
Fターム[3C063EE21]の内容
研磨体及び研磨工具 (13,968) | 用途 (1,449) | 特定形状の加工を考慮したもの (109) | 孔明け (62) | 孔加工 (29)
Fターム[3C063EE21]に分類される特許
1 - 20 / 29
穿孔方法、制御方法、穿孔装置
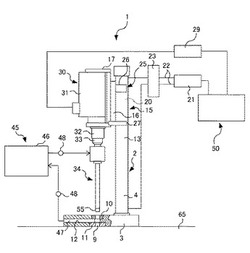
【課題】コンクリート構造物に穿孔する際に、コンクリート構造物内に埋設されている各種の配管等を切断したり傷付けたりするのを防止する。
【解決手段】コンクリート構造物65に孔を形成するための穿孔方法であって、穿孔面が平面で形成されるとともに、軸線方向に貫通するコア孔が設けられ、かつ、該コア孔の内外を貫通する孔又はスリットが少なくとも1箇所に設けられる円柱状の砥石ビット55を用い、流体供給手段45により前記コア孔を介して前記穿孔面に流体を供給しながら、該砥石ビット55を回転させつつ推進させることにより、前記コンクリート構造物65に孔を形成する。
(もっと読む)
円筒内面部の加工方法

【課題】容易に円筒内面部の内径、面荒さ及び同軸度の精度を向上させることができる加工技術を提供することを課題とする。
【解決手段】円筒内面部の加工方法は、単層砥粒21を整列配置した砥石13を筒状のツールホルダ11の周方向に略等ピッチで複数列設けた中ぐり工具10を準備する工程と、中ぐり工具10を被研削物14の円筒内面部15に進入させて研削する工程と、からなる。
【効果】砥石がツールホルダの周方向に略等ピッチで配置されているので、周方向から軸の中心に向けてバランス良く力を受け、ツールホルダが撓むことがなく円筒内面部をバランス良く研削でき、容易に加工精度を向上させることができる。
(もっと読む)
メタルボンド砥石の製造方法
【課題】高寿命のメタルボンド砥石を製造することができる製造技術を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びセラミックスと、結合材とからなるメタルボンド砥石の製造方法であって、焼成品を冷却することで砥石を得る冷却処理工程における冷却は、焼成温度から600℃まで15〜20℃/分の降温速度で実施する。
【効果】15℃/分以上の冷却を行うことにより、凝集塊の大きさを十分に小さくすることができ、砥石の寿命を延ばすことができる。降温速度を20℃/分で留めることにより、電気代などの運転費の上昇を抑えることができる。
(もっと読む)
メタルボンド砥石
【課題】チップポケットの生成が維持されつつ、研削比を高めることができるメタルボンド砥石を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びフッ素金雲母と、結合材とからなるメタルボンド砥石において、フッ素金雲母の体積%をコバルトの体積%で除した値が、0.14〜0.23であることを特徴とする。
【効果】(フッ素金雲母/コバルト)=0.14〜0.23であれば、所定の研削能率及び所定の研削比方が得られ、砥石の寿命を延ばすことができると共に研削工程の短縮化を図ることができる。
(もっと読む)
砥石及び砥石の製造方法
【課題】砥石によるツール側の早期摩耗を抑制することができる構造を有しながら、コストダウンを可能とする。
【解決手段】工作機械のツールに装着される砥石1は、砥石台部4と、砥粒を含み砥石台部4と一体化されワークに接触する砥粒部3と、この砥粒部の外周の少なくとも一部を覆い外面6が前記ツールに装着される装着面となる被覆部5とを備えている。被覆部5と砥石台部4とは焼結により一体化されている。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
