
Fターム[3D114AA11]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 目的、効果 (1,242) | スペース対策 (82)
Fターム[3D114AA11]に分類される特許
1 - 20 / 82
エンジン搭載装置
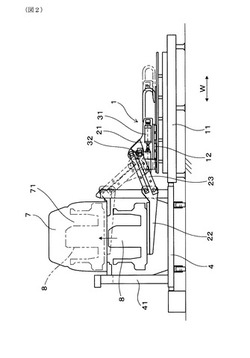
【課題】作業者による作業スペースを十分に確保することができ、かつ、搬送ラインの床面にピットを形成する必要がなく、搬送台車の強度を抑え、搬送台車を駆動する力を低減させることができるエンジン搭載装置を提供すること。
【解決手段】エンジン搭載装置1は、搬送台車4と並行して走行する移動台車11と、移動台車11に配設されたベース21と、エンジン8を載置するフォーク22と、互いに平行に並ぶ状態でベース21とフォーク22とに回動可能に連結された複数のリンク23と、リンク23及びフォーク22を上昇方向へ付勢するアシストシリンダー31と、リンク23を正逆両回転方向へ駆動する駆動モータ32と、を備えている。エンジン搭載装置1は、搬送ラインAを走行する搬送台車4上の車両ボディ7における組付位置71に対して、フォーク22上に載置されたエンジン8を下方から対向させて、搬送台車4と並行して走行するよう構成されている。
(もっと読む)
回動装置

【課題】小型で、かつ容易に移設が可能な回動装置を提供する。
【解決手段】回動装置1は、回転軸812に回動力を伝達する回動手段10と、回動手段10を昇降させる昇降手段2と、回動手段10を進退させる進退手段3と、床面上を走行可能に構成された台車部7とを有している。昇降手段2は、支点Pを中心にしてその両端が揺動可能なように配設されたアーム22を有している。またアーム22は、その一端を回動手段10に連結すると共に、他端をカウンターウェイト24に連結して、カウンターウェイト24によって回動手段10を昇降させる際の操作力を低減してあり、かつアーム22は、回転軸812に直交する方向に配置されている。
(もっと読む)
自動車組立てラインにおける車体搬送台車
【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
【解決手段】車体Bを搬送する搬送台車1の下側に設けられたドア収納部7Aに設けられたドア搬送手段8が、ドア収納部7Aと搬送台車1の横側部の起伏動作位置との間で水平横動自在な横動台17と、この横動台17に水平姿勢と垂直起立姿勢との間で起伏揺動自在に軸支されたドア支持体18を備え、このドア支持体18には、当該ドア支持体が垂直起立姿勢にあるときに上下垂直向きとなる支軸32の周りに回転自在に軸支されたドア支持具19が設けられ、このドア支持具19を、当該ドア支持具19が支持するドアDがドア支持体18と平行になる向きで当該ドア支持体18にロックするロック手段38が設けられた構成。
(もっと読む)
加工ラインにおけるワーク搬送システム
【課題】加工ラインにおけるワーク搬送システムにおいてワーク載置用のハンガーを退避させるにあたり、省スペース化、構造の簡略化を図る。
【解決手段】搬送ハンガーを複数の加工工程にわたり移動させるワーク搬送システムであって、メイン搬送レール1に対し並列状に設けられ、メイン搬送レール1との間で第2搬送ハンガー20の乗り入れが可能であって上流のサイドパネル外板仮溶接工程51と下流のサイドパネルコンポーネント工程54とをつなぐ第1分岐搬送レール2を備え、ワークが載置された状態の第2搬送ハンガー20がサイドパネル外板仮溶接工程51からメイン搬送レール1を介してサイドパネルコンポーネント工程54に移動し、空状態の第2搬送ハンガー20がサイドパネルコンポーネント工程54から第1分岐搬送レール2を介してサイドパネル外板仮溶接工程51に移動する。
(もっと読む)
車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置
【課題】低コストで敷設スペースを必要としない車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置を提供する。
【解決手段】搬送コンベアC/Vの搬送パレット1に車体Wを載置して搬送することにより前記車体Wに部品を組み付ける車体組立ラインLにおけるドア搬送方法であって、前記搬送パレット1の基台2に配設したドア収納部4に、前記車体Wから取り外したドアDを載置して搬送する。
(もっと読む)
車体組立ライン及び車体組立方法
