
Fターム[4E082EF30]の内容
Fターム[4E082EF30]に分類される特許
1 - 20 / 21
溶接装置
【課題】グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供する。
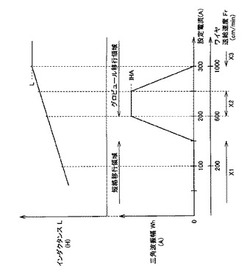
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
(もっと読む)
電源装置

【課題】 効率よく電子部品を冷却することができる電源装置を提供すること。
【解決手段】 複数の電子部品2と、ファン4とを備え、ファン4から吐出された空気が送り込まれる送り込み口を有する長手状の風路6が形成され、風路6を流れる空気によって複数の電子部品2が冷却されるように構成された電源装置A1であって、上記送り込み口は、風路6の長手方向に移動可能である。このような構成によると、風路6における吸熱能力の高い位置を移動させることができる。これにより、複数の電子部品2のうち特定のものの温度が過度に上昇することを抑制することができる。その結果、複数の電子部品2を効率的に冷却することができる。
(もっと読む)
電源装置
【課題】 除塵作業時に粉塵がファンの内部に入り込みにくい電源装置を提供すること。
【解決手段】 複数の電子素子2を含み、かつ、負荷に電力を供給する電源部8と、複数の電子素子2を冷却するファン4と、ファン4の回転数を掃除モード値に規定する制御部51と、制御部51に掃除モード設定信号Ssを送るスイッチ7とを備え、制御部51は、掃除モード設定信号Ssを受けた場合に、ファン4の回転数を上記掃除モード値に規定する。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
プラズマ溶接用電源及びプラズマ溶接装置
【課題】プラズマキーホール溶接のキーホールが貫通したことを判別することができるプラズマ溶接用電源を提供する。
【解決手段】プラズマ電極1と被溶接物4との間のプラズマアーク電圧Vpを検出するプラズマアーク電圧検出器VDと、このプラズマアーク電圧検出器VDの検出電圧Vdを入力して、この検出電圧Vdが予め定めた基準値以上になったときに、キーホールが貫通したと判別するキーホール貫通判別手段とを備えたプラズマ溶接用電源である。カットオフ周波数が0.8Hz〜1.6Hzの範囲で設定されて、プラズマアーク電圧検出器VDの検出電圧Vdを入力して高周波成分を除去するローパスフィルタVFを備えている。このローパスフィルタVFの出力電圧が予め定めた基準値以上になったときに、キーホールが貫通したと判別する。この結果、裏波ビードが適切に形成された溶接ビードを得ることができる。
(もっと読む)
エンジン駆動溶接機
【課題】 二人用運転モードで溶接作業を行う際に、それぞれの設定溶接電流に対して、エンジン回転速度を適正に制御して、騒音や燃料消費が無駄に大きくなってしまうのを防止する。
【解決手段】 エンジン1により駆動される交流発電機2は、二つの溶接用出力巻線を有している。それぞれの出力巻線の交流出力は、整流器4A,4Bで整流され、IGBT電流制御回路6A,6Bで電流制御を受けながら、A側溶接出力端子及びB側溶接出力端子から出力される。エンジン溶接機制御回路10は、A側溶接電流設定器21A及びB側溶接電流設定器21Bで設定された設定電流に基づいて、必要な合計溶接出力を算出し、算出した合計溶接出力に対応する回転速度になるようにエンジンを制御する。
(もっと読む)
ガウジング用電源装置
【課題】 ガウジング施工の溝形状を、ガウジング棒の運棒の技能やガウジング棒の棒形状等を変更することおで変更していた。
【解決手段】 設定電流入力部8と出力特性入力部11と出力特性傾き変更部12と基準設定入力部17とを備え、出力特性の傾きを変化させ、また、出力特性を出力電流を変化させずに平行移動させることにより出力経路のインピーダンスの変化の影響を受けることなくガウジング棒の運棒の技量に左右されずに、また、ガウジング棒の径や形状を変更したりガウジング棒の運棒を変化させたりすることなく母材の溝形状及び表面の滑らかさを容易に変化させることができる。
(もっと読む)
アーク溶接装置
【課題】 遠隔制御機と溶接電源との間の距離が長くなると接続線のインピーダンスが高くなり、起動信号等に外部からノイズが重畳して溶接電源が異常停止することがある。
【解決手段】 溶接電源、遠隔制御機、ワイヤ送給機及び溶接トーチを備えた装置において、遠隔制御機にインチングスイッチと溶接電源からの交流電圧の正又は負電圧をクランプする2つのクランプ回路と溶接電圧設定値及びワイヤ送給量設定値を電流に変換する2つの変換回路と2つの電流信号を交流電圧の正又は負の半周期ごとに出力する電流指令切換回路とを備え、溶接電源に交流電圧発生回路と交流電圧の正がクランプされると溶接電源等を起動する起動判別回路と負がクランプされるとワイヤ送給機を起動するインチング判別回路と電流指令切換信号を交流電圧の正の半周期のとき溶接電圧指令信号とし負の半周期のときワイヤ送給量指令信号とする指令信号生成回路とを備えたアーク溶接装置。
