
Fターム[3C049AA19]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の修正 (69)
Fターム[3C049AA19]に分類される特許
1 - 20 / 69
歯面加工装置及び歯車製造方法
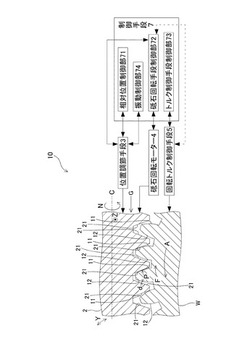
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
成形研削盤及びその制御方法

【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスである難硝材からなるガラス成形体に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスである難硝材からなるガラス成形体の粗研削加工前の被研削面に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
研磨パッド用ドレッサー及びその製造方法及びガラス基板及びその製造方法及び磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は被研磨体の平面の表面うねりを抑制することを課題とする。
【解決手段】研磨装置を用いて台座10の上・下平面14、15を平滑に加工する。台座10の上平面14に微細なダイヤモンド砥粒を電着し、上平面14上に砥粒層18を所定パターンで形成し、本発明の研磨パッド用ドレッサー20が完成する。台座10の上・下平面14、15を平滑に加工しているため、ダイヤモンド砥粒が電着される平面精度が極めて高く、電着量を均一に制御することで砥粒層18の平面精度が高められる。台座10の上・下平面14、15の表面粗さは、Raが0.23μm以下であることが望ましい。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
金属リング研削方法及び金属リング研削装置
【課題】金属リングの研削加工に際し、研削ブラシの偏磨耗が発生するのを防止する。
【解決手段】ワーク保持部100により金属リングWを保持して円周方向に沿って回転させ、加工ヘッド200により研削ブラシ211を、金属リングを横切るような周回軌道に沿って移動させることにより金属リングの端縁の研削加工を行うに際し、研削加工が行われていないときに、次の研削加工に先立って、ブラシ回転手段210a、210b、270、280により、研削ブラシを長さ方向の軸の周りに所定角度だけ回転させるようにする。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
眼鏡レンズ加工装置
【課題】 較正作業の手間、コストを掛けることなく加工精度を確保する。
【解決手段】 仕上げ加工具が取り付けられた加工具回転軸とチャック軸との相対的に位置関係を変える移動手段と、外径検知手段と、レンズ加工枚数が所定数に達するか又は所定期間が経過したことをトリガとして、通常の加工モードからの調整データを得る自動較正モードに切換える手段と、モードが切換えられたときに、玉型での加工に先立ち、玉型より大きなサイズの較正用玉型を玉型に基づいて決定し、較正用玉型に基づきレンズを仕上げ加工した後、外径検知手段で検知されたレンズの外径形状と較正用玉型とを比較して調整データを得て、較正データを補正する較正データ取得手段と、較正用玉型に基づき加工されたレンズを玉型及び較正データに基づき加工する加工制御手段と、を備える。
(もっと読む)
超音波加工装置
【課題】工具を取り外さずに研磨することで、これに伴う手間および時間の軽減を図ると共に品質の低下を抑制することができる超音波加工装置を提供する。
【解決手段】第1ホーン56に脱着自在に取り付けられた第2ホーン58を第1ホーン56に取り付けた状態で、その長さが一定になるまで工具60の研磨を繰り返す研磨手段16を有する。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
旋回軸受およびその軌道溝加工方法
【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
凹球面研削加工装置と方法
【課題】例えば半球面に近い深い凹球面を、高平滑かつ高精度な凹球面に高能率に加工することができる凹球面研削加工装置と方法を提供する。
【解決手段】表面が導電性砥石13からなり所定の直径と真円度を有する球形工具12と、球形工具の中心より下方部分を遊動可能に保持する工具保持具14と、球形工具の中心より上方部分と接触する半球状の上凹穴を有するワークを保持するワーク保持具18と、ワーク保持具又は工具保持具を移動し球形工具とワークの相対位置を調整する相対位置調整装置20と、球形工具の表面を電解ドレッシングするELID装置22と、球形工具をその表面に沿ってランダムに駆動するランダム駆動装置30とを備える。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及びそれに用いる電着砥石
【課題】生産性が高く、チッピングを生じさせない磁気ディスク用ガラス基板の製造方法及び寿命が長い電着砥石を提供すること。
【解決手段】本発明の磁気ディスク用ガラス基板の製造方法は、一対の主表面と端面を有するガラス基板の前記一対の主表面と前記端面との間にチャンファー面を形成するチャンファリング工程を備えた磁気ディスク用基板の製造方法であって、前記チャンファリング工程において、自動ドレスされた電着砥石を用いてチャンファリングすることを特徴とする。
(もっと読む)
面取り加工装置及び面取り加工方法
【課題】
ダミーウェーハを使用せずに加工用砥石とウェーハまたはツルアーとの相対的位置または加工砥石直径を決定し、短時間で無駄なく面取り形状精度を向上させる面取り加工装置及び面取り加工方法を提供すること。
【解決手段】
ウェーハWまたはツルアーTに供給される加工補助液Lを介して設けられたセンサ3によりウェーハWまたはツルアーTと加工用砥石との接触を検知し、接触した座標位置から相対的座標位置または加工用砥石直径を決定する。
(もっと読む)
1 - 20 / 69
[ Back to top ]