
Fターム[5G059FF02]の内容
Fターム[5G059FF02]に分類される特許
1 - 20 / 170
スパークプラグ
スパークプラグ、及び、スパークプラグの製造方法
点火プラグ
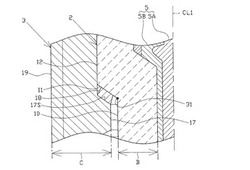
【課題】小径化された点火プラグにおいて、脚長部及びテーパ部の境界における絶縁体の割れをより確実に防止し、優れた耐久性を実現する。
【解決手段】点火プラグ1は、絶縁碍子2と、主体金具3とを備える。絶縁碍子2は、先端部に位置する脚長部10と、脚長部10の後端から後端側に延び、後端側に向けて拡径するテーパ部11とを具備する。主体金具3は、径方向内側に突出し、テーパ部11が係止される係止面17Sを有する段部17と、段部17の外周側に位置する雄ねじ部19と
を具備し、雄ねじ部19のねじ径がM12以下とされる。脚長部10とテーパ部11との境界を通り軸線CL1と直交する断面における、絶縁碍子2の断面積をB(mm2)とし、係止面17Sの先端を通り軸線CL1と直交する断面における、主体金具3の断面積をC(mm2)としたとき、2.80≦C/B≦3.50を満たす。
(もっと読む)
点火システム

【課題】電流投入部を有し、点火プラグへの電流の投入経路が1つとされた点火システムにおいて、生産コストの低減等を図りつつ、優れた着火性を実現する。
【解決手段】点火システム101は、軸孔4を有する絶縁碍子2、中心電極5、接地電極27、及び、キャビティ部28を備え、両電極5,27間に間隙29が形成された点火プラグ1と、点火プラグ1に接続される1つの点火コイル45を備え、間隙29に電流を投入する電流投入部41とを有する。接地電極27は貫通孔27Hを有し、貫通孔27Hの内周面は、軸孔4の開口よりも外周側に位置している。点火プラグ1に電流が投入される経路は1つとされ、点火プラグ1には、点火コイル45からの出力電流に基づく電流のみが投入される。電流投入部41は、点火プラグ1の取付けられた内燃機関ENにおける1回の燃焼行程において、間隙29に複数回の電流を投入する。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグの主体金具の耐食性を確保しつつ、主体金具に生じる変色を抑制することのできる技術を提供することを目的とする。
【解決手段】スパークプラグの製造方法では、下記の工程により得られた主体金具を用いる。
(A)ニッケルめっき処理が施された主体金具に対して、ラック式によるクロメート処理を下記の条件で行なうことにより、三価のクロメート皮膜を形成する工程
条件(a):クロメート処理における電流密度は、0.6A/dm2以上14.5A/dm2以下
条件(b):クロメート処理に用いられる陽極と、主体金具のうち陽極に最も接近している部分との距離は、100mm以上400mm以下
(もっと読む)
スパークプラグ用主体金具の製造方法及びスパークプラグ
【課題】主体金具におけるめっき層の剥離を抑制し、耐食性に優れたスパークプラグを提供する。
【解決手段】スパークプラグ100に用いられる主体金具1の基材1aと、電極202a,202bとを互いに離間した状態でアルカリ性溶液に浸漬させて通電させる電解洗浄を、複数の電解浴槽201ごとに順番に実行する。このとき、この電解洗浄処理では、陽極電解洗浄と、陰極電解洗浄と、PR電解洗浄とのうちの少なくとも2種類の電解洗浄が実行されるようにする。こうした複数回の電解洗浄の後に、主体金具の外表面にめっき層を形成することにより、下地とめっき層との密着性を向上させることができる。
(もっと読む)
点火プラグ用主体金具の製造方法及び点火プラグの製造方法
【課題】製造コストの増大を招くことなく、第一筒状部の中心軸と第二筒状部の中心軸との偏心を効果的に小さくする。
