
Fターム[3C047AA04]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 制御(輪郭形成用を除く) (256) | ドレッシング速度の制御 (22)
Fターム[3C047AA04]に分類される特許
1 - 20 / 22
研磨パッドのコンディショニング方法及び装置
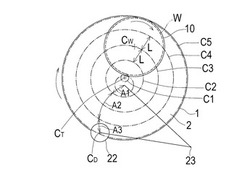
【課題】半導体ウエハ等の基板の被研磨面の中央部における研磨速度の低下を抑え、基板の被研磨面を全面にわたって均一に平坦化することができる研磨パッドのコンディショニング方法及び装置を提供する。
【解決手段】基板Wの表面に形成された薄膜に摺接して薄膜を研磨する研磨テーブル1上の研磨パッド2をドレッサ22を用いてコンディショニングするコンディショニング方法であって、研磨パッド2の中心部と外周部との間を移動して研磨パッド2をドレッシングするドレッサ22の移動速度を研磨パッド2の所定の領域A2で標準移動レシピにおける所定の領域A2の速度より大きくして研磨パッド2のコンディショニングを行い、研磨パッド2の所定の領域A2に摺接して研磨される基板W上の薄膜の研磨速度を高めるようにした。
(もっと読む)
ドレッシング方法および研削盤

【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法および研削盤
【解決手段】砥石車7で回転するドレッシングロール10を研削し、砥石車7とドレッシングロール10の接触弧の長さを所定の接触弧長さとすることで、ドレッシング後の砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の量とする。さらに、ドレス初期はドレッシングロール10の回転当りの砥石切込みを小さくし、ドレッシングの進行に伴い砥石切りこみを大きくする。
(もっと読む)
研削装置及び研削方法
【課題】種類の異なる極薄の砥石(番手の異なる砥石)を複数組み付けたマルチ砥石を用いて研削加工する際に、各々独立した電解条件で砥石を成形させることが可能で、同一な電解条件でドレッシングする場合に生じる粗さの異なる砥石の型崩れによる再成形の手間が不要となり加工時間を大幅に短縮することができる研削装置及び研削方法を提供する。
【解決手段】
複数の電極板24の電極作用面24Aと砥石22の研削作用面22Aとの間にそれぞれ異なる加工液を供給し、複数の電極板24毎に電圧を印加することで、複数の砥石22の研削作用面22Aをそれぞれの砥石の番手に対応した電解ドレッシングをして被加工物を研削加工する。
(もっと読む)
研削工具の整形方法
【課題】 外周面に複数の面から成る加工面を有する研削工具を整形でき、整形砥石の磨耗を極力抑えつつ研削工具の加工面の高い形状精度を確保できる研削工具の整形方法を提供する。
【解決手段】 研削加工用機械1にて、整形砥石11のC軸移動に、研削工具10のX軸およびZ軸の移動を同調させて、整形砥石11の凸状曲面の接触面11aを研削工具10の加工面10aに対して相対的に揺動し、接触面11aの円弧の略全域を加工面10aに接触させると共に、加工面10aに整形砥石11を所定の回数揺動し、両揺動端で加工面10aに対し順次所定量の切り込みを与える。また、研削工具10と整形砥石11とを略同一の硬度とし、回転数を制御して、研削工具10の加工面10aと整形砥石11の接触面11aとの接触点10b、11bにおける整形砥石11の周速を研削工具10の周速よりも速くした。
(もっと読む)
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
切断ブレードのドレッシング方法およびドレッシング装置
【課題】ドレッシングによる切断ブレードの摩耗を抑制してブレード寿命が短縮されるのを防ぐとともに、切断後のチップの後処理作業も容易とすることができ、しかしながら切断ブレードの切れ味は維持して高精度の切断加工が可能な切断ブレードのドレッシング方法を提供する。
【解決手段】結合相に砥粒を分散してなる薄肉円板状の砥粒層を有する切断ブレード1を切断装置の回転軸2に取り付けて回転させつつ、この切断装置に設置された被切断物Wに対して相対的に送りと切り込みとを与えて被切断物Wを切断するとともに、この被切断物Wを切断した切断ブレード1を回転軸2に取り付けたまま、切断装置において被切断物Wと間隔をあけて設置されたドレッサ5に対して相対的に送りと切り込みとを与えて切断ブレード1をドレッシングする。
(もっと読む)
切削ブレードのドレッシング方法
【課題】 1種類のドレッシングボードで切削ブレードの切刃の修正と目立てができるドレッシング方法を提供することである。
