
国際特許分類[B23B27/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | 突つきりバイト (106)
国際特許分類[B23B27/04]に分類される特許
1 - 10 / 106
スローアウェイ式切削工具
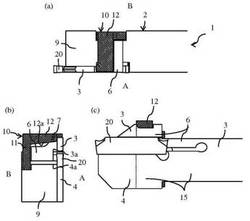
【課題】インサートの着脱が容易にできるとともに、インサートを精度よく押圧固定することができるスローアウェイ式切削工具を提供する。
【解決手段】先端の一側方に上顎3と下顎4を設けてその間でインサート保持空間を形成するとともに、上顎3の後方に続く上顎連結部6の上面に配設された当接面7を備えたホルダ2と、インサート保持空間に差し込まれて固定されるインサート20と、側面部11がホルダ2の他側方にネジ止めされることによって、上部12が当接面7を押圧してホルダ2の上顎3が押圧されて、インサート保持空間に差し込まれたインサート20を押圧固定する押さえ金具10と、を具備しているスローアウェイ式切削工具1である。
(もっと読む)
クーラント供給を強化した切削アセンブリ

【課題】クーラント供給を強化した切削アセンブリを提供する。
【解決手段】工具ホルダは、下部座部を有する下部延長部と、上部座部を有する上部延長部とにヘッド部分を分離して、切削インサートを保持するスロットを含むヘッド部分を有する。ヘッド部分は、クーラント源からクーラントを収容するクーラント進入通路と、切削インサートに向かってクーラントを放出するクーラント供給通路とを含む。切削インサートは、上方に延在する隆起部を有する頂面を含み、隆起部は、切削インサートを工具ホルダのヘッド部分に堅固に取り付けるために工具ホルダによって係合されることができる