラウニング超仕上げ加工に適用され、加工時間の短縮を図り、量産に適用できると共に、微小な曲率のクラウニングや対数曲線形状のクラウニング加工に対応することができる加工装置および加工方法を提供する。
【解決手段】 加工装置は、それぞれ螺旋状に続く案内ねじ面4,4を外周を有し中心軸L1,L2回りに回転駆動される2本のフィードドラム1,2を平行に設置し、フィードドラム1,2は、互いに対向する案内ねじ面4,4にころWを転接させて回転により両フィードドラム1,2間にころWを通過させるものであり、フィードドラム1、2間を通過するころWのクラウニング部を加工する砥石を備える。フィードドラム1,2の案内ねじ面4は、ころWの外周面を同ころWの前後2箇所で支持するように軸方向に並ぶ2つの分割ねじ面部4a,4bに分割されている。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型仕上げ研削砥石10g,10gでそのブロックの四隅R面および四側面を仕上げ研削加工する面取り加工して表面平滑度の優れた角柱状インゴットブロックを製造する複合面取り加工装置1。
(もっと読む)
加工装置
【課題】 加工品質及び加工精度よく被加工物に研削加工又は研磨加工を施すことが可能な加工装置を提供することである。
【解決手段】 被加工物を研削又は研磨する加工手段を複数備えた加工装置であって、被加工物を保持するチャックテーブルと、該チャックテーブルに対向して配設されて、該チャックテーブルに保持された被加工物に研削又は研磨を施す第1加工手段と、該チャックテーブルに対向して配設されて、該チャックテーブルに保持された被加工物に研削又は研磨を施す第2加工手段と、該チャックテーブルに保持された被加工物を加工可能に該第1加工手段を該チャックテーブルに対向する位置に位置づける第1移動手段と、該チャックテーブルに保持された被加工物を加工可能に該第2加工手段を該チャックテーブルに対向する位置に位置づける第2移動手段と、を具備したことを特徴とする。
(もっと読む)
偏芯ワークの位相出し方法およびその装置、ならびに、それらを用いた円筒研削盤へのワーク供給方法およびその装置
【課題】測定対象の面粗度や真円度が悪くても高精度に位相出しができる偏芯ワークの位相出し方法およびその装置、ならびに位相出し装置で決定した姿勢を保持したまま円筒研削盤に移し変え、そのままの姿勢を保ったまま円筒研削盤を動作させることができるワーク供給方法およびその装置を提供するものである。
【解決手段】回転部を備えたチャックで偏芯ワークを把持し、偏芯ワークを回転させながら回転角度に対応したワークの偏芯部の変位を非接触で測定し、測定した変位データを三角関数近似により偏芯部の位相ずれ量を計算するようにした偏芯ワークの位相出し方法およびその装置、ならびに研削加工前に位相出し装置により位相出しされた偏芯ワークを円筒研削盤に搬送する搬送装置がチャック部側と固定部側にバネ機構を介して切分けられ、偏芯ワークの姿勢を保持したままワークの受け渡しを行うようにしたワーク供給方法およびその装置が記載されている。
(もっと読む)
硬質基板の研削方法および研削装置
【課題】サファイア基板や炭化珪素基板等の硬質基板であっても研削砥石による所謂食いつきを良好にして滑りを防止することにより破損させることなく所定の厚みに形成することができる硬質基板の研削方法および研削装置を提供する。
【解決手段】硬質基板の被加工面を研削して所定の厚みに形成する硬質基板の研削方法であって、硬質基板の被加工面に傷を付けて梨地面に形成する梨地加工工程と、梨地加工工程が実施された硬質基板の被加工面をダイヤモンド砥粒を主成分として構成された研削砥石によって研削し、所定の厚みに研削する研削工程とを含む。
(もっと読む)
研削盤
【課題】ワークを研削するサイクルタイム、とりわけ押し出し時間を低減するとともに、径の異なるワークに切り替えるときの調整時間を低減することが可能な研削盤を提供する。
【解決手段】 互いの間の加工位置S1に供給されるワークWを回転させる退避ロール151及び支持ロール152と、上面部でワークを供給位置S2から加工位置まで案内するとともに先端部でワークに当接してワークを加工位置に保持するシュー153と、退避ロールが回転可能に接続され、ワークから離間する退避位置まで退避ロールを移動させる退避手段140と、供給位置から加工位置までワークを押圧して移動させる押圧部材154と、退避ロールを退避させる駆動力と押圧部材を往復運動させる駆動力を生じるサーボモータからなる供給排出モータ112とを備え、供給排出モータの駆動力を退避手段に伝達させるとともに、押圧部材に伝達させる研削盤であって、供給排出モータの開始回転角度を制御して、押圧部材の初期位置を調整する。
(もっと読む)
ワーク支持装置付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと第一研削砥石車26aの直径方向と第二研削砥石車26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の第一砥石軸の中心点25aと第二砥石軸の中心点25bから等距離の位置に砥石車26a,26bを配置してなり、ワークテーブル31上にワーク軸チルト機構を備えるワーク支持装置33を搭載した複合平面研削装置1。砥石車の交換をすることが不要であり、研削加工時間を短縮できる。ワークをチルト機構32により傾斜させることによりV溝研削加工やR面研削加工も可能である。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
1 - 20 / 61
[ Back to top ]