
Fターム[5G059AA08]の内容
Fターム[5G059AA08]に分類される特許
1 - 20 / 69
点火プラグ
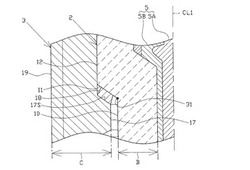
【課題】小径化された点火プラグにおいて、脚長部及びテーパ部の境界における絶縁体の割れをより確実に防止し、優れた耐久性を実現する。
【解決手段】点火プラグ1は、絶縁碍子2と、主体金具3とを備える。絶縁碍子2は、先端部に位置する脚長部10と、脚長部10の後端から後端側に延び、後端側に向けて拡径するテーパ部11とを具備する。主体金具3は、径方向内側に突出し、テーパ部11が係止される係止面17Sを有する段部17と、段部17の外周側に位置する雄ねじ部19と
を具備し、雄ねじ部19のねじ径がM12以下とされる。脚長部10とテーパ部11との境界を通り軸線CL1と直交する断面における、絶縁碍子2の断面積をB(mm2)とし、係止面17Sの先端を通り軸線CL1と直交する断面における、主体金具3の断面積をC(mm2)としたとき、2.80≦C/B≦3.50を満たす。
(もっと読む)
点火システム

【課題】電流投入部を有し、点火プラグへの電流の投入経路が1つとされた点火システムにおいて、生産コストの低減等を図りつつ、優れた着火性を実現する。
【解決手段】点火システム101は、軸孔4を有する絶縁碍子2、中心電極5、接地電極27、及び、キャビティ部28を備え、両電極5,27間に間隙29が形成された点火プラグ1と、点火プラグ1に接続される1つの点火コイル45を備え、間隙29に電流を投入する電流投入部41とを有する。接地電極27は貫通孔27Hを有し、貫通孔27Hの内周面は、軸孔4の開口よりも外周側に位置している。点火プラグ1に電流が投入される経路は1つとされ、点火プラグ1には、点火コイル45からの出力電流に基づく電流のみが投入される。電流投入部41は、点火プラグ1の取付けられた内燃機関ENにおける1回の燃焼行程において、間隙29に複数回の電流を投入する。
(もっと読む)
アンダーカットを有する絶縁体を備えた点火プラグ
【課題】絶縁体に対する負荷を低減した内燃機関用の点火プラグを提供する。
【解決手段】一端に中心電極チップ28を有し、他端に近接した端子を有する細長い中心電極と、中心電極を実質的に取り囲む絶縁体14であって、絶縁体14の外面に形成されたチャンネルを有する絶縁体14と、絶縁体14を取り囲む外側シェル16であって、留めナット部分および留めナット部分から延在する遠位末端を有し、外側シェル16の遠位末端が、外側シェル16のチャンネルに収容されて、これと係合するように位置合わせされる外側シェル16とを有する。
(もっと読む)
点火部品
【課題】中心電極を覆う絶縁碍子の絶縁破壊が生じ難い内燃機関用の点火部品を提供する。
【解決手段】中心電極30と、中心電極30の外周に配設された絶縁碍子32と、を備え、絶縁碍子32が、内燃機関シリンダーヘッド20のプラグ挿入孔21に非螺合状態で挿入される挿入部分となる大径部33と、この大径部33よりも外径の小さい小径部34とを有する異径の柱状体からなり、絶縁碍子32の大径部33が、内燃機関シリンダーヘッド20のプラグ挿入孔21に挿入され、絶縁碍子32の大径部33と小径部34との段差部分35が内燃機関シリンダーヘッド20側に押圧されて固定されることにより内燃機関シリンダーヘッド20に装着される点火部品100。
(もっと読む)
スパークプラグ及びその製造方法
【課題】接地電極の耐折損性を飛躍的に向上させる。
【解決手段】スパークプラグ1は、軸線CL1方向に貫通する軸孔4を有する絶縁碍子2と、軸孔4の先端側に挿設された中心電極5と、絶縁碍子2の外周に設けられた主体金具3と、主体金具3の先端部に配置された接地電極27とを備える。接地電極27は、自身の屈曲部27Cにて中心電極5側へと屈曲されている。屈曲部27Cのうち接地電極27の背面27b及び両側面27s1,27s2の少なくとも一部に接地電極27の長手方向に延びる凹部29が形成されており、接地電極27の中心軸と直交する断面において、凹部29の底部29bの硬度が、接地電極27のうち中心電極5側に位置する面の中央部分の硬度よりも大きくされる。
