
Fターム[4L054AA01]の内容
Fターム[4L054AA01]に分類される特許
21 - 40 / 405
編目抑止杆を備える横編機およびその編成方法
【課題】 編目抑止杆を作用させる際に、作用側の端部で係止する編目を、切れ難くすることが可能な、編目抑止杆を備える横編機およびその編成方法を提供する。
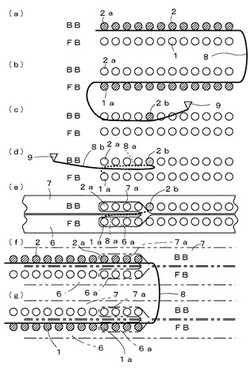
【解決手段】 (c)に示すように、前針床の端部編針1aでの編目編成に続き、後針床の一目編成編針2bに、独立した一目の編目を編成し、渡り糸8aで繋げておく。(e)に示すように、左方から編目抑止杆6,7を作用させると、作用側の端部編針1a,2aに係止される編目に突っ張りが生じて負荷が大きくなるけれども、端部編針1aで係止する編目へは、編糸が独立した編目から供給され、負荷が緩和される。後針床の端部編針2aで係止する編目は、端部編針1aが係止する編目に対しては旧ループとなる編目に繋がっているので、併せて負荷も緩和される。
(もっと読む)
丸編機における糸案内装置

【課題】編機が稼働中に編糸の強い張力によって、ヤーンキャリアが通常の給糸位置から外れるのを防止する。
【解決手段】丸編機における糸案内装置において、ヤーンキャリア7の給糸口71に対して、編糸により前記ヤーンキャリアを跳ね上げようと作用する力以上の作用力が生じるように、給糸口から前記軸部17の距離とほぼ同等で、軸部を中心に対面した位置に、ヤーンガイド20のガイド穴21を設ける。軸部の中央部に、ヤーンキャリアリング10を取り囲むような状態でヤーンガイドをヤーンキャリア13と共に取り付けるのが好ましい。
(もっと読む)
ニットデザイン方法および装置
【課題】 増し編みの付加を容易に行い、増し編みを付加した状態でのデザインが崩れないようにすることが可能な、ニットデザイン方法および装置を提供する。
【解決手段】 (a)で編目画像1のうち、ガーター編みの指定エリア2は、たとえば端から10目となる一定の編幅で設定する。(b)で開始位置4fを設定して、指定エリア2をコース方向にスライドさせて、単純な形状の対象エリア2aに変形する。(c)で、(a)の外縁1aの長さ1cとウエール方向の長さ1dとの差異に基づき、差異によって生じる歪みを減少させるように増し編み5を付加した対象エリア2bで、開始位置4fから柄4を展開する。柄4を展開した対象エリア2bを基底エリア3に接続するように戻すので、ガーター柄などの柄4のデザインを崩さないようにすることができる。
(もっと読む)
編地の編成方法と、編地、及びデザインシステム
【構成】
編地の編幅に比例して編目サイズがウエール方向に沿って連続的に変化するように、大きなループ長で太い編糸からなる大きなサイズの編目のコースと、小さなループ長で細い編糸からなる小さなサイズの編目のコースとを編成する。
【効果】
パターンの外形に従って編幅が徐々に変わり、しかも編目の増減が少なく、かつ各編目がほぼ同じ見栄えを持つ、編地を編成できる。
(もっと読む)
踵付き靴下の編成方法、および踵付き靴下
【課題】着用者の足の形状に沿った踵付き靴下で、かつその長さ方向に十分な伸縮性を有する踵付き靴下の編成方法を提供する。
【解決手段】甲側編地部1と踵側編地部2との境界部分である踵付き靴下10の一方の靴下側端部3を編成する(工程α)。靴下側端部3を始端にして、踵付き靴下10のつま先部分12となる側で折り返される折り返し編成を行なって、甲側編地部1と踵側編地部2を順次編成する(工程β)。工程βで編成した甲側編地部1と踵側編地部2とを踵付き靴下10の他方の靴下側端部4で接合する。工程βの甲側編地部1の編成では踵付き靴下10の幅方向の中心までは減らしを行い、中心から後では増やしを行なう。工程βの踵側編地部2では踵付き靴下の中心までは増やしを行い、中心から後では減らしを行なう。また、甲側編地部2のうち踵相当部分13は、その他の部分より編成コース数を多くする。
