
Fターム[4F202CB13]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 表面材との一体化 (522)
Fターム[4F202CB13]の下位に属するFターム
部分的に覆う表面材の一体化 (72)
Fターム[4F202CB13]に分類される特許
1 - 20 / 450
成形用機器
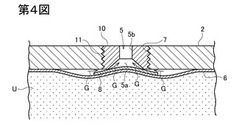
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
発泡成形体の製造方法

【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
合成樹脂製中空曲管の製造方法
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
成形構造体のリブ構造
【課題】成形構造体の補強のため、その表面に樹脂の射出成形によってリブが一体成形されて成る成形構造体のリブ構造において、リブの射出成形時に欠肉が生じる可能性のある部位を、リブの構造上、補強機能に影響しない部位に位置させることにより、欠肉が生じてもリブの補強機能が損なわれないようにする。
【解決手段】リブ22は、その両側部の基部221、222が横方向に延びており、その中央側端部で基部221が上方向に屈曲されて第1屈曲部223を成し、基部222が下方向に屈曲されて第1屈曲部224を成している。更に、各第1屈曲部223、224の各端部が共に中央側に横方向に再度屈曲されて第2屈曲部225、226が形成されている。そのため、第2屈曲部225、226同士は縦方向で互いに重なるようにされている。各第2屈曲部225、226の端部で、射出成形時の欠肉が生じても、その位置はリブの補強機能に影響しない位置となる。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法
【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
成形装置及び成形方法
【課題】外枠に対する合成樹脂部の射出成形時に、成形圧力により外枠の外側が変形することを抑制することができる成形装置及び成形方法を提供する。
【解決手段】開閉可能な第1型21及び第2型22を備える。第1型21内には金属製の外枠12をセットするための凹部23を形成する。第2型22には外枠12内に合成樹脂を注入するためのゲートを設ける。第1型21と第2型22とのいずれか一方には、型締め時に外枠12の外周を押さえ可能な押さえ部材25を、押さえ位置P1と、その押さえ位置P1から退避する退避位置P2とに移動可能に設ける。
(もっと読む)
フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型
【課題】フィルムの端部の成形品内部への巻き込みを抑制し、かつユーザから見える成形品表面部分にウエルドラインが生じないようにした、フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型を提供する。
【解決手段】金属、木目等の材質や色調が印刷されたフィルム100を固定型2の成形面にセットする工程と、前記フィルムがセットされた固定型に対して、移動型3を移動させ、型締めする工程と、前記型締めを行った後、前記フィルムの溶融樹脂流入側の端部100aを、上面に溶融樹脂が流入する流入口が形成されたフィルム押え手段10で押える工程と、前記フィルム押え手段10により、前記フィルムの溶融樹脂流入側の端部100aを押えながら、ゲートから溶融樹脂を射出し、成形する工程と、を備える。
(もっと読む)
ロール金型の製造方法及び光学シートの製造方法
【課題】光学シートを形成するロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成型するための環状突起22と溝23とを交互に有するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凸部13に対応する溝を被加工層に形成する切削工程を含み、該切削工程は、溝が完成後の開口部形状を有するように溝の開口部側の一部を切削する第1切削工程と、該第1切削工程によって開口部側の一部が切削された溝であって、該溝の両側の溝に対しても第1切削工程が行われているについて、目的の深さまで切削する、第2切削工程とを含んでいることを特徴とする。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】ベースプレート61およびチャックプレート62でシート100を把持したままの状態で、入れ子27をベース26に対して凹型13側に突出させ、シート100のインク層101に成形体150の外周角部150Sを食い込ませることによって、インク層101を成形体150の外周形状に沿って破断する。その後、シート100を剥離することで、インク層101によって形成されたパターンを成形体150に転写する。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】上部把持部のベースプレート61およびチャックプレート62と、下部把持部のベースプレート71およびチャックプレート72を、それぞれ独立して型開閉方向に移動可能とした。シート100を成形体150から剥離させるときには、下部把持部を凸型12側に位置させたまま、上部把持部のみを凸型12から凹型13側に離間させるようにした。これにより、シート100は、シート100の上面側に位置するチャックプレート72により押さえられたまま、シート100の下面側に位置するチャックプレート62により引き上げられる。その結果、インク層101は、チャックプレート62の位置を始端とし、チャックプレート72の位置を終端とする方向に、成形体150に密着した部分A1の外形形状に沿って破断される。