(もっと読む)
高周波プラズマ点火装置
【課題】小型で、効果的に高周波の供給と高電圧の印加とによって内燃機関の点火を行う高周波プラズマ点火装置を提供する。
【解決手段】
点火プラグ1を、同軸ケーブルの中心導体100と中心電極110とを接続すると共に外側導体102とハウジング116とを接地状態とする同軸ケーブル結合部10と、中心電極110と内側絶縁体113と外側絶縁体115と接地外側導体114とを設けたプラグ内同軸構造部11と、中心導体アンテナ部123と中心導体基底部122と高周波RFの波長の1/4の長さLの非接地外側導体125とによって同軸共振管とすると共に、中心電極110と中心導体アンテナ部123とを中心導体基底部122から高さΔLの位置に設けた高エネルギ入力部120で結合すると共に、接地電極129、130を中心導体アンテナ部123の先端に所定の放電間隙SPGを設けて対向せしめた同軸点火部12とによって構成する。
(もっと読む)
スパークプラグ
【課題】スパークプラグが小径化された場合であっても、主体金具の加締部によって絶縁碍子を強固に保持可能な技術を提供する。
【解決手段】スパークプラグ100は、先端側から後端側に向けて縮径するテーパ状の後端側段部15を有する絶縁碍子10と、後端側段部15を後端側から加締める加締部53を有する主体金具50と、を備える。このスパークプラグ100は、スパークプラグ100を軸線と直交する平面に投影したとき後端側段部15の外縁と加締部53の内縁とで囲まれる部分の面積Sが5mm2以上25mm2以下であり、後端側段部15のテーパ状の面と、軸線に垂直な平面とがなす角度θ1が、20°以上60°以下であり、加締部53の基部の先端から、加締部53の内面と後端側段部15とが接する部分の最も先端側の位置までの軸線に沿った距離Lが、0.4mm以上1.8mm以下である。
(もっと読む)
スパークプラグ用中心電極の製造方法及びスパークプラグの製造方法
【課題】スパークプラグの中心電極を、電極材料からなるワークを押出成形して製造する際に、ワークの拡径を防いで寸法精度の低下を抑え、更には後段の押出工程でこれまでよりも小径化しできるようにして工程数の削減も可能にする。
【解決手段】a)ワークを準備する準備工程と、b)ワークが挿入される挿入部と、ワークを所定の外径に成型する成型部とを備える金型にワークを挿入する挿入工程と、c)金型に挿入したワークを押出し成型する押出工程とを備えるとともに、押出工程においてワークの未成型部の外径が拡がるのを抑制するための拡径抑制部が形成された挿入部を有する金型を用いてスパークプラグ用中心電極を製造する。
(もっと読む)
スパークプラグ
【課題】従来に比べて小径化を図ることができるとともに、結合部分の十分な信頼性を容易に確保することのできるスパークプラグを提供する。
【解決手段】主体金具1と、絶縁碍子2との間には、環状に形成された環状部材9が配置される。この環状部材9は、後端側に配置された第1の環状部95と、この第1の環状部95より先端側に配置され、第1の環状部95よりも内径及び外径の大きな第2の環状部96が連結された形状を有している。第1の環状部95は、圧入保持部90に絶縁碍子2が圧入されることによって、絶縁碍子2と固定されており、第2の環状部96は、溶接部91において主体金具1に溶接されて固定されている。
(もっと読む)
内燃機関用のスパークプラグ
【課題】搭載性に優れ、安定した着火性を得ることができる内燃機関用のスパークプラグを提供すること。
【解決手段】スパークプラグ1は、筒状のハウジング2と、そのハウジング2の内側に保持される絶縁碍子3と、その絶縁碍子3の内側に保持される中心電極4と、その中心電極4の先端部40との間に火花放電ギャップGを形成する接地電極5と、ハウジング2と絶縁碍子3との間に形成され、軸方向先端側Xに開口したポケット部11と、一端121を内燃機関に配設される燃料供給手段81に接続することができ、他端122をポケット部11内に開口した燃料供給通路12とを有する。