(もっと読む)
筒状編地およびその編成方法
【課題】 襠を設けて、着用時に十分な余裕がある筒状編地およびその編成方法を提供する。
【解決手段】 手袋1で、隣接する薬指袋2と中指袋3間などの指袋間、および人差指袋4と二本胴7間などの指袋と胴4との間の指股部分には、襠13,14,15,16がそれぞれ設けられる。襠13,14,15,16は、複数のコースに渡って、指袋や胴の編目が重複する範囲に形成されている。このように指股部分に形成した襠13,14,15,16は、引返し編みなどを行っておらず、減らし処理で襠形成を行っている。指股部分に襠13,14,15,16を設ける手袋1では、指袋や胴などの部分的な筒状編地間に、十分な余裕があって、手にフィットさせることができる。
(もっと読む)
横編機
【課題】 簡単な構成で、帯電した弾性糸から静電気を除去することが可能な、横編機を提供する。
【解決手段】 横編機1では、糸張力付加置8と空気流形成装置9との間に臨むように、放電用電極30が支柱1aに取付けて設けられる。糸張力付加装置8で糸張力を付加するため、弾性糸5が空気流形成装置9側に戻されるときに、弾性糸5が帯電しても、静電気は弾性糸5と放電用電極30との間のコロナ放電で除去される。弾性糸5は、除電されるので、支柱1aなどの周囲の金属部分にまとわりついたり、引っ掛かることはなく、弾性糸5を糸張力付加装置8に、送り込む際の無用の抵抗などを避けることができる。
(もっと読む)
横編機
【構成】
横編機は、一対の針床の針を操作するキャリッジを、針床の長手方向に沿ってサーボモータにより移動させる。横編機は、サーボモータが備える複数個の巻線を、スイッチと抵抗とを介して短絡するダイナミックブレーキと、サーボモータの励磁がオフした際に、横編機の機構の状態に基づいて、キャリッジの移動の可否を判断し、キャリッジの移動の可否に従って、ダイナミックブレーキをオンまたはオフするコントローラとを備えている。
【効果】
糸切れ等が生じた際に、サーボモータを停止させ、手動でキャリッジを移動させることができる。また横編機の部材に損傷が生じる、編地が傷む等の場合は、ダイナミックブレーキをオンするので、部材の損傷、編地の傷み等が生じない。
(もっと読む)
ニットデザイン装置
【構成】
・ 横編機のキャリッジの進行方向前方のカムシステムでインターシャ柄の境界に対して進行方向後方の第1の編地を編成し、進行方向後方のカムシステムで境界に対して進行方向前方の第2の編地を編成するコースで、
・ 第1の編地の端の編目で、直前に編成したコースに比べ、進行方向前方へ突出する編目を、ニットデザイン装置は第1の編目として編成データから検出する。第1の編目を検出すると、第1の編目に対して1コース下に位置する、第2の編地の第2の編目をミスに置き換える。
【効果】
インターシャ柄の境界部での編糸の引っ掛けを、編成効率を低下させずに防止できる。
(もっと読む)
横編機
【課題】 簡単な構成で、主糸および添糸を使用するプレーティング編成と、主糸を休止させて添糸の給糸のみの編成とを行うことが可能な横編機を提供する。
【解決手段】 歯口3を挟んで対向する一対の針床2に沿って設けられる同一の糸道トラック5上に、二つの給糸キャリア9として、主糸用キャリアと添糸用キャリア9Bとをそれぞれ有する。制御杆11は、給糸キャリア9に臨む連行ピン12の先端12aが給糸キャリア9に設ける係合凹部9bに対して出没するように制御する。制御される給糸キャリア9を主糸用キャリアとすることによって、主糸用キャリアを連行してプレーティング編成を行う状態と、主糸用キャリアを休止さて添糸用キャリア9Bのみを使用して編成を行う状態とを切替えることができる。