ホーニング砥石
【課題】自動車用エンジンのシリンダ内面などの円形孔の内面に対する油溜まり溝の形成工程及びプラトー面の創出工程を短縮化することができるホーニング砥石を提供する。
【解決手段】ホーニング砥石10は、シリンダ孔14の内面14aに油溜まり溝を形成するための主砥粒15と、主砥粒15より粒径の小さな二次砥粒16と、が混在するレジンボンド砥粒層17を備え、レジンボンド砥粒層17を構成するレジンボンド18のヤング率を18GPa〜30GPaとしている。また、主砥粒15の粒径に対する二次砥粒16の粒径の大小比率が1/8〜3/4であり、主砥粒15の粒径が#200(平均粒径76μm)〜#600(平均粒径30μm)であり、二次砥粒16の含有率が2.5%〜50%(体積比)であり、二次砥粒16の含有率(体積比)が、主砥粒15の含有率(体積比)の1.0倍〜2.5倍である。
(もっと読む)
砥石及び中ぐり工具
【課題】研削抵抗をより低減させることができ、且つ、仕上げ面の精度をより向上させることができる砥石を提供することを課題とする。
【解決手段】砥石14は、母材11の面12に、砥粒10が接着されている。砥粒10は、所定の角度βの逃げ角を有する逃げ面16が形成されている。砥粒10の全てに逃げ面16が形成されている。
【効果】全ての砥粒に所定の角度の逃げ角を有する逃げ面が形成されているので、研削抵抗をより低減させることができ、仕上げ面の精度をより向上させることができる。
(もっと読む)
ホ−ニングリ−マとこれを用いた加工装置
【課題】 砥粒が格子状若しくはランダムに植えつけられ砥粒間に十分な間隔が確保されていないと、ホ−ニングリ−マ−で研削した時に出る研削屑がリ−マ−の進行方向に対し外周方向真横に送り出されるので、ミクロ的に見ると研削したダイヤモンドと隣のダイヤモンドとの間に研削屑が蓄積されることが応々にして起こる。
この結果、上記研削屑が邪魔しダイヤモンド砥粒の研削性能を低下させてしまうことは勿論、蓄積した研削屑が研削時、シリンダ−内面等に傷を付けてしまうと言う課題があった。
【解決手段】 円筒形状のリ−マ基材の外周に外径が0.2mm〜1.0mm程度のダイヤモンド若しくはボラゾン砥粒を列間及び段間の隙間寸法が0.1〜2.0mmとなるよう接着シ−ト等を介して列が螺旋状となるように植え付け、それを仮止めした後ロ−付等により該ダイヤモンド若しくはボラゾン砥粒をリ−マ−基材の外周に固定したホ−ニングリ−マとこれを用いた加工装置である。
(もっと読む)
硬質脆性板のくり貫き加工方法及び装置
【課題】ガラス板などの硬質脆性板に板厚方向に貫通する丸孔、長孔、溝孔などのくり貫き加工において、加工時に生ずる大きな欠けや割れを可及的に防止すると共に、寸法や形状の異なる丸孔や溝孔を加工することが可能な方法及び装置を提供する。
【解決手段】くり貫き砥石は、先端に硬質脆性板を板厚方向に研削してゆく先端面を備えた円筒形の砥石で、加工しようとする丸孔ないし溝幅より小径の砥石である。制御器は、ワーク軸の回転角をθ又はΔθ、砥石台の移動量をxとして、少なくとも以下の関係を保持して制御する溝孔加工手段を備えている。x=(A+R−r)/cosθ、x=CcosΔθ+(R−r)cosφ、但し、sinφ=CsinΔθ/(R−r)、及び、x=(A−R+r)/cosθ。上式中、Rは、溝孔の溝幅の1/2、rは、くり貫き砥石の半径(r<R)である。
(もっと読む)
微細加工用工具および脆性材料の微細加工方法