(もっと読む)
溶接アーク制御方法
【課題】溶接アーク制御により安定した入熱制御が可能で、高い溶接品質が確保できる溶接アーク制御方法を提供する。
【解決手段】溶接アークを制御する外部特性を外部からの指示で定電圧特性または定電流特性にパルス状に可変させ、変動するアーク電圧に応じて出力電流を変化させる。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】定常溶接状態に迅速に移行するとともに、良好な溶接ビードを形成することが可能な2電極アーク溶接のアークスタート制御方法を提供する。
【解決手段】GMAアーク溶接電圧Vwaを印加した状態で、スローダウン送給速度Fw1でワイヤWを溶接母材Pに対して接近させるステップと、ワイヤWを溶接母材Pに接触させた後に、アーク成長期送給速度Fw2でワイヤWを送給しつつ、GMAアーク6aが発生した後にGMAアーク溶接電圧Vwaを徐々に高くすることにより、GMAアーク6aの長さを徐々に長くするステップと、非消耗電極アーク溶接電圧Vwbによってプラズマアーク6bが発生した後に、送給速度Fwを定常送給速度Fw3とし、かつGMAアーク溶接電圧Vwaを定常溶接状態における電圧とすることにより、定常溶接を開始するステップと、を有する。
(もっと読む)
消耗電極交流アーク溶接電源の出力制御方法
【課題】消耗電極交流アーク溶接において溶接電源の外部特性を制御することによって溶接状態の安定性を向上させる。
【解決手段】電極プラス極性EPと電極マイナス極性ENとを交互に切り換えて溶接を行う消耗電極交流アーク溶接に用いる溶接電源の外部特性の傾斜Krを溶接条件に応じて制御する消耗電極交流アーク溶接電源の出力制御方法において、前記外部特性傾斜Krを、電極プラス極性EPのときは第1外部特性傾斜Kr1に設定し、電極マイナス極性ENのときは前記第1外部特性傾斜Kr1よりも大きな値の第2外部特性傾斜Kr2に設定し、これら第1及び第2外部特性傾斜は各々対応する極性における溶接状態が安定化するように設定される。
(もっと読む)
TIG溶接方法およびその装置
【課題】TIG溶接する際に、溶接アーク8の放射形状を制御することによって被接合部10間に間隙があっても溶融した金属溶湯9が互いに連続して接合できるTIG溶接方法およびその装置を提供する。
【解決手段】TIG溶接機2の負極が接続される溶接トーチ3の電極4と、正極が接続される被接合物5との間に発生する溶接アーク8の放射形状を、溶接アーク8と並ぶ位置に配置した永久磁石7により発生する一定磁界のローレンツ力によって偏向し、被接合部10の溶接線方向に所望のたまご形の放射面形状を得て、溶接線方向の入熱を増加させ、生じる金属溶湯に、偏向した溶接アーク8が有する運動量を溶接線方向に作用させて、溶接線方向に押付ける作用力を発生して2つの間隙を有して隣接する被接合部10の金属溶湯9を互いに連続させて接合する。
(もっと読む)
消耗電極アーク溶接の溶接終了制御方法
【課題】 消耗電極アーク溶接のアンチスティック制御時のスパッタ発生を抑制する。
【解決手段】 本発明は、消耗電極アーク溶接を行っているときに、溶接電源に溶接終了信号Onが入力されると送給モータは慣性によって減速して停止し、この慣性期間Tk中の予め定めた切換タイミングに溶接電流Iwをパルス電流に切り換えて通電して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、前記溶接終了信号Onが入力される以前の溶接中に短絡と短絡との間のアーク期間Taの平均値である平均アーク時間を算出し、この平均アーク時間に0.3〜0.7の範囲で所定の係数を乗じて切換遅延時間Tdを算出し、前記パルス電流への切換を、前記切換タイミングが経過した後にアーク期間か始めて前記切換遅延時間Tdに達した時点で行う。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】パルスアーク溶接の溶接電圧に重畳する異常電圧を除去する。
【解決手段】本発明は、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期とし、溶接電圧検出値を基準電圧波形からの変動範囲内に制限して溶接電圧制限値を算出し、この溶接電圧制限値に基づいてパルス周期を変化させて出力制御し、ピーク期間中の溶接電圧制限値を移動平均してピーク電圧移動平均値を算出し、ベース期間中の溶接電圧制限値を移動平均してベース電圧移動平均値を算出し、前記基準電圧波形をピーク電圧移動平均値及びベース電圧移動平均値によって設定するパルスアーク溶接のアーク長制御方法において、出力制御によってパルス周期Tfが短くなりベース期間がなくなったときは、ベース電圧移動平均値Vbrを各パルス周期Tfの終了時点での溶接電圧制限値Vefの移動平均値として算出する。