【課題】低コストかつ省スペースを図りつつ、車体からドアを取り外して当該ドアに部品を組み付けた後に当該ドアを車体に戻すことが可能な、車体組立ライン及び車体組立方法を提供する。
【解決手段】車体WからドアD(D1,D2の総称)が取り外されて、基台2から側方外側に出されたドア保持部4に前記ドアDが取り付けられ、ドア保持部4が基台2から側方外側に出されて前記ドアDを保持した状態を維持して搬送パレット1が上流から下流に向けて搬送される間に、前記ドアDに部品が組み付けられる。その後、部品が組み付けられたドアDは、ドア保持部4から取り外されて車体Wに取り付けられる。
(もっと読む)
ワーク加工用固定治具の交換装置
【課題】加工用ワークをクランパーで固定するワーク加工用固定治具を小型軽量化することができ、ワーク加工用固定治具の格納スペースの拡大と、タクトタイムが長くなることを防ぐことができ、而もパレットの格納スペースを大きくすることなく多車種に対応するワーク加工用固定治具を簡易な構成にできるワーク加工用固定治具の交換装置を提供する。
【解決手段】ワーク加工用固定治具20A、30Aをクランプするクランパーを、相反する方向に形成される垂直面それぞれに設置していると共に、前記各垂直面を垂直回転軸によって垂直回転させる回転機構をそれぞれ備る2つの固定治具固定ユニット2、3と対になるワーク加工用固定治具20A、30Aが格納される治具ストッカ4と、ワーク加工用固定治具20A、30Aを、治具ストッカ4の治具格納位置及び前記クランパーのクランプ位置間で移動させる産業用搬送ロボット5を備える。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
台車式搬送装置とその操向制御方法
【課題】牽引車で牽引される搬送台車の方向転換を、別途専用装置を使用せず且つ占有床面積を極小さく抑えながら行えるようにする。
【解決手段】自走可能な牽引車1と、牽引車1によって垂直軸体25周りに相対回動自在に牽引される搬送台車2とから成り、牽引車1は、搬送台車2に対して垂直軸体25の周りに左右に旋回可能に構成され、搬送台車2は、後輪として左右一対の向き固定車輪6を備えている台車式搬送装置において、搬送台車2が走行経路終端に達した状態で牽引車1を停止させ、次に牽引車1を搬送台車2に対して垂直軸体25の周りに直角横向き姿勢まで旋回させ、この直角横向き姿勢の牽引車1の前進走行により搬送台車2を、左右一対の向き固定車輪6間の中央位置を旋回中心として走行経路に対し直角横向き姿勢まで旋回させ、この後、牽引車1を搬送台車2に対し垂直軸体25の周りに反対方向に旋回させて、元の牽引姿勢に復帰させる。
(もっと読む)
搬送装置及び搬送システム
【課題】ピットを掘る必要をなくすことでコストを削減でき、容易に設備ラインの長さを変更したり、設備を移設・増設したりすることが可能な搬送装置及び搬送システムを提供する。
【解決手段】搬送装置100は、それぞれが一対のスプロケット13・13に捲回されて対向する一対のチェーン14・14と、一対のチェーン14・14の間に掛け渡されて設けられる複数枚のスラット16・16・・・と、を備える、スラットコンベア10と、スラットコンベア10が備えるスラット16・16・・・における外面上側に対して着脱可能に配設される、支持部材21と、を具備し、支持部材21の上部にワークWを載置した状態で、スラットコンベア10を駆動させることにより、ワークWを搬送する。
(もっと読む)
成形天井材用接着剤塗布装置
【課題】設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供する。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
(もっと読む)
搬送装置
【課題】搬送車に所定の積載物が設置されているか否か(所定の積載物の有無)を確実に特定可能であり、障害物検出手段による検出範囲を所定の積載物の有無に応じて正確に変更可能な搬送装置を提供する。
【解決手段】搬送車11と、バンパーセンサ12と、制御装置15と、を有する搬送装置10であって、搬送車11に所定の積載物(自動車のボデー1・台車3)が設置されているか否かを検出して、搬送車11に前記所定の積載物が設置されている場合には積載物信号を出力する積載物検出手段(センサ13・14)を有し、前記所定の積載物の寸法は、搬送車11の寸法よりも大きく構成され、制御装置15は、前記積載物検出手段から前記積載物信号を受信した場合に、バンパーセンサ12による検出範囲を前記所定の積載物の寸法に応じた広さに変更することを特徴とする。