【解決手段】 切削ブレードのドレッシング方法であって、第1の切り込み深さと、第1の切削送り速度によりドレッシングボードを複数回切削して、切削ブレードの切刃の外周をスピンドルの軸心を中心とする真円形状に修正する修正ステップと、第2の切り込み深さと、第2の切削送り速度でドレッシングボードを複数回切削して、切削ブレードの切刃の目立てを行う目立てステップとを含んでいる。第1の切り込み深さは第2の切り込み深さより深く、第1の切削送り速度は第2の切削送り速度より遅く設定されている。
(もっと読む)
研磨パッドのドレッシング方法、研磨パッドのドレッシング装置、基板研磨装置、及び基板研磨方法
【課題】ドレッサーの交換時の研磨パッドのパッドカットレートを一定に保ちドレッサーの固体差による研磨レート及び研磨プロファイルのバラツキを防止することができ、研磨パッドに影響を及ぼすことなくドレッサーの慣らしを行うことができる研磨パッドのドレッシング方法、研磨パッドのドレッシング装置、基板研磨装置、及び基板研磨方法を提供すること。
【解決手段】研磨テーブル1上の研磨パッド4にドレッサー3を当接させ所定のドレッシング条件で研磨パッド4をドレッシングする研磨パッドのドレッシング方法であって、ドレッサー3による研磨パッド4のカットレートを測定して、ドレッシング条件にフィードバックすることを特徴とする。
【選択図】図2  (もっと読む)
(もっと読む)
研磨装置
【課題】 本発明の課題は、円筒研削盤の主軸センタに挟み込むことで取り付け可能な軽量小型で且つツルーイング・ドレッシング効率の高いブレーキ制御式ツルーイング・ドレッシング装置を提供する。
【解決手段】 円筒研削盤の主軸センタに挟み込んで取り付けが可能である研磨装置であって、ブレーキシューにつれ回転半径方向に移動調整可能な球状錘を取り付けることにより、小型軽量でありながら研削効率が高く、砥石に制動力が働く回転数を調整できるようにした。
(もっと読む)
閉ループトルク監視によるパッド調節ディスクのインシトゥ性能予測
CMP機で使用される研磨パッドは、消耗されうる構成要素であり、通常、特定数のウェーハを処理した後に交換される。研磨パッドの耐用期間は、調節ディスクによる研磨パッドからの材料除去率を制御することによって最適化される。調節ディスクは、研磨表面がウェーハを適切に処理できるのに十分な材料を除去するが、過度に材料を除去することはない。過度の材料除去を防止することにより、研磨パッドの耐用期間が延びる。CMP処理中、制御装置は、調節ディスクに印加されるトルク、および研磨パッド全体にわたって調節ディスクを掃引するアームに印加されるトルクに関するデータを受け取る。検出された動作条件に基づいて、システムは材料除去率を予測し、研磨パッドの耐用期間を最適化するように調節ディスクに印加される力を調整することができる。  (もっと読む)
(もっと読む)
計量フィードバックに基づくパッドプロファイルの閉ループ制御
化学的機械研磨装置は、半導体ウェーハが処理されて研磨パッドの厚さが低減するにつれて研磨パッドの厚さを検出する計量システムを含む。この化学的機械研磨装置は、研磨表面のうち研磨パッドの隣接する領域より高い領域または低い領域が検出されたときに調節ディスクの材料除去速度を調整する制御装置を含む。  (もっと読む)
(もっと読む)
有効なパッドコンディショニングのための閉ループ制御
ポリシングパッドをコンディショニングする方法および装置が提供される。コンディショニング要素は、ベースに対し枢動点で回転可能に装着されたコンディショニングアームにより保持される。アクチュエータは、アームを枢動点の周りに枢動させる。コンディショニング要素は、ポリシングパッドの表面に押し付けられて、ポリシングパッドに対して並進させられ、これにより、ポリシングパッドから材料が除去され、その表面が粗面化される。研磨コンディショニング面のポリシングパッド面との相互作用により、摩擦力が発生する。この摩擦力は、枢動点に付加されるトルク、およびそれにより制御される材料の除去をモニタすることにより、モニタすることができる。コンディショニング時間、ダウンフォース、並進レート、またはコンディショニングパッドの回転は、測定されたトルクに基づいて調整することができる。  (もっと読む)
(もっと読む)
研磨パッドのドレッシング方法
【課題】 研磨パッドにおけるドレッシングの面内均一性を確保できる研磨パッドのドレッシング方法を提供する。
【解決手段】 研磨装置PMにおいて、シミュレーションにより、研磨パッド220の研磨面220s上に形成されるドレッシング工具230の削り軌跡の密度分布がほぼ均一となるように、研磨パッド220とドレッシング工具230との最適回転速度比ρTを予め設定し、この設定された前記最適回転速度比ρTを満足するように、研磨パッド220の研磨面220sのドレッシングを行う。