(もっと読む)
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止することのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1は、箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する成形面に対して、表面に所定の情報が印刷されたラベル11を設置するとともに、当該ラベル11を、成形面において枠状に形成されたスリット26を介して吸引装置で吸引保持してから、キャビティ25に対して溶融樹脂を充填し、固化させることで形成される。また、箱型容器1の成形に際して、ラベル11は、その外周側の部位がスリット26から外周側へ2.0mm程度はみ出すようにして設置される。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
金型装置
【課題】キャビティに設置されたラベルをより好適に吸着することのできる金型装置を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部の外面を成形する金型24には凹部が形成されるとともに、凹部に嵌入される入れ子41が設けられている。凹部の底面には吸引装置と連通する連通孔33が形成されるとともに、凹部に入れ子41を嵌入させることで、入れ子41の成形面と、凹部32の開口周縁部との間に連通孔33と連通するスリット26が形成される。そして、ラベル11をスリットに重ねるようにして設置するとともに、キャビティ25に対して溶融樹脂を充填し、固化させることで、ラベル11が長辺側側壁部の外面に露出した箱型容器1が形成される。また、入れ子41には、その成形面以外の部位において、成形面にかからないように溝部46が形成されている。
(もっと読む)
貼り合わせブロー成形体及びその製造方法
【課題】一方の壁から他方の壁に達する補強用リブが形成された2重壁ブロー成形体の前記一方の壁の表面に表皮シートを貼り合わせた貼り合わせブロー成形体において、表皮シートがブロー成形体の表面に均一に広がり、かつブロー成形体が表皮シートの間から露出しないようにして、外観性を改善する。
【解決手段】補強用リブが内側に溝を有する凹状リブ15であり、凹状リブ15は長さ方向に沿って交互に形成された第1リブ17と第2リブ18からなる。第1リブ17の先端は壁14の内側に溶着している。表皮シート12は、凹状リブ15の溝(第1リブ17の溝23,第2リブ18の溝27)内に入り込み、溝の両壁に貼り合わされている。表皮シート12は、第1リブ17の溝23の箇所では溝23の長さ方向に沿って切れ目32が形成されている。第2リブ18の溝27の箇所では表皮シート12に切れ目29がなくつながっている。
(もっと読む)
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する長側面成形部31には、キャビティ25を画定する成形面において収容凹部32が形成されるとともに、収容凹部32に嵌入される移動ブロック41が設けられている。移動ブロック41には、キャビティ25の空気を吸引可能とし、移動ブロック41の成形面にラベル11を吸着させるためのスリット35が形成されている。また、移動ブロック41は、当該移動ブロック41の成形面に吸着されたラベル11の全体が前記収容凹部32の内側に位置する退避位置と、移動ブロック41の成形面に吸着されたラベル11の全体が収容凹部32の外側に位置する成形位置との間を変位可能に構成されている。
(もっと読む)
車両用シートパッドの製造方法
【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
射出成形用金型
【課題】加工も容易で、製作に余分な手間もかからず、低コストで射出成形用金型を得ることができ、また清掃も容易に行えるようにする。
【解決手段】キャビティ空間30の外周に、凹部13を周方向に沿って設けることによってエアベント14を構成し、溶融樹脂Pの最終充填位置やウェルドライン発生位置に関係なく、キャビティ空間30の空気やガスを確実に型外に排出する。凹部13を同一形状に設けることで、パーティング面12での溶融樹脂Pの圧力が、絵付フィルムFに対して周方向に均一に掛かるようにした。
(もっと読む)
1 - 20 / 450
[ Back to top ]