
Fターム[4F208LH07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 加熱、予熱 (345) | 不均一加熱、部分加熱 (35)
Fターム[4F208LH07]に分類される特許
1 - 20 / 35
発泡樹脂成形品
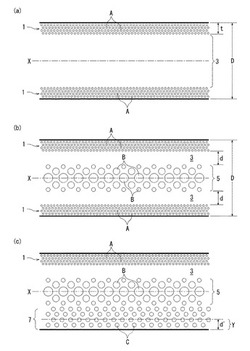
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法

【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
容器
【課題】インジェクション成形を含む成形手段により形成することができる軽量な容器を提供することにある。
【解決手段】本発明の容器1では、底部2と、該底部に続く側壁部3と、該側壁部に続く開口部4とを有し、少なくともインジェクション成形を含む成形手段により形成された容器であって、側壁部は、肉厚が0.05mm〜0.4mmとなるように形成されている。このような構成によれば、側壁部を従来の0.5mm〜0.9mmから大幅に薄肉化することができるので、容器の大幅な軽量化を図ることができる。さらに、側壁部を延伸ブロー成形により2次元に広げているので、側壁部の強度を向上させることができる。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。  (もっと読む)
(もっと読む)
伸縮性筒状部分を備えた容器蓋の製造方法および製造装置
【課題】電子レンジ調理用容器の容器蓋の一部分に伸縮性筒状部を一体成形するのに適した容器蓋の製造方法を提案すること。
【解決手段】伸縮性筒状部分9となる筒状部分47以外の部位が最終成形品の容器蓋3と同一形状の一次成形品40を熱可塑性樹脂から成形する。容器蓋3の部位としてそのまま残る一次成形品40における蓋天板部41、口部フランジ43を、両側から機械的に挟むと共に両側から熱的に遮断した熱変形防止状態にし、この状態で筒状部分47のみを加熱する。加熱後の筒状部分47を二軸方向に延伸して蛇腹状の伸縮性筒状部分9を成形する。熱変形、熱劣化を引き起こすことなく伸縮性筒状部分9が一体形成された容器蓋3を得ることができる。
(もっと読む)
乳酸系ポリマー組成物からボトルを製造する方法
【課題】射出二軸延伸ブロー成型加工性に優れた乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトルを提供すること。
【解決手段】 乳酸系ポリマー(A)100重量部に対し結晶核剤としてケイ酸(SiO2)成分を30%以上含む結晶性の無機化合物(B)0.1〜10重量部を含有する乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトル。さらに該乳酸系ポリマー組成物をマスターバッチ方法で製造する方法及びマスターバッチが提供される。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
インサート部品溶着成形方法
【課題】 インサート部品の厚み方向周縁部に未溶着部分が発生することなく、ブロー成形体にインサート部品が確実に溶着するインサート部品溶着成形方法を提供する。
【解決手段】 金型7内にセットしたインサート部品3にブロー成形体を溶着するインサート部品溶着成形方法であって、金型7の成形面7aをインサート部品3の被溶着部の表面6dより高くして、インサート部品3の厚み方向周縁部6bの全面とブロー成形体のパリソン11とを隙間なく溶着状態にする。パリソン11とインサート部品3の厚み方向周縁部6bとの溶着部近傍に、金型7の成形面7aの一部となる高熱伝導材製の予熱板8を配設すると共に、この予熱板8と金型7との間に断熱板9を設けた。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
合成樹脂製カップ状容器及びその熱結晶化処理方法
【課題】 本発明は、フランジ部分近傍を熱結晶化処理した合成樹脂製カップ状容器及びその熱結晶化処理方法に関し、フランジ部分近傍と云う限定的な部位の加熱を可能にすることを技術的課題とし、優れた耐熱性を有するカップ状容器を提供することを目的とする。
【解決手段】 本発明の熱結晶化処理方法は、フランジの下方部分に突条リブを周設したカップ状容器、若しくはプリフォームに支持治具の上端部に配設される嵌合筒部を、上端面が突条リブの下端面に当接するように下方から外嵌し、フランジ部近傍をフランジの外周面側から赤外線ヒータにより加熱すると云う方法であり、本発明のカップ状容器は、フランジの下方、胴部の上端部の所定高さ位置に幅が0.5〜1.5mmの範囲の突条リブを周設しこの突条リブの上端基部から、フランジを含む上方の部分が熱結晶化処理されている構成とするものである。