(もっと読む)
台車式搬送装置
【課題】カーブ状の経路であっても台車の走行を可能としつつ、種々の工程レイアウトにより柔軟に対応可能であり、工程スペースをより有効に活用することができる台車式搬送装置を提供する。
【解決手段】摩擦力が付与されて推進される部位である推進部5と、該推進部5に連結される台車6と、推進部5の推進方向を規制して推進経路Sを形成する複数のガイド部材である案内部2・2・・・と、推進部5に対して推進方向に向けて摩擦力を付与する駆動部3と、を備え、推進部5に付与される摩擦力を推進力として、推進経路Sに沿って、台車6を走行させる台車式搬送装置1であって、推進部5を、推進経路Sの曲率に沿って弾性変形する弾性部材である被駆動部材5aによって構成する。
(もっと読む)
車両
【課題】少ない部品数で、台車の向きを保持したまま横方向に移動できる車両を提供する。
【解決手段】車両本体が台車と、台車に相対回転可能に連結された駆動ユニットと、駆動ユニットに配置され、独立駆動かつ正逆回転可能な一対の駆動輪と、駆動ユニット及び台車を相対回転不能に拘束可能な旋回ブレーキと、操舵角度を算出する操舵角度算出部とを備え、台車の向きを保って車両本体を横方向に移動させる際に、一方の駆動輪を正回転し、他方の駆動輪を逆回転させることで、操舵角度算出部で算出した操舵角度が予め設定した角度に至るまで、駆動ユニットを操舵及び旋回するとともに、操舵角度と等しい角度だけ、台車を逆方向に旋回させて、旋回ブレーキで拘束して車両本体を移動する。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
自動車組立設備
【課題】自動車組立設備における組付ライン及びサブラインの設計の自由度を高め、設備スペースを縮小する。
【解決手段】サブラインSEにおいて台車10を搬送するサブライン駆動手段と、組付ラインUにおいて台車10を搬送する組付ライン駆動手段(リフタ60)とを別個に設けたことにより、各ラインにおいて台車10の搬送速度や台車間のピッチ、あるいは各ラインのレイアウトを個別に設定することができるため、設備設計の自由度が高められる。
(もっと読む)
組立搬送設備
【課題】組立搬送設備を小型化して設備スペースを縮小する。
【解決手段】リフタ24に、幅方向外側に突出可能な可動部(回転アーム70)を設け、この可動部に部品を搭載する。リフタ24から幅方向外側に可動部を突出させることにより、リフタ24の幅方向寸法を超える支持幅で部品を支持することができるため、リフタ24の幅方向寸法を最大の支持幅よりも小さくすることができ、設備の小型化が図られる。
(もっと読む)
自動車ボディ搬送装置
【課題】省スペース化、搬送精度の向上、作業性の向上、装置の小型化・簡素化・軽量化を実現する自動車ボディ搬送装置を提供する。
【解決手段】搬送経路に沿って平行に敷設された二本のパワーレール130とパワーレール130上を対峙して自走し自動車ボディBを積み込みステーション110から降ろしステーション140に向けて搬送する自動搬送電車180とを備えた自動車ボディ搬送装置において、降ろしステーション140で空になった自動搬送電車180を積み込みステーション110に戻す返送レール190が、パワーレール130の真上に敷設されていることよって前記の課題を解決する。
(もっと読む)
自動車ボディの製造方法とその製造ライン
【課題】 構成部品の組付順序が異なる自動車ボディを同一のラインで混流生産するための自動車ボディの製造ラインを提供する。
【解決手段】 サイドパネルインナ1L,1Rとサイドパネルアウタ3L,3Rを接合してサイドパネルコンプ5L,5Rを形成した後に、このサイドパネルコンプ5L,5Rをフロアパネル7に組み付けて形成される通常骨格自動車ボディ11と、サイドパネルインナ1L,1Rをフロアパネル7に組み付けてインナフレームボディ8を形成した後に、このインナフレームボディ8にサイドパネルアウタ3L,3Rを組み付けて形成されるインナ骨格自動車ボディ15を混流させて製造するラインであって、この製造ラインには、サイドパネルインナ組立ステーション2と、サイドパネルアウタ組立ステーション4と、サイドパネル組立ステーション6と、インナ骨格組立ステーション9と、兼用組立ステーション10を設けた。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
1 - 20 / 82
[ Back to top ]