
Fターム[5H615TT01]の内容
電動機、発電機の製造 (29,087) | 材料、物質 (1,580) | 導電材料 (87)
Fターム[5H615TT01]に分類される特許
1 - 20 / 87
曲げ加工装置及び曲げ加工機
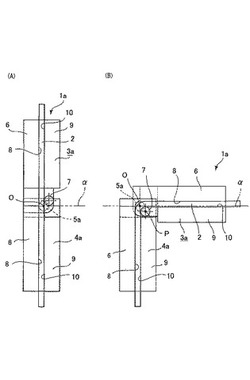
【課題】曲げ加工の際に、該素材2が引き込まれることを防止して、曲げ加工時に該素材2に損傷が生じることを防止する。
【解決手段】前記素材2に曲げ加工を施す曲げ加工装置1aは、回動軸5aで連結される第一及び第二の治具3a、4aを備える。このうちの第一の治具3aは、抑え部6と曲げ部7とを有し、第二の治具4aは、抑え部8を有する。前記素材2の曲げ中心Pは、回動中心Oに対し回動側に所定量オフセットして配置される。曲げ加工の際に、前記素材2が前記両治具3a、4aに対し変位しない。
(もっと読む)
整流子の製造方法

【課題】整流子の絶縁体を金型で樹脂成形する際、成形樹脂が外側にはみ出てしまうことを抑制することができる整流子の製造方法を提供する。
【解決手段】円筒素材22の軸方向端部は、軸方向に突出する複数の突出部(各ライザ14の折り曲げ端部14a、第1及び第2中爪15,16の折り曲げ端部15a,16a)を有する段差状に形成される。そして、第1及び第2金型32a,32bにそれぞれ設けられた耐熱ゴム部材34a,34bを各折り曲げ端部14a,15a,16aの周方向の隙間に入り込ませてシールし、その状態で円筒素材22の内側に樹脂材料を封入する。
(もっと読む)
回転電機の製造方法
【課題】リプルの発生を防止するとともに占積率を向上することができる回転電機の製造方法を提供する。
【解決手段】積層コア2と該積層コア2に巻装してなるコイル3とを備える回転電機の製造方法は、薄板状コア部材8を形成する工程から積層コア2を形成する工程までの中において、該薄板状コア部材8の凸部10にねじれを付与する工程と、ねじれが付与された積層コア2のスロット6内に線状コイル部材11を挿入する工程と、該線状コイル部材11を挿入した後に前記ねじれを解除することにより、薄板状コア部材8の凸部10を原状に回復する工程とを備える。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦攪拌接合の開始点、あるいは終了点として設定した部分を強度部材として活用することにより、強度及び生産性の向上を図る。
【解決手段】被接合部材の端部同士を衝合し、衝合部を前記接合部材よりも硬度および耐熱性が高い材料で作成した摩擦攪拌接合ツールを用いて接合する摩擦攪拌接合方法において、前記接合部材の一方の端部を他方の端部よりも幅広に形成するとともに、前記一方の端部に他方の端部が入り込む凹形の切欠き部を形成し、該切欠き部に他方の接合部材の端部を嵌入し、前記一方の接合部材の端部の前記幅広に形成された部分で形成された凸部と接合端の中央部間の前記衝合部を摩擦攪拌接合する。
(もっと読む)
かご形回転子及びその製造方法
【課題】導体に十分な強度を確保することができるかご形回転子及びその製造方法を提供する。
【解決手段】本発明によれば、導体粒子23は固相状態でコア12や導体バー15に向かって吹き付けられる。その結果、形成された被膜では導体の結晶粒の肥大化を著しく抑制することができる。加えて、導体の緻密な被膜の積層体を形成することができる。その結果、導体エンドリング14aはコア12や導体バー15に確実に接合される。しかも、導体粒子23は溶融しないことから、導体粒子が溶融した場合に熱収縮によって異種部材間に形成される隙間の形成を抑制することができる。その結果、導体の劣化を抑制することができる。従って、導体の強度を十分に確保することができる。かご形回転子10の製品としての信頼性を向上させることができる。
(もっと読む)
角線被膜除去方法及び装置
【課題】角線の導通部の絶縁被膜層の剥離を行うと同時に、導通部の変形加工も行うことができ、角線の導通部同士を接合するための生産効率を向上させることができる角線被膜除去方法及び装置を提供すること。
【解決手段】絶縁被膜層82を除去するに当たっては、導通部84の第1側面801と荷重受部21の上面211との間に隙間Sを形成した状態で、プッシャー3によって角線8をダイス2に押さえ込む。そして、ダイス2にパンチ4を接近させて、角線8の導通部84において第1側面801に直交する互いに平行な一対の第2側面802の絶縁被膜層82を除去する。このとき、パンチ4によって、導通部84の第1側面801を荷重受部21の上面211に押し当てるように導通部84を隙間Sの分だけ変形させる。
(もっと読む)