(もっと読む)
編地引下げ装置
【課題】 サブローラの回転と開閉とに共通のモータを使用しても、伝動軸の回転の頻度を減らして、編糸が巻付くおそれを低減させることが可能な編地引下げ装置を提供する。
【解決手段】 伝動軸13の右側方には、共通の軸線13aを有して、サブローラ5を回転させる駆動力を受ける駆動歯車14が設けられる。駆動歯車14に噛合し、逆方向に回転する逆駆動歯車15も設けられる。駆動歯車14および逆駆動歯車15のブラケット7側に設けられる駆動プーリ17,18からはベルト19,20がサブローラ5,6の端部に架け渡される。ベルト19,20を軸線方向に関して同一の片側に設けるので、設置に必要なスペースを低減することができる。駆動歯車14の軸に内蔵されるワンウェイクラッチ30は、伝動軸13へ、サブローラ5,6間を開く方向の回転のみを伝動するので、伝動軸13の回転の頻度を減らして、編糸が巻付くおそれを低減させることができる。
(もっと読む)
編機
【課題】挿入部材例えば編針を持つ編機において挿入部材の駆動バットが針床に沈下している時、長手方向における挿入部材の運動が確実に阻止されるか又は少なくとも限定されるようにする。
【解決手段】 編機の少なくとも1つの針床(100)の針溝(10)内に、駆動バット(13)を持つ挿入部材(1)例えば編針が長手方向移動可能に設けられ、挿入部材(1)に少なくとも1つのストッパ面(14)が形成され、駆動バット(13)が針床(100)へ沈下する際、ストッパ面(14)が拘束面(101)に当接する。
(もっと読む)
横編機、およびその編地生産方法
【課題】 自動編成を停止させないでもガーメント間で編糸を切替えることができ、多品種小ロットの連続生産でも稼働率を低下させないことが可能な横編機、およびその生産方法を提供する。
【解決手段】 制御装置22は、メモリ21に記憶されている品種毎の編成用データに従って、編成すべきロットの数だけの編地製品14a,14b,14cのガーメントを編成しながら、編糸3a,3b,3cを切替える情報に従って、編糸切替装置4で編糸3a,3b,3cを切替える制御を行う。編糸3a,3b,3cは、先行する品種のガーメントをロット数だけ編成してから切替え、後続の品種の最初のガーメントを編成するので、ガーメント間での切替えが可能となる。給糸口9を切替える編成用データを用意しなくても、ガーメント間での編糸切替えを伴う自動編成を、横編機1を停止させることなく、継続して行うことができる。
(もっと読む)
横編機
【課題】従来よりも更に編成効率を向上させることができる横編機を提供する。
【解決手段】両ハーフプレッサ7,8が、カムシステム200の中心線から離れた位置にある外側分割プレッサ(7A,8A)と、中心線から近い位置にある内側分割プレッサ(7B,8B)とに二分割されており、各分割プレッサ7A,7B,8A,8Bはそれぞれ独立して作用状態(選択用バット31に作用する状態)と不作用状態(選択用バット31に作用しない状態)に切り替え可能に構成されている。そして、外側分割プレッサ7Aが不作用状態となることで、内側分割プレッサ7Bにより選択用バット31が針溝内に沈み込まされる位置をカムシステム200の中心線側にシフトさせるように構成されている。
(もっと読む)
編機
【課題】編針が構造的に簡単に動作位置と不動作位置との間で可動かつ好都合な力条件で駆動可能であり、編針の長手方向に幅の狭い針床を設けることができるようにする。
【解決手段】編機の針床100に設けられる編針10が、後端部に駆動バット4を持ち、この駆動バット4が針床100へ沈下可能であり、かつ針床の上へ持上げ可能であり、編針10が針底面NBを持ち、編針10のどの部分もこの針底面NBから突出していない。
