
Fターム[3C269MN19]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 動作速度、加速度の監視 (168)
Fターム[3C269MN19]の下位に属するFターム
指令値との偏差の監視 (6)
検出値の監視 (8)
指令値の監視 (9)
速度の監視 (42)
加速度の監視 (71)
Fターム[3C269MN19]に分類される特許
1 - 20 / 32
ロボット、ロボットの動作表示制御方法
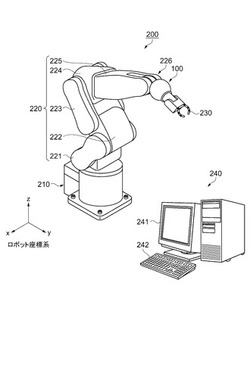
【課題】操作者の安全性を高めるロボットを実現する。
【解決手段】ロボット200は、ロボットアーム220と、ロボットアーム220の動作を制御する制御部240と、アーム先端部226に配置され、且つ現在時刻のアーム先端部226の位置・姿勢から、制御部240によって生成されたアーム先端部226の軌道に基づき、現在時刻から次時刻におけるアーム先端部226の移動方向及び移動速度を表示する動作表示部100と、を備えている。動作表示部100は、表示画素101の集合であって、表示画素101をアーム先端部226の移動方向に沿って点灯または点滅させる。このことによって、操作者はアーム先端部226の移動方向・移動速度を認識することができる。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置

【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
パラレルリンクロボットおよびその動作教示方法
【課題】パラレルリンクロボットのダイレクト教示方法は、直感的で分かりやすい教示方法である反面、ユーザの作業がそのまま転写されるため、パラレルリンクロボットが実現することが不可能な動作についても転写される場合がある。ユーザは、教示した動作がパラレルリンクロボットで実現可能な動作であることを確認するために、教示と再生とを繰り返すことで、時間を要する場合がある。
【解決手段】本発明のパラレルリンクロボットの動作教示方法は、パラレルリンクロボットの可動プレートをユーザが直接動かすことで教示された第1教示動作を取得し、前記パラレルリンクロボットの動力源である複数のモータが許容するトルクである許容トルクまたは/および前記複数のモータが許容する回転速度である許容回転速度に基づいて許容判定値を予め設定し、前記第1教示動作を前記パラレルリンクロボットの動作で実現可能か否かを前記許容判定値に基づいて判定する。
(もっと読む)
学習制御機能を備えたスポット溶接ロボット
【課題】従来のスポット溶接ロボットは、ロボットの高速動作によって発生する軌跡誤差や振動成分によって、ロボットの最適動作が阻害されるという問題があった。
【解決手段】本発明のスポット溶接ロボットは、制御対象部位とセンサとを備えたロボット機構部(1)と、制御対象部位の目標軌跡または目標位置に関する位置指令データを取得し、位置偏差データに従って、ロボット機構部を所定の動作速度で動作させる動作制御部(4)と、センサの検出結果から制御対象部位の軌跡または位置を算出し、軌跡誤差または位置誤差を補正するための、もしくは振動を抑制するための、学習補正量を算出する学習制御部(3)と、を有し、動作制御部は、学習補正量を用いて位置偏差データを補正し、学習制御部は、学習補正量を算出する過程で、最大動作速度に至るまで1回又は複数回に渡って動作速度を増加させながら学習補正量を算出する、ことを特徴とする。
(もっと読む)
工作機械の制御システム
【課題】事前に工作機械の最適な切削送り速度を算出して、工具経路と算出した最適な切削送り速度とを工作機械の駆動部に直接出力し、ワークと工具とを、工具経路に沿って工具経路の各部における最適な切削送り速度で相対的に移動させる。