(もっと読む)
消耗電極式アーク溶接機。
【課題】 溶接電源内の出力経路に設けられたリアクトルのインダクタンスが大きな値のときでも、アークスタート性が良いこと。
【解決手段】 溶接電源内の出力経路に設けられたリアクトルを介して出力を消耗電極と被溶接物との間に供給する消耗電極式アーク溶接機において、スイッチング素子のソース側とダイオードのアノード側とを直列接続しリアクトルの入力端子にスイッチング素子のドレイン側を接続しリアクトルの出力端子にダイオードのカソード側を接続してなるアークスタート回路と、溶接開始信号が入力された時にスイッチング素子を導通し消耗電極と被溶接物との間に高電流のスタート電流を所定時間通電しスタート電流の通電が終了すると低電流の初期電流に移行し初期電流が通電している時にスイッチング素子を遮断するアークスタート制御回路とを具備したことを特徴とする消耗電極式アーク溶接機である。
(もっと読む)
プラズマ溶接ロボットシステム
【課題】タングステン電極の損傷を軽減することができるプラズマ溶接ロボットシステムを提供する。
【解決手段】プラズマ溶接トーチ12と、プラズマ溶接トーチを手首部先端に取り付けたマニピュレータ10と、マニピュレータへ動作指令信号を出力するロボット制御装置と、マニピュレータの近傍に設けられてプラズマ溶接トーチのアークを遮光する遮光板20とを備えたプラズマ溶接ロボットシステムにおいて、プラズマ溶接トーチの先端部が挿入されて、点弧しているパイロットアークをほぼ覆うように形成されて、遮光性及び不燃性を有する退避ボックス21を備え、ロボット制御装置がプラズマ溶接開始前又はプラズマ溶接終了後を判別して、かつ、パイロットアークが点弧中にプラズマ溶接トーチの先端部を退避ボックスへ挿入する退避指令信号を、マニピュレータへ出力するプラズマ溶接ロボットシステム。
(もっと読む)
エンジン駆動アーク溶接機
【課題】 溶接出力電流の脈動を回避し、良好な溶接を行う。
【解決手段】 エンジンによって駆動される溶接用発電機2と、前記溶接用発電機の交流出力を直流出力に整流し、溶接出力電流を制御する制御回路3とを備えたエンジン駆動アーク溶接機であって、前記エンジンの回転速度又は前記溶接用発電機の周波数を検知する周波数検知手段30を備え、前記周波数検知手段が検知した値が設定値未満である場合に、前記設定値を目標に前記溶接出力電流を抑制して前記エンジンの一定回転速度制御を行う。
(もっと読む)
消耗電極式アーク溶接方法におけるアークスタート方法
【課題】 確実なアークスタートを行うことが可能で、そのため溶接欠陥の発生を抑制して高品質な高速溶接を行うことが可能な消耗電極式アーク溶接方法におけるアークスタート方法を提供する。
【解決手段】 ワイヤの溶接チップからの突出し部分において、溶接チップに近い部分よりもワイヤ先端部を高温にしておく。ワイヤ先端部は、300℃以上、好ましくは450℃以上に予熱しておく。予熱用アークを発生させることで上記ワイヤ先端部の予熱を行う。予熱用アークは、溶接電流よりも低電流とし、予定溶接線の終端部近傍の位置において、スポット状に発生させる。
(もっと読む)
極性切換短絡アーク溶接方法
【課題】溶接ワイヤを定速で送給すると共に、短絡状態Tsとアーク状態Taとを繰り返す短絡アーク溶接にあって、予め定めた極性切換信号Saに応じて溶接電源の出力極性を溶接中に切り換えることによって電極プラス極性溶接と電極マイナス極性溶接とを切り換えて溶接を行う極性切換短絡アーク溶接方法において、短絡状態での極性切換を円滑にする。
【解決手段】本発明は、前記極性切換信号Saが変化した場合は、その変化時点t1から次の短絡が発生する(t2)までは溶接電流iの低下又は溶接電圧vの低下又はワイヤ送給速度Wfの高速化を行うことによって短絡の発生を早期に誘発し、短絡が発生したときは所定期間Tiの間溶接電流iを低い値に維持した後に溶接電源の出力極性を切り換え、その後に溶接電流iを増加させて短絡状態を解除に導く極性切換短絡アーク溶接方法である。
(もっと読む)
溶接方法および溶接用電源装置
【課題】パルスTIG溶接で母材に方形波交流でアークスタートさせて溶接を行うときの溶接欠陥を軽減する溶接方法及び溶接用電源装置を安価に提供する。
【解決手段】アーク中断から再スタートまでの時間が閾値を越えたときは、アークスタート時の極性が逆極性でスタート、閾値を越えないときは正極性でスタートする方形波交流アーク溶接方法。交流アークの中断からの時間が閾値を超えるか、超えないかによって正極スタートと、逆極スタートを切替える手段を具備する溶接用電源装置。
(もっと読む)
1 - 20 / 21
[ Back to top ]