【解決手段】主体金具3は、軸線CL1方向に延びるとともに、外周面に燃焼装置の取付孔に螺合するためのねじ部15を有する。主体金具3の製造工程は、第一筒状部CY1及び第二筒状部CY2を備える主体金具筒状中間体MI2を形成する工程と、主体金具筒状中間体MI2にねじ部15を形成する転造工程とを含む。転造工程においては、主体金具筒状中間体MI2に挿入され転造ダイスD1,D2の加工面との間で主体金具筒状中間体MI2を挟み込む受け部材RCを、主体金具筒状中間体MI2に挿入した上で少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に転造加工が施される。
(もっと読む)
絶縁材料及びこれを用いた点火プラグ
【課題】耐電圧特性に優れた絶縁材料及びこれを用いた点火プラグを提供すること。
【解決手段】アルミナ結晶を主相とし、該アルミナ結晶を構成する結晶粒11の粒界に非晶質の粒界相12を有するアルミナ質焼結体1からなる絶縁材料である。アルミナ質焼結体1において、粒界相12は、SiO2にCaO及び/又はMgOが添加されたガラス成分中に、特定成分として希土類元素の酸化物及び/又は周期律表第4族元素の酸化物を含有する。アルミナ質焼結体1の断面においては、アルミナ結晶の結晶粒11の平均結晶粒径が2μm以下であり、粒界相12の外周形の円形度の平均が0.4〜0.6である。また、アルミナ質焼結体1からなる絶縁材料を絶縁碍子として用いた点火プラグである。
(もっと読む)
高点火性のスパークプラグ組立品
【課題】中心軸を有する絶縁体を備えたスパークプラグを提供すること。
【解決手段】中心電極が、絶縁体に接続され、絶縁体の端から延びる第2の端を有し、中心電極は第1の先端部材を有している。接地電極が、中心電極から間隔を空けて配置され、接地電極は、中心軸に実質的に平行に延びる第1の部分と、第1の部分から中心軸に対して或る角度で延びる第2の部分とを有する。第2の先端部材は、第1の先端部材と第2の先端部材が協力してギャップを形成するように接地電極の第2の部分に配置される。
(もっと読む)
スパークプラグの製造方法
【課題】スパークプラグの製造工程において、高電圧域における絶縁体の耐電圧性能を検査することのできる技術を提供する。
【解決手段】軸方向に延びる軸孔を有する絶縁体を有するスパークプラグの製造方法は、軸孔に配置される第1の電極と、絶縁体の外側に配置される第2の電極との間に電圧を印加することによって絶縁体の耐電圧性能を検査する工程を備える。検査工程において、印加される電圧の最大値をEとし、印加される電圧が前記最大値Eの20%の値に達してから最大値Eに達するまでの昇圧時間をTとした場合に、E/T≧1kV/nsの関係式を満たす。
(もっと読む)
スパークプラグの取付構造
【課題】エンジン本体との取付部における高いシール性を確保しつつ、そのシール性の低下を防ぐことができるスパークプラグの取付構造を提供すること。
【解決手段】スパークプラグ1をエンジン本体2に取り付けてなるスパークプラグの取付構造。エンジン本体は取付用孔部22とその開口端の周囲に設けられたエンジン座面21とを備えている。スパークプラグは取付用ネジ部12の基端側にプラグ座面11を備え、エンジン座面とプラグ座面との間にガスケット3を介在させた状態でエンジン本体に取り付けられている。ガスケットは降伏応力もしくは0.2%耐力が200N/mm2以上の金属材料からなり、プラグ側当接面311とエンジン側当接面321とを有する。プラグ側当接面及びエンジン側当接面はいずれも凸形状となる曲面の一部に形成されている。プラグ側当接面とエンジン側当接面とは互いにプラグ径方向にオフセット配置されている。
(もっと読む)