【解決手段】形状データに基づいて、工具経路を含むCLデータを生成するCLデータ生成部32と、CLデータを記憶するCLデータ記憶部33と、工作機械4の駆動部6の駆動能力に関する駆動能力データを予め記憶している駆動能力データ記憶部34と、CLデータと駆動能力データとに基づいて、CLデータの工具経路の各部における切削送り速度データを生成する切削送り速度データ生成部35と、切削送り速度データを記憶する切削送り速度データ記憶部36と、CLデータと切削送り速度データとを駆動部6に出力する制御部42とを備える。
(もっと読む)
制御装置およびロボットアームの制御方法
【課題】本発明は、多関節型ロボットアームの滑らかな動作を実現することができる制御装置を提案する。
【解決手段】
本発明の制御装置2は、第一駆動モータ、第二駆動モータ、および第三駆動モータにかかる負荷イナーシャ、重力トルク、モータトルク、ならびにモータイナーシャに加えて、ばね装置のトルク、ならびに第一駆動モータ、第二駆動モータ、および第三駆動モータそれぞれの動力を伝達するための駆動系部材列のイナーシャである駆動系イナーシャのうちの少なくともいずれか一つを用いて、第一駆動モータ、前記第二駆動モータ、および第三駆動モータの角加速度を算出する加速度算出手段を備える。
(もっと読む)
工作機械における振動抑制方法及び振動抑制装置
【課題】算出した安定回転速度の中から、動特性を変化させたりしない最適な安定回転速度を選択することができ、びびり振動を確実に抑制することができる振動抑制方法及び振動抑制装置を提供する。
【解決手段】主軸3の最高回転速度及び主軸3系の動特性が変わる切替回転速度を記憶しており、算出された複数の安定回転速度のうち、最高回転速度以下であり、且つ、回転速度の変更時に切替回転速度を跨ぐことのない安定回転速度を最適回転速度として選択し、主軸3の回転速度を該最適回転速度へと変更する。したがって、出力し得ない回転速度が選択されたり、主軸3系の動特性が変わってしまい「びびり振動」を抑制できないような回転速度へと変更するような事態を防止することができ、「びびり振動」を従来よりも確実に抑制することができる。
(もっと読む)
工作機械
【課題】不正移設を検知し、不正移設後の工作機械の起動を禁止する。
【解決手段】工作機械の本体フレームの底部の溝部2c内に、フォークリフトのフォークからの外力で残留応力が残る銅板製の被測定部材28を設け、被測定部材28の一端に加振器29を他端に振動検出器30を設置し、工作機械の設置後の初期に加振器29と振動検出器30を介して振動を付加して振動データを取得し、基準波形パターンである第1振動特性を演算し記憶しておく。工作機械の電源投入時に、前記同様に今回の振動データを取得し、今回の波形パターンである第2振動特性を演算し記憶しておく。工作機械の移設がない場合には、第1,第2振動特性が一致するが、フォークリフトによる搬送を介して工作機械を移設した場合、被測定部材28の内部に残留応力が残るため、第1,第2振動特性が一致しなくなるため、その場合は工作機械の起動を禁止する。
(もっと読む)
工作機械
【課題】制御対象物を省電力で駆動可能な工作機械を提供する。
【解決手段】工作機械1は、主軸80が目標回転速度に達するまでの時間と、主軸頭50が目標位置に達するまでの時間とを算出する時間算出部150と、目標回転速度に達するまでの時間と目標位置に達するまでの時間とを比較する比較部160と、主軸80の駆動と主軸頭50の駆動とを制御する駆動制御部110とを備え、駆動制御部110は、目標回転速度に達するまでの時間が目標位置に達するまでの時間よりも長いと判断された場合、主軸頭50が目標位置に達するまでの時間が、算出された目標位置に達する時間より長く、かつ算出された目標回転速度に達するまでの時間以下の時間となるように、主軸頭50の駆動を制御する。
(もっと読む)
切削装置及び切削方法
【課題】ワークの切削状況を高精度にリアルタイムで把握可能な切削方法を提供する。