【課題】マイクロ反応システム用チップ等の微細加工においてガラスやセラミックス等の脆性材料よりなる加工物の表面に幅や深さが100μm以下の微細な溝等を形成したりすることが可能な微細加工用工具、およびこのような微細加工用工具を用いた脆性材料の微細加工方法を提供する。
【解決手段】工具本体1に形成された尖端部4に硬質炭素被膜5を被覆して、この硬質炭素被膜5の膜厚tを尖端部4の先端における外径dよりも大きくし、硬質炭素被膜5によって尖端部4の先端に表面が略凸曲面状をなす切刃部6を形成する。このような微細加工用工具を用いて、工具本体1を尖端部4の中心線O回りに回転しつつ送り出すことにより、脆性材料よりなる加工物の表面に切刃部6によって微細加工を施す。
(もっと読む)
リーマ加工刃具
【課題】 加工時に穴入口でのビビリを防止できるリーマ加工刃具を提供する。
【解決手段】 砥石3を構成する金属製チップ5の軸方向の先部5aの刃面7は先端に向かって小径となる雄テーパ面とされ、この先部5aには先端方向に開放されたスリット8が軸方向に形成されている。スリット8が形成された結果、先部の刃先剛性は小さくなり外側からの力が作用することで径方向内側に変形しやすくなっている。その結果、加工刃具の回転中心C1と穴の中心C2とがずれている場合であっても、加工刃具が前進して砥石3の先端が穴の入口に当たると、先部5aが径方向内側に変形し、砥石3が高速で回転していても、ビビリが発生することなく加工刃具を穴に進入させることができる。
(もっと読む)
超砥粒
【課題】硬質材料の湿式・乾式での切断・穿孔等の加工に使用されるメタルボンド超砥粒を得ること、脆弱性の度合いが二種類以上の超砥粒をダイヤモンド又はCBNの量とベースボンドの種類を異ならしめることなく得ること、バッキング層を備えかつ軟らかいベースボンドを用いることができる超砥粒を得ることを課題とする。
【解決手段】六方晶窒化ホウ素を固体潤滑剤として含有するメタルボンド超砥粒、六方晶窒化ホウ素の含有量がベースボンドに対し9重量%以下であるメタルボンド超砥粒によって課題を解決する。
(もっと読む)
微細加工用工具および脆性材料の微細加工方法
【課題】マイクロ反応システム用チップ等の微細加工においてガラスやセラミックス等の脆性材料よりなる加工物の表面に幅や深さが100μm以下の微細な溝等を形成したりすることが可能な微細加工用工具、およびこのような微細加工用工具を用いた脆性材料の微細加工方法を提供する。
【解決手段】工具本体1に形成された尖端部4に硬質炭素被膜5を被覆して、この硬質炭素被膜5の膜厚tを尖端部4の先端における外径dよりも大きくし、硬質炭素被膜5によって尖端部4の先端に表面が略凸曲面状をなす切刃部6を形成する。このような微細加工用工具を用いて、工具本体1を尖端部4の中心線O回りに回転しつつ送り出すことにより、脆性材料よりなる加工物の表面に切刃部6によって微細加工を施す。
(もっと読む)
回転式切削研磨動力工具及び回転式動力工具用の切削研磨先端工具
【課題】切削と研磨の切換えを容易に行うことができる回転式動力工具及び回転式動力工具用の先端工具を提供する。
【解決手段】先端工具1に切削部4と研磨部7とが備えられ、所定の回転数又は所定範囲の回転数において、切削部4と研磨部7のいずれか一方がもう一方よりも相対的に半径線方向外方に突出した状態が形成され、それよりも大きな回転数において、遠心力により、前記もう一方が前記一方よりも相対的に半径線方向外方に突出した状態が形成されるようになされて、切削と研磨の切換えを行うことができるようになされている。
(もっと読む)
被加工物の製造方法及び研削装置
【課題】コイル状の弾性ばねを用いて確実に孔の内縁角部を研削可能な被加工物の製造方法及び装置を実現する。