(もっと読む)
ダクトの製造方法
【課題】ダクト端部と胴体部とが略等しい、または、胴体部の方が大きい断面積を有する内側ダクトにおいて、肉厚が薄く、且つ、強度の高い内側ダクトを製造できる方法を提供する。
【解決手段】内側ダクトは、PETまたはPEN等の熱可塑性材料から延伸ブロー成形により製造される。具体的には、両端の大径部20aより中央部20bの方が断面積が小さく括れた筒形状のプリフォーム20を成形し、その成形されたプリフォーム20を加熱した後、プリフォーム20の内部に高圧ガスを吹き込んで製造される。延伸ブロー工程では、プリフォーム20を成形した段階で括れている中央部20bの断面積が大径部20aの断面積と略同一になるまで径方向に延伸ブロー成形される。この製造方法によれば、肉厚が薄く、強度の高い内側ダクトを製造でき、且つ、成形品に有底部が生じないので、有底部を切断するための後加工は不要であり、廃材が発生することもない。
(もっと読む)
二重構成要素容器および作製プロセス
二重構成要素容器(16)は、液体のための区画(40)と、容器外部に開口し区画から隔てられた細長い内向きに向けられた凹部(36)とを含む。容器は、型空洞の中へ長手方向に突き出された形状作製機構を一体化する型を用いて、ブロー成形によって形成される。形状作製機構は、熱可塑性プリフォームが膨張されて型空洞壁および形状作製機構に接触するとき、膨張されたプリフォームの一部分が経路にわたり経路と一緒になって、加圧空気を受け入れて形状作製機構からの膨張されたプリフォームの分離を容易にする通路を提供するような経路幅を有する、長手方向の経路の配列を一体化する。膨張されたプリフォームの同じ一部分が、経路の中に突起し、摩擦で二次的構成要素を保持する際に補助する凹部に沿って長手方向のリブ(44)を形成する。  (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化に基づく成形品物性の低下を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に関しては、第2可動型23を介してブロー成形体41の延伸される部分付近の溶融発泡性樹脂70を積極的に冷却することによりスキン層85を形成し、そのスキン層85と延伸される部分44の両方をもって表層部86とする。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
成形可能な製品の製造方法及び製造装置
本明細書に記載する教示内容は処理前に材料の部分を選択的に加熱するための方法及びシステムを提供する。これは材料内に加熱放射に対して感受性の成分及びそれほど感受性ではない他の成分を包含させることによるか、又は処理するべき材料の部分のみに加熱エネルギーを指向させることにより達成される。このような選択的加熱は材料を流動性又は他の処理可能な状態にするために必要な時間及びエネルギーを低減し、そして冷却時間を低減する。ターゲティングされた、方向付け可能な加熱システムも提供する。 (もっと読む)
プリフォーム加熱装置
【課題】量産ラインに近い条件でプリフォームの加熱条件を検討する。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。  (もっと読む)
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を熱可塑性樹脂で射出成形する。その際、第1部分の開口端面12aからシール用筒状部77を一体に延設する。次いで、第3部分14とシール用筒状部77を加熱装置Bで加熱してから、第3部分14をブロー成形する。その際、パリソン15を支持させた支持体16に対してブロー外型51を型締めすることにより、支持体16とブロー外型51との間で、軟化したシール用筒状部77を圧潰させて支持体とブロー外型との隙間T2をシールし、その状態で第3部分14の内側に気体を噴射してブロー成形を行う。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15には、第1部分12に周方向に延びるシール用突条77a,bを設けておき、ブロー工程において、パリソン15の内周側を支持体16により支持させて外側からブロー外型51を型締めすることにより、ブロー外型51と支持体16の第1嵌合部20との間でシール用突条77a,bを圧縮させてシールする。
(もっと読む)
1 - 20 / 35
[ Back to top ]