【解決手段】ワーク10を切削する切削方法であって、ワーク10のテストカットを行う際にスピンドル20に取り付けられた加速度センサ25からの第1出力信号に基づいて基準データを生成する工程と、ワーク10の実カットを行う際に加速度センサ25からの第2出力信号に基づいて実カットデータを生成する工程と、実カットデータが基準データの範囲から外れているか否かを判定する工程と、実カットデータが基準データの範囲から外れている場合に警報を出力する工程とを有し、基準データ及び実カットデータは、加速度センサからの第1出力信号及び第2出力信号のそれぞれに対して、ハイパスフィルタを用いた波形処理を行い、この波形処理で得られた信号を二重積分することにより生成される。
(もっと読む)
情報処理方法及び装置並びにプログラム
【課題】高速、高精度、かつ制御系として安定に、マニュピュレータを対象物まで移動させること。
【解決手段】装置は、カメラが取り付けられたロボットアームを、対象物まで移動させる移動制御を行う。すなわち、装置は、対象物の位置に基づいて予め設定された目標位置までの経路に沿って、マニュピュレータを移動させるティーチングプレイバック制御を実行中に、対象物が検知された場合、視覚サーボ制御を実行する。装置は、この視覚サーボ制御を実行する上で、マニュピュレータの所定の状態に基づいて、視覚サーボ制御係数に含まれる係数の少なくとも一部を変更する(例えば実施形態におけるビジュアルインピーダンス制御の移動処理のステップS32,S33,S36,S37)。
(もっと読む)
ロボット装置およびロボット装置の制御方法
【課題】角速度および加速度センサーを用いて、アームの移動ベクトルに対応して角速度もしくは加速度センサーのどちらかの検出値を選択し、生成された制御信号によりアームの移動停止時に発生する振動を短時間に収束させ、アームの速い作動速度と高い停止位置精度を有するロボット装置とその制御方法を提供する。
【解決手段】ロボット装置であって、アームに角速度センサーと加速度センサーとを備え、前記角速度センサーと前記加速度センサーとが配置された部位が、直線運動もしくは曲線運動であるかを判定する動作判定部と、前記動作判定部の結果に基づき前記角速度もしくは加速度センサーの検出値から前記アームの制御信号を生成する制御信号生成部と、前記制御信号に基づき基体連結装置とアーム連結装置とを制御する制御部とを備える。
(もっと読む)
5軸加工機用数値制御装置
【課題】工具姿勢制御において特異点を通過すると判断した場合には、特異点における回転軸の速度や加速度の非常に大きな移動を回避可能な5軸加工機用数値制御装置を提供すること。
【解決手段】直線軸3軸と工具傾斜用回転軸と工具回転用回転軸の回転軸2軸を有する5軸加工機を工具姿勢制御してテーブルに固定されたワークを加工する5軸加工機用数値制御装置において、指令ブロック始点での指令と指令ブロック終点での指令に基づく計算によって、該工具回転用回転軸が任意の位置となる特異点を通過するか否か、または特異点近傍を通過するか否かを判断する特異点通過判断部36と、該特異点または該特異点近傍を通過すると判断された場合には、該特異点および該特異点近傍での該指令ブロックの指令工具経路を変更する特異点動作回避準備部37と、変更された工具経路を実行する特異点動作回避部38と、を備えた5軸加工機用数値制御装置。
(もっと読む)
数値制御方法及びその装置
【課題】送り軸を駆動するサーボモータの高速回転数側の出力トルクを有効利用し、位置決めに要する時間を短縮可能な数値制御方法及びその装置を提供する。
【解決手段】加速度設定部14が、送り軸作動期間の第1及び第2加速度減少期間T3,T4内において、加速度減少速度を第1加速度減少速度a2から第1加速度減少速度a2よりも大きな第2加速度減少速度a3に切替えることで、送り軸7の加速度減少速度をサーボモータ7aの最大出力トルク特性に接近させることができ、サーボモータ8aの高速回転数側の最大出力トルクを有効利用することができる。
(もっと読む)
位置測定装置と後続電子機構との間でデータ伝送を行うための装置及び方法