電動機の回転子とその製造方法
【課題】製造効率の低下、電動機の性能低下を抑制し、性能のバラツキの少ない回転子及びその製造方法を提供する。
【解決手段】
回転軸に取り付けられる積層電磁鋼板4と、複数層のエンドリングからなるエンドリング部5と、これら積層電磁鋼板4及びエンドリング部5の軸方向に挿通される導体バー6とを備える回転子であり、エンドリング部を構成する各エンドリングの隙間、及び、エンドリング部と導体バーとの隙間にろう材を侵入させる。高周波加熱により外周側から積層エンドリングの隙間を介して導体バーまでろう材が侵入し、電気的・機械的接合を行う。簡素な構成で可能であるため製造効率の低下や電動機の性能低下を招くことなく、性能のバラツキの少なくできる。
(もっと読む)
線材と撚り線の接続方法及びそれを用いた回転電機
【課題】
回転電機のコアに捲かれた線材の端部を、渡り線である撚り線に超音波接合方法を用いて高効率に、しかも低コストで接続する接続構造及びその方法を提供する。
【解決手段】
底部の表面に凹凸形状が形成された溝を有する絶縁性接続部を設け、この接続部の溝内に回転電機のコアに捲かれた線材の端部と連結用撚り線とを重なるように配置し、加振ツールを介して線材と撚り線との重なり部分を押圧した状態で超音波加振を行い、両者の一体接続を行った後、少なくとも溝内を絶縁性樹脂で覆う。
(もっと読む)
バスバー、モータ及びこれらの製造方法
【課題】帯状導体と同等に扱うことができ、歩留まりの問題が生じないバスバー等を提供する。
【解決手段】複数の導電線の端部55を電気的に接続するバスバー61の製造方法である。1本の線材68の中間部位を折り曲げて、線材68の側方に張り出す複数の端子形成部70を形成する。端子形成部70を含め、線材68の全体を圧延する。圧延された線材68を所定形状に曲げる。
(もっと読む)
配電部材、ステータ、モータ、及び配電部材の製造方法
【課題】コイルへの印加電圧が高電圧化された場合であっても、異相の導電性部材間での部分放電の発生を効果的に抑制することが可能な配電部材を得る。
【解決手段】配電部材5は、環状に配列された複数のコイル4を有するステータ3に接続される配電部材であって、複数のコイル4に対して各相別に電力を供給する複数のバスバー6U,6V,6Wを備え、各バスバー6U,6V,6Wは、導体10と、導体10を被覆する絶縁層11と、絶縁層11を被覆する半導電層12とを有し、異相のコイルに接続された複数のバスバー6U,6V,6Wの半導電層12同士が、各バスバーの少なくとも一カ所において互いに接触する。
(もっと読む)
モータの固定子
【課題】コイル量を低減させ、コイル抵抗や銅損を抑制してモータ効率を向上させると共に、モータ重量の低減及びモータ体格の小型化を図り、更に、レーシング処理やワニス処理などのコイル固定化処理を廃止または簡素化するモータの固定子を提供する。
【解決手段】ワイヤ線20が、張力が付与された状態で、絶縁部材12を介してスロット16に分布巻きされることで、U相コイル13u、V相コイル13v、及びW相コイル13wがそれぞれ形成される。この各相のコイル13u、13v、13wは、コイルエンド部17u、17v、17wが、各相の巻き回数単位でステータコア11に交互に配置される。
(もっと読む)
カーボンブラシ及びその製造方法
【課題】ブラシ本体とリード線との固着力低下や接触抵抗増大を生ずることなく、ブラシ本体の破損を防止しつつ、導電性の粉体止めでブラシ本体にリード線を確実に取り付けることができる。
【解決手段】ブラシ本体20と、ブラシ本体20のリード線取付穴21に嵌合され、リード線取付穴21の周縁に沿って配置され、且つブラシ本体20側と逆側の端部がブラシ本体20のリード線取付穴21周辺の端面と面一となるように配置若しくはブラシ本体20のリード線取付穴21周辺の端面から突出するように配置される筒体30と、筒体30内を通すようにしてリード線取付穴21に配置されているリード線40と、リード線40とリード線取付穴21との間に充填して加圧されている導電性の粉体50とを備えるカーボンブラシ10。
(もっと読む)
曲げ加工方法
【課題】加工時間が短く、加工精度が良好で、一端側連結部31の両側の1対の直線部30、30に、長さが異なる1対の折り曲げ部を同時に形成できる曲げ加工方法を提供する。
【解決手段】一端側連結部31が1対の直線部30、30の直角方向βに対して、両直線部30、30にそれぞれ形成する1対の折り曲げ部の長さの差分に応じて傾斜するように素材W1を形成する。その後、両直線部30、30に曲げ方向が同じとなる折り曲げ部を同時に形成する。これにより、折り曲げ部を形成した後に、一端側連結部31が両直線部30、30に対して所望の状態から傾斜することを防止できる。