(もっと読む)
横編機の複合針
【課題】 タングを二枚のブレードで形成するスライダーを針本体に対して後退させるクリア時に、タングをスライダー溝に沈めるための案内を確実に行わせることが可能な、横編機の複合針を提供する。
【解決手段】 (b)に示すクリア時には、後部16cがカム12eで押上げられ、揺動部材16が下揺動関節16aと基体15の上揺動関節15cとの係合部を支点として揺動する。ブレード14は下降し、タング14aはスライダー溝12c内に沈められ、編目は針幹12bに沿って円滑に後退することができる。カム12eは、スライダー溝12cよりも後方に設けられるので、スライダー溝12cを形成する加工の影響を受けないで、針本体12と同等の幅で形成することができる。カム12eが作用する揺動部材16を、ブレード14よりも厚くすることもできるので、タング14aをスライダー溝12cに沈めるための押上げを確実に行わせることができる。
(もっと読む)
横編機の選針装置
【課題】 セレクタレイジングカムの出没パターンが固定されずに、多様化や自由度を高めることが可能な、横編機の選針装置を提供する。
【解決手段】 カムシステム11Bに設ける選針装置1Bは、制御バー5Bのカム板10に対する移動で、両側のセレクタレイジングカム2A,2Bを、キャリッジの走行方向の先行側で針床側に突出し、後行側で没入する方向に切換える。ロック機構6で、両側のセレクタレイジングカム2A,2Bが没の状態を継続するように制御バー5Bのカム板10に対する移動をロックすることができる。セレクタレイジングカム2A,2Bを固定される出没パターンに従って出没させないので、使用するカムシステムの組合せを変えることなどで、多様な編成の要求に対応させることができる。
(もっと読む)
横編機の複合針
【課題】 スライダーのタングが針本体のフックを越えて歯口に進出する場合に、案内を受けるカムへの掛り代を充分に確保することが可能な、横編機の複合針を提供する。
【解決手段】 スライダー13の基体15の後方アーム15cは、後部に段差15dが設けられ、段差15dの後側でニードルジャック6の分岐アーム6dとの隙間が大きくなる。タング4aがフック2aを越えて歯口14に進出すると、分岐アーム6dと段差15dの後側のみが対向するようになる。ニードルジャック6が針溝10内に沈められても、分岐アーム6dに段差15dの後側で大きな隙間Sを挟んで対向する後方アーム15cは沈みにくくなり、バット15bの沈む量を減少させ、カムへの掛り代を充分に確保することができる。
(もっと読む)
立体編地とその編成方法及びサポーター
【構成】
立体編地は外層編地と内層編地とを備え、外層編地と内層編地とが連結糸で連結されて、外層編地と内層編地とが連結糸により隔てられた凸状部分と、外層編地と内層編地とが隙間無しに密着した凹状部分とが交互に繰り返し、かつ無縫製である。
【効果】
無縫製で編成され、クッション性に富み、かつ曲げやすい立体編地が得られ、サポーター等に適している。
(もっと読む)
複数の処理段階において編成データにより記述される編物柄の作成方法
【課題】編物柄の改善された作成方法を提案する。
【解決手段】複数の処理段階において編成データにより記述される編物柄(10)の作成方法であって、少なくとも開始処理段階(1)に続く追従処理段階(2,3)において、又は開始処理段階(1)から追従処理段階(2,3)へ移行の際、又は1つの追従処理段階(2,3)から他の追従処理段階(2,3)への移行の際、編物柄(10)の編成データの変更が行われるものにおいて、編成データの変更の際、編物柄(10)において変更が行われた位置(16)が特に自動的にマークされる。
(もっと読む)
21 - 40 / 405
[ Back to top ]