(もっと読む)
磁気ディスク用ガラス基板の製造方法、及び磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面の面取り加工に用いる砥石の再調整を適切に行い、ガラス基板の端面研削の精度を適切に向上させる。
【解決手段】磁気ディスク用ガラス基板の製造方法であって、砥粒を埋設した回転砥石20によりガラス基板の端面の面取り加工を行う形状加工工程と、回転砥石20に押し当てられるドレス材30と、回転砥石20とが取り付けられるドレッシング装置200を用いて、回転砥石20にドレッシング処理を行うドレッシング工程とを備え、ドレッシング装置200は、ドレス材30と回転砥石20との位置関係を合わせ、位置関係を管理しつつドレス材30と回転砥石20とを圧接触させることにより、回転砥石20にドレッシング処理を行う。
(もっと読む)
研磨パッドのドレッシング方法および研磨装置
【課題】研磨パッドの研磨面を均一にドレッシングすることができる研磨パッドのドレッシング方法および研磨装置を提供する。
【解決手段】環状の研磨パッドを回転し、該環状の研磨パッドの研磨面にドレッシング砥石62を接触させつつ該環状の研磨パッドの径方向に移動させて該研磨パッドの研磨面をドレッシングする研磨パッドのドレッシング方法であって、該ドレッシング砥石における該環状の研磨パッドの内周から外周または外周から内周までの移動速度を、該環状の研磨パッドの研磨面における該ドレッシング砥石との単位時間当たりの接触面積が均一になるように制御する。
(もっと読む)
研磨装置および研磨方法
【課題】研磨中にリアルタイムでパッドコンディション条件を設定することにより、基板内全面で均一な膜厚に形成できるようにする。
【解決手段】研磨パッドの中央部から周辺部までの範囲に亘って目立てを行うパッドコンディショニング手段を有し、研磨パッド内の位置に応じて、パッドコンディショニング条件を変化させるコンディショニングコントローラを備えた研磨装置において、予め設定された複数のパッドコンディショニング条件を記憶したデータベース21と、膜厚分布の形状を測定する基板膜厚分布測定手段18と、研磨パッド12の表面の状態を検出するパッド表面検出手段17とが設けられ、研磨前に基板膜厚分布測定手段18で作成された基板膜厚分布情報に基づき前記データベース21から最適のパッドコンディショニング条件を選択して研磨パッド12のパッドプロファイルを作成するパッドプロファイル作成手段22を有していることを特徴とする。
(もっと読む)
ドレッシング装置およびドレス条件設定方法
【課題】製造後に廃棄されるドレス工具の数をできるかぎり減らす。
【解決手段】ドレッシング装置は、ドレス工具35を研磨パッド15のパッド面に当接した状態で両者を相対回転移動させてドレッシングを行う。このドレッシング装置は、ドレス工具による研磨パッドのドレス条件を調整するドレス制御部72と、ドレス工具を用いて研磨パッドのプロファイルを所望のプロファイルに仕上げるアジャスト工程を行ったときの研磨パッドのドレスレートを測定する測定制御部73とを備え、測定したドレスレートが基準ドレスレートとなるようにドレス条件を自動調整する。
(もっと読む)
ロータリドレッサ
【課題】等速条件の自動設定が可能であるとともに、「びびり」や「たたき」の発生を未然に防ぐことができるロータリドレッサを提供する。
【解決手段】研削砥石のドレッシング・ツルーイングを行うロータリドレッサにおいて、ドレッシング砥石を回転駆動させる電動モータ6の負荷電流を検出する電流センサ32を設け、制御装置10によってドレッシング砥石の回転数を上限値と下限値の間で漸増・漸減させ、該ドレッシング砥石と研削砥石の当接面での周速がほぼ等しくなるときに急増する電動モータの負荷電流を前記電流センサ32が検出すると、その電流値が第1の判定レベルとそれよりも大きな第2の判定レベルを超えたときはドレッシング砥石の回転数を上限値又は下限値まで急変させ、電流値が第1の判定レベルと第2の判定レベルの中間値を示すときは回転数の漸増・漸減を中止してドレッシング砥石の回転数をそのときの回転数に保持する。
(もっと読む)
超砥粒ワイヤソーのツルーイング、ドレッシング方法
【課題】超砥粒ワイヤソーの高能率、高精度なツルーイング、ドレッシング方法を提供することである。
【解決手段】回転する砥石の表面を超砥粒ワイヤソーが接触して走行することにより、超砥粒ワイヤソーをツルーイングまたは、ツルーイング・ドレッシングする。砥石と、超砥粒ワイヤソーの接触点における速度差が50m/分以上、3000m/分以下とする。砥石の周速度は、50m/分以上、3000m/分以下であることが好ましい。
(もっと読む)
1 - 20 / 22
[ Back to top ]