(もっと読む)
回転電機および回転電機の製造方法
【課題】コイルの銅損を低下し、効率を向上させた回転電機を提供する。
【解決手段】回転電機は、複数のスロットが形成された固定子鉄心と、複数のスロットに巻回された固定子巻線とを有する固定子と、固定子の内側に回転可能に設けられた回転子とを備える。各スロットには、1ターンを構成する複数の同時持ちコイルが固定子の周方向に並べて配置されるとともに、1ターンを構成する複数の同時持ちコイルが複数回、巻き回されて固定子の径方向に並べて配置される。
(もっと読む)
導体対の端部を電気的に接続する電気的接続部品、ならびに、導体対の端部の電気的接続を形成する方法
本発明は、複数の導体対の端部を電気的に接続する電気的接続部品と、複数の導体対の端部の電気的接続を形成する方法とに関する。空間的に限定された範囲内でできるだけ短時間のみの加熱により電気的接続を形成するために、本発明によれば、接続すべき導体対の各端部間にナノ箔(30)が挿入され、このナノ箔を挟み止めるために各端部が相互に押し合わされ、続いて、このナノ箔に加熱することにより各端部が相互に溶接されるかまたははんだ付けされる。  (もっと読む)
(もっと読む)
超電導コイル、回転機器および超電導コイルの製造方法
【課題】性能を向上した超電導コイル、回転機器および超電導コイルの製造方法を提供する
【解決手段】超電導コイル10は、レーストラック状に超電導線材が巻きつけられた鞍形の超電導コイルであって、湾曲部10bと、この湾曲部10bと接続された直線部10aとを備えている。湾曲部10bでは、上縁10cが下縁10dよりも内周側に位置し、直線部10aでは、上縁10cが下縁10dよりも外周側に位置する。
(もっと読む)
モータ、その回転子、およびその製造方法
【課題】材料の歩留まりおよび組立作業性が良く、静音化が可能であり、モータ出力を向上させ得るモータ、その回転子、およびその製造方法を提供する。
【解決手段】本発明のモータは、回転子鉄心4と磁極片2の間に磁石3を挟んで配置され全体を樹脂9で一体に成形される回転子1を備えるモータであって、磁極片2は、圧粉鉄心で形成されるとともに、回転子鉄心4と空間的に分離され、かつ、回転子鉄心4との間に磁石3以外の強磁性体を介在させることなく磁気的にも分離され、かつ、磁極片2または回転子鉄心4は、磁石3の磁極分割面3aに接触しない。
(もっと読む)
スピンドルモータ、それを用いたディスク駆動装置、及びスピンドルモータの製造方法
【課題】スピンドルモータの組立を容易かつ短時間で行うことを可能にする。
【解決手段】中心軸に沿って上下方向に配置されるシャフトと、中心軸の周囲に形成された略円筒形状のホルダ部311を有するベース部材31と、ホルダ部の中心軸に対する径方向内側に配置された軸受ユニット5と、を備え、ホルダ部の内周面311aと軸受ユニットの外周面との間の隙間には、導電性材料を含む接着剤37と、外的刺激性の硬化型材料及び/又は嫌気性の硬化型材料を含む接着剤36とが介在し、導電性材料を含む接着剤が、外的刺激性の硬化型材料及び/又は嫌気性の硬化型材料を含む接着剤に対して上側に位置しているスピンドルモータである。
(もっと読む)
回転電気機械用鋼板およびその製造方法
【課題】エッチング処理した場合と比べて、渦電流損をさらに低減した回転電気機械用鋼板を得ることできる回転電気機械用鋼板の製造方法を提供することにある。
【解決手段】回転電気機械のコアを構成する回転電気機械用鋼板の製造方法であって、鋼板10の表面10aをエッチング処理した後に、エッチング処理した鋼板10の表面10aに圧力F1を付与する圧力付与処理を行って、当該鋼板10の表面10a近傍の粒界に生成した腐食生成物を除去して空隙10cを形成する。
(もっと読む)
集中巻モータ用の集中配電部材
【課題】モータの径方向への拡大を抑制して車両への搭載性を改善することのできる集中巻モータ用の集中配電部材を提供する。
【解決手段】本発明の集中巻モータ用の集中配電部材は、円環状の絶縁保持部材7に形成したそれぞれの円環溝20内に挿入配置されたバスバー3〜5に、モータのステータに巻回される巻き線21と接続されるコイル接続部17を有している。このコイル接続部17は、バスバー本体の一部からモータの回転軸の軸方向と平行且つ同一方向に延在する部位を持つコイル接続端子17Aと、巻き線21と接続される部位をU字形状としたフック17Bとを有し、そのフック17BをU字形状をなす開口を前記回転軸に向けるようにしてコイル接続端子17Aの先端に一体的に設けた構造としている。
(もっと読む)
1 - 20 / 87
[ Back to top ]