スパークプラグの製造方法
【課題】先端部を着脱可能な端子電極の先端部の締め付け性能を向上する。
【解決手段】軸線方向に延びる軸孔を有する絶縁体と、絶縁体のうちの、絶縁体の一部分を周方向に取り囲んで保持する主体金具と、軸孔の一端部に設けられた端子電極であって、絶縁体の外部に位置する部位に第1ねじ部が形成された第1端子と、軸線方向に貫通する貫通孔が形成されるとともに、貫通孔の側面に第1ねじ部に螺合される第2ねじ部が形成された第2端子とを備えた端子電極とを備えたスパークプラグの製造において、まず、治具を軸線方向に沿って第2端子に押し当てて、第2端子の一部分を変形させることにより、変形した第2端子と治具とを固定する。そして、治具および第1端子のうちの少なくとも一方を、軸線方向を軸として回転させて、第1ねじ部と第2ねじ部とを螺合して、第2端子を第1端子に締め付ける。
(もっと読む)
点火プラグ
【課題】火炎の噴出長をより確実に増大させ、優れた着火性を実現する。
【解決手段】点火プラグ1は、軸線CL1方向に延びる中心電極5と、中心電極5が挿通される絶縁碍子2と、中心電極5の先端部を内周に収容する主体金具3と、自身の側面と中心電極5の先端部外周面との間で火花放電間隙33を形成する複数の接地電極27と、接地電極27よりも軸線CL1方向先端側に位置するキャップ28とを備える。接地電極27よりも軸線CL1方向先端側には、キャップ28の後端側面と主体金具3の内周面とにより形成された副燃焼空間35が設けられ、キャップ28には、副燃焼空間35と外部とを連通する通気孔34が形成される。通気孔34の後端側開口における中心と通気孔34の先端側開口における中心との間の距離をT(mm)とし、通気孔34の最小内径をA(mm)としたとき、1.0≦T/Aを満たす。
(もっと読む)
点火システム
【課題】汚損抑制を図るための構成変更を点火プラグに施すことなく、点火プラグの耐汚損性を効果的に向上させる。
【解決手段】点火システム31は、点火プラグ1と、点火プラグ1に電圧を印加する放電用電源41と、点火プラグ1に交流電力を供給する交流電源51とを備える。点火プラグ1は、絶縁碍子2と、中心電極5と、主体金具3と、中心電極5の先端部との間で間隙28を形成する接地電極27とを備え、内燃機関ENに取付けられる。点火システム31は、放電用電源41及び交流電源51を制御する制御部71を備え、制御部71は、放電用電源41及び交流電源51の動作モードを、放電用電源41から点火プラグ1に対する電圧の印加により生じた火花に交流電源51から交流電力を供給し、間隙28で交流プラズマを発生させる間隙プラズマ発生モードに設定可能とされる。
(もっと読む)
スパークプラグの製造方法
【課題】接地電極に対してチップのうちバリの形成されていない面をより確実に溶接可能とし、優れた接合強度を実現する。
【解決手段】スパークプラグ1は、中心電極5と、接地電極27と、自身の被接合面32Bによって接地電極27に接合された接地電極側チップ32とを備える。スパークプラグ1の製造工程は、チップ形成工程と接地電極27に接地電極側チップ32を抵抗溶接するチップ接合工程とを含む。チップ形成工程は、基準平面BSを備える線材WRを形成する線材形成工程と、切断刃CEを基準平面BSの幅方向一端縁からその幅方向他端縁側に向かって移動させることにより、線材WRを切断し、接地電極側チップ32を得る線材切断工程とを含む。チップ接合工程において、接地電極側チップ32における基準平面BSの少なくとも一部は、接地電極27に接合されることにより被接合面32Bとされる。
(もっと読む)
内燃機関用のスパークプラグ
【課題】中心電極及び接地電極の構成に頼ることなく、長寿命化を図ることができる内燃機関のスパークプラグを提供すること。