【解決手段】 研削ばね体11を予め孔19aの他方側に配置し、第1端部12cを一方側へ移動させて弾性ばね12を軸線方向に引き伸ばして外径を縮小しつつ孔19aを通して第1端部12cを孔19aの一方側に抜き出させ、その後、第2端部12dを一方側へ移動させて弾性ばね12を孔19aの一方側で軸線方向に短縮させ、弾性ばね12の少なくとも軸線方向の第1端部12cの側にある部分の外径を増加させて孔19aの内径より大きく構成し、その後、弾性ばね12を他方側へ移動させて孔19aの一方側から孔19a内に引き込む過程で、弾性ばね12の外周部を内縁角部19bに対し周回方向に連続的に当接させ、刃先12bで内縁角部19bを周回状に研削する。
(もっと読む)
回転工具及び工具の製造方法
【課題】砥粒層における砥粒埋め込み量の不均一化を抑えることができる回転工具及び工具の製造方法を提供する。
【解決手段】リーマ1は、台金3上に砥粒がろう付けで固着されてなる超砥粒層5を備えている。台金3上には、超砥粒層5を分断するろう材不在部15が、回転軸線Aに直交する方向に連なるように形成されている。このリーマ1の製造においては、台金3上に砥粒とろう材とが付着された砥粒付着部17と、この砥粒付着部17を分断するろう材不在部15とを形成し、回転軸線Aを鉛直に立てて配置した状態で、加熱して超砥粒層5を形成させる。
(もっと読む)
ラッピングリーマー
【課題】従来の如くスリット部までダイヤモンド(ボラゾンを含む)が付着し、該スリット溝幅を狭めてしまうと云うことがないので拡縮リ−マ−の機能を失うことがないことは勿論ダイヤモンド等を不要な所に使ってしまうことがないラッピングリーマーの提供。
【解決手段】 円筒形状のリーマー部に数条設けられたスリット10を利用して、該リーマー部径を拡縮するようにしたラッピングリーマーに於いて、リーマー基材に数条設けられたスリット間に接着剤等を利用して粒状ダイヤモンド9或いはボラゾンを所定の間隔をおいて、複数列、複数段リーマー基材に仮止めし、ロー付等により該ダイヤモンド或いはボラゾンを固着したことを特徴とするラッピングリーマー。
(もっと読む)
ナノカーボン繊維含有電着工具とその製造方法
【課題】ガラスやセラミックスなどの脆性材料や金型材料などに微細穴加工、溝加工、微細パターン加工を行うことができる寿命の長い小径軸付電着砥石および放電加工用電極であるナノカーボン繊維含有電着工具とその製造方法を提供する。
【解決手段】少なくとも電着工具の最表面に、砥粒18の保持力、耐摩耗性、加工熱の排出性、表面潤滑性を向上させたナノカーボン繊維16含有複合めっき被膜20を配置し、加工に作用する硬質砥粒を固定した小径軸付電着砥石、または砥粒を有しない放電加工用電極工具。0.1〜2g/Lのナノカーボン繊維をカチオン系界面活性剤により均一に分散させためっき浴を用いて、常にあるいは断続的にめっき浴に超音波振動を加えながら電解めっきおよび無電解めっきによりナノカーボン繊維含有電着工具を製造する方法。
(もっと読む)
金属被覆砥粒,金属被覆砥粒の製造方法,およびその金属被覆砥粒を使用した砥石
【課題】 砥粒とその製造方法およびその砥粒を使用した孔開け装置において,砥粒の表面と金属被覆層との密着性を向上させて,砥粒表面に金属を均一に被覆させる。
【解決手段】 本発明は,砥粒の表面に金属被覆層が被覆されてなる金属被覆砥粒において,砥粒の表面の全部又は一部に形成されたシランカップリング剤を含むシランカップリング層と,シランカップリング層の表面の全部又は一部を被覆する金属被覆層と,を有する。このように,シランカップリング処理を行うことにより,砥粒と金属被覆層との密着が高まる。
(もっと読む)
1 - 20 / 29
[ Back to top ]