(もっと読む)
スパークプラグ
【課題】本発明は、主体金具における溝部の強度を確保した上でスパークプラグを小型化することができる技術を提供することを目的とする。
【解決手段】スパークプラグ100の主体金具30において、溝部35の第1溝端部353における断面係数Z1と、溝部35の第2溝端部357における断面係数Z2との関係は、Z1≦Z2を満たす。
(もっと読む)
スパークプラグ、スパークプラグ用絶縁体及びその製造方法
【課題】薄肉化されても十分な耐熱衝撃性を発揮するスパークプラグ用絶縁体及びその製造方法、並びに、十分な耐熱衝撃性を有する小型のスパークプラグを提供すること。
【解決手段】アルミナ基焼結体で形成されたスパークプラグ用絶縁体2であって、その脚長部2iのうち0.95mm以下の肉厚を有する部分の表面をX線回折分析したときに、アルミナの(113)面のピーク強度とムライトの(121)面のピーク強度との合計ピーク強度に対する前記ムライトの前記ピーク強度が15%以上であるスパークプラグ用絶縁体2、1400℃以上の温度で前記成形体に与える熱量が1200kJ以上となる焼成条件で焼成するスパークプラグ用絶縁体2の製造方法、並びに、前記スパークプラグ用絶縁体2を備えたスパークプラグ100。
(もっと読む)
スパークプラグの製造方法
【課題】抵抗体組成物に対して十分に大きな圧力を加えることができ、ひいては負荷寿命特性に優れた抵抗体を形成することができるスパークプラグの製造方法を提供する。
【解決手段】スパークプラグ1は、軸孔4を有する絶縁碍子2と、中心電極5及び端子電極6と、抵抗体組成物52が焼成されてなる抵抗体7とを備える。軸孔4のうち抵抗体7が配設される位置の最大内径が2.9mm以下とされる。スパークプラグ1の製造工程は、軸孔4に中心電極5を配置する配置工程、ガラス粉末混合物51を充填するガラス充填工程、抵抗体組成物52を充填する抵抗体充填工程、プレスピン53を挿入するプレスピン挿入工程、熱間においてプレスピン53を圧入し、抵抗体組成物52等を圧縮する熱間圧入工程、及び、端子電極6を軸孔4に設ける端子電極配置工程を含む。プレスピン53のうち少なくとも軸孔4に挿入される部位はセラミックスで構成される。
(もっと読む)
抵抗体形成材料
【課題】点火プラグが細経化されても、高周波雑音電波の発生を十分に抑制し得る抵抗体形成用ガラス組成物を創案することにより、点火プラグの信頼性および生産性を高めること。
【解決手段】本発明の抵抗体形成材料は、粗粒ガラス粉末と粗粒セラミックフィラーを含む抵抗体形成材料において、(1)粗粒ガラス粉末が、ガラス組成として、質量%で、SiO2 35〜60%、B2O3 25〜55%、Li2O+Na2O+K2O 1〜20%、MgO+CaO+SrO+BaO 0〜35%、BaO 0〜14%を含有し、(2)粗粒セラミックフィラーの平均粒子径D50が50〜300μmであり、(3)粗粒セラミックフィラーの含有量が1〜55質量%であることを特徴とする。
(もっと読む)
スパークプラグの製造装置及び製造方法
【課題】スパークプラグにおいて主体金具と絶縁体との径方向の変位をより小さくする。
【解決手段】主体金具と絶縁体とを有するスパークプラグを製造する際に、主体金具と絶縁体との軸方向(O−O)への相対的な位置の変位を許容しつつ、主体金具の軸と絶縁体の軸とのずれ量が所定値以下となるように主体金具と絶縁体との軸方向に交叉する径方向の相対的な位置の変位を規制して前記主体金具と前記絶縁体とを組み付ける。
(もっと読む)
内燃機関用スパークプラグ
【課題】燃焼室内における気密性を十分に確保できるスパークプラグを提供する。
【解決手段】スパークプラグ1は、主体金具3等を備え、主体金具3の外周面には、軸線
CL1に沿って先端部から後端部側へ向かって、外径がM12以下のねじ部15、ねじ首
16、テーパ部17A、及び、大径部18が形成される。内燃機関41のヘッド42の取
付孔43にねじ部15が螺合されたとき、テーパ部17Aがヘッド42に密着される。主