本発明は、データ伝送路(100)を介して位置測定装置(10)と後続電子機構(110)との間でデータ伝送を行うための装置及び方法に関する。位置測定装置(10)はインターフェイスユニット(20)と処理ユニット(30)とを備え、インターフェイスユニット(20)は、一方では前記データ伝送路(100)に接続され、他方では問い合わせ経路(REQ)及び応答経路(REP)によるに内部データ交換を行う目的で前記処理ユニット(30)に接続されている。インターフェイスユニット(20)は、コマンド・インタープリター(21)を備え、コマンド・インタープリター(21)により、変換規則(R0,・・・,Rn;Rn+1)を用いて、データ伝送路(100)を介して到来したコマンドを内部問い合わせに変換可能であり、問い合わせ経路(REQ)を介して処理ユニット(30)に供給可能であり、処理ユニット(30)から応答経路(RSP)を介して到来した応答データを出力データに変換可能である。インターフェイスユニット(20)は変換規則(R0,・・・,Rn;Rn+1)を記憶するための制御メモリ(24)を備え、制御メモリ(24)は少なくとも部分的に修正可能である。  (もっと読む)
(もっと読む)
サーボモータの駆動制御装置及び駆動制御方法
【課題】少ないメモリのCPUでも学習制御を可能とし、さらに学習時間の短縮を実現可能なサーボモータの駆動制御装置を提供する。
【解決手段】駆動制御装置10は、位置ループ制御系に追加された学習制御部24を有し、学習制御部24は反転動作前後の所定時間に限って学習制御を行うように構成されている。学習制御によって得られる速度指令を解析して求められる速度補正データは、反転動作時に発生する位置偏差を低減すべく速度指令の補正を行うために使用される。
(もっと読む)
異なる通信周期で複数のアンプと通信する数値制御システム
【課題】長い通信周期の駆動源の通信周期よりも短い周期でフィードバックデータを取得可能な異なる通信周期で複数のアンプと通信すること。
【解決手段】モータ23,32とアンプ2,3と数値制御装置1を備え、数値制御装置1とアンプ2,3は、複数の異なる通信周期でデータを通信する通信ラインL1,L2により結合され、通信制御回路12,14は受信したデータを格納する受信バッファ12A,14Aを有し、主軸モータ23の位置情報または速度情報を参照して、送り軸モータ32の位置または速度を制御する。通信ラインL1を経由して主軸モータ23を駆動する第1のアンプ2が、数値制御装置1に対して第1の通信周期で送信する送信データ中に前記第1の通信周期よりも短い周期でサンプリングされた主軸モータ23の位置情報または速度情報を複数挿入し、その情報を基に数値制御装置1によって、送り軸モータ32を制御する。
(もっと読む)
サイクルタイム短縮のためのロボットの移動制御装置及び移動制御方法
【課題】面倒な試行錯誤をせずにロボットのサイクルタイムを効率的に短くすることができるロボットの移動制御装置及び移動制御方法を提供する。
【解決手段】移動時間初期値を使用したサイクルタイム(M0+Fc)の方がクランプ処理後のサイクルタイム(Mc+Fc)より短い場合は、新たな移動時間Mnewを計算し、これに基づいて新たな指令速度Vnewを計算する。このようにして得られた移動時間Mnew、指令速度Vnew及び時定数Fcが最終的な移動時間、指令速度及び時定数となり、サイクルタイムの短縮化が図られる。
(もっと読む)
加工制御装置
【課題】 ワークの加工形状に対する工具の食い込みを効率よく回避することができる加工制御装置を提供する。
【解決手段】 加工制御装置3は、軸制御データAに基づいて工具がワークを加工する際の工具位置を求める工具位置算出手段381と、軸制御データAに基づいて求められたワークを加工する際の工具位置とワークの加工形状とを比較して該加工形状に対し工具が食い込んだ状態にあるか否かを判断する工具食い込み判断手段382と、工具が食い込んだ状態にあると判断されたときに、該食い込んだ状態が回避されるように工具位置を修正する工具位置修正手段383と、修正された工具位置に基づいて軸制御データAにおける各軸方向の工具移動速度を修正する軸制御データ修正手段384と、を備える。
(もっと読む)
1 - 20 / 32
[ Back to top ]