【解決手段】筒状のハウジング2と、ハウジング2の内側に保持された筒状の絶縁碍子3と、先端部が突出するように絶縁碍子3の内側に保持された中心電極4と、ハウジング2に接続されると共に中心電極4との間に火花放電ギャップ11を形成する接地電極5とを有する内燃機関用のスパークプラグ1。ハウジング2は、先端部において内側に突出する先端内方突出部21を備えている。先端内方突出部21の少なくとも一部は、絶縁碍子3の先端よりもプラグ軸方向の先端側に配されている。
(もっと読む)
高周波点火装置の操作方法
【課題】電圧パルスを用いてコロナ放電を生成するための電気エネルギーを高周波点火装置に供給し、電気的変数の一連の測定値を電圧パルスの間に測定し、機能不良を検出するために測定値を評価する高周波点火装置の操作方法を提供する。
【解決手段】測定値は、測定値の変動幅に関する特性変数を決定し、決定された特性変数を閾値と比較することによって評価され、または一連の測定値の変換を用いて、一連の測定値の周波数スペクトルを計算し、閾値を超えると、エラー信号が生成される。
(もっと読む)
スパークプラグ
【課題】接地電極と貴金属チップの溶接強度を向上させたスパークプラグにおいて、さらに、着火性を向上させる。
【解決手段】スパークプラグは、放電面に平行な面に投影された貴金属チップの面積のうち80%以上の面積が溶融部と重なり合い、接地電極の幅方向に垂直な平面によって切断された第1の断面において、貴金属チップと溶融部との境界のうち接地電極の最も先端部側に位置する点をAとし、溶融部および接地電極のうち接地電極の最も先端部側に位置する部位を最先端部Bとし、最先端部Bを基準として軸線と平行な方向に引いた仮想直線LBと、点Aを基準として仮想直線LBの垂直方向に引いた仮想直線LAとの交点をCとし、点Aと交点Cとを結んだ第1の線分と、点Aと最先端部Bとを結んだ第2の線分とから形成される角度をθ1、点Aから交点Cまでの距離をLとした場合、0.05mm≦L≦1.00mm、かつ、5°≦θ1≦85°の条件を満たす。
(もっと読む)
スパークプラグ
【課題】溶融部及び貴金属チップの熱引き性能を向上させることのできる技術を提供する。
【解決手段】スパークプラグは、電極母材と電極母材の内部に設けられ銅を主体とする内層とを有する中心電極と、中心電極の先端に設けられた貴金属チップと、貴金属チップと電極母材と内層とにわたって形成された溶融部とを備える。中心電極の中心軸に平行な断面であって、かつ、中心軸及び溶融部を通る断面において、溶融部は、内層に接しており、貴金属チップの成分と、電極母材の成分と、内層を形成する銅成分とを含む。
(もっと読む)
内燃機関用スパークプラグ
【課題】燃焼室内における十分な気密性を確保することができるとともに、小径化の要請にも応えることができる内燃機関用スパークプラグを提供する。
【解決手段】スパークプラグ1は、中心電極5と、中心電極5の外周に設けられた絶縁碍子2と、絶縁碍子2の外周に設けられた主体金具3と、接地電極27とを備える。主体金具3の外周面には、内燃機関のヘッドの取付孔に螺合するためのねじ部15と、ねじ部15の後端側に形成されたねじ首16と、ねじ首16よりも大径の拡径部18と、ねじ首16及び拡径部18を連接する座部47とが形成され、取付孔にねじ部15が螺合されたとき、座部47がヘッドに密着する。ねじ部15のねじ径はM14以下とされる。座部47の表面には、当該表面を覆うとともに、ヘッドの取付孔にねじ部15が螺合された際にヘッドに密着する被覆層51Aが設けられ、被覆層51Aは、軟化点が200℃以上であり、かつ、ヘッドのうち被覆層51Aに接する部分の硬度よりも硬度が小さい。
(もっと読む)
1 - 20 / 170
[ Back to top ]