体金具3の外周面には、テーパ部17A及びねじ首16を連結し、軸線CL1を含む断面
において軸線CL1とテーパ部17Aとのなす角度α1よりも軸線CL1とのなす角度α
2が大きい連結部17Bが形成される。大径部18の外径をAとし、ねじ首16の外径が
最小となる部分の外径をBとし、テーパ部17Aと連結部17Bとの境界部分の外径をC
としたとき、(C−B)/2≧0.3mm、及び(A−C)/2≧0.7mmを満たす。
(もっと読む)
スパークプラグ用絶縁体及びその製造方法、並びに、内燃機関用スパークプラグ
【課題】支持ピンの変形や折損をより確実に防止し、絶縁体を精度よく形成する。
【解決手段】スパークプラグは、軸線CL1方向に延びる軸孔4を有し、その軸孔4内の先端側で中心電極5を保持し、軸孔4内の後端側で端子電極6を保持する絶縁碍子2を有する。絶縁碍子2の製造工程は、原料粉末PMを圧縮し、軸孔4となるべき非貫通の穴部HLを有する成形体CP1を成形する加圧成形工程と、前記穴部HLに対して、成形体CP1の後端側から棒状の支持ピン61を挿入する支持ピン挿入工程と、前記支持ピン61が挿入された成形体CP1の外周面を研削し、絶縁体形状をなす絶縁体中間体IPを得る研削加工工程とを含む。加圧成形工程においては、軸線CL1に沿った成形体CP1の長さをLとしたとき、成形体CP1の後端から2L/3の範囲内に、研削加工工程における研削量が最大となる最大被研削部MGが存在するように、成形体CP1が形成される。
(もっと読む)
スパークプラグ
【課題】 内燃機関の取付孔の縁辺部に接する外表面がテーパー形状であるスパークプラグにおいて、テーパー部が変形しておらず、優れた気密性を有するスパークプラグを提供すること。
【解決手段】 スパークプラグにおける主体金具が、内燃機関の取付孔の縁辺部に接するテーパー部と、前記取付孔に装着する際に工具を係合させる工具係合部と、前記工具係合部と前記テーパー部との間に形成された胴部とを有する外表面と、前記絶縁体に向かって突出する環状の段差部と、前記段差部の基部から後端に向かって延在する中胴部とを有する内表面とを有し、このスパークプラグが冷間加締めにより固定されるとき前記テーパー部の投影面積は前記段差部の投影面積の少なくとも2倍であり、熱加締めにより固定されるとき少なくとも1.5倍である。
(もっと読む)
スパークプラグ用絶縁体及びスパークプラグの製造方法
【課題】細径化しても高い歩留まりを確保可能なスパークプラグ用絶縁体の製造方法を提供する。
【解決手段】スパークプラグ用絶縁体202の製造方法は、プレスピン250と、成形型80とを用意する工程と、キャビティ83内に原料粉末GPを充填する工程と、プレスピン250をキャビティ83内に配置する工程と、キャビティ83内の原料粉末GPを加圧して成形体PC2を得る工程と、成形体PC2をキャビティ83から脱型する工程と、成形体PC2からプレスピン250を抜き取る工程とを備える。プレスピン250において、ピン側螺旋部254の外径D4は、ピン側螺旋部254より後端側の外周面の外径D3よりも小さい。第2位置P2は、成形体側螺旋部220aが厚肉部202a内に位置するように設定されている。
(もっと読む)
点火装置
【課題】内燃機関の点火を行う点火装置において、放電電圧の上昇を抑制しつつ、耐久性に優れた点火装置を提供する。
【解決手段】中心電極110と接地電極130との間に中間電極150を設け、少なくとも中心電極110と中間電極150との間に形成される第1の静電容量CS1と中間電極150と接地電極130との間に形成される第2の静電容量CS2とを異なる容量に形成することにより、一方がその放電ギャップの絶縁耐圧以上の電圧に達したときに他方が低い電位に維持されるため、従来よりも遙かに低い放電電圧で、中心電極放電部110と中間電極150との間で発生する第1のトリガ放電TRG1と中間電極150と接地電極130との間で発生する第2のトリガ放電TRG2とのいずれか一方が開始され、次いで他方が連続的に開始される。
(もっと読む)
1 - 20 / 69
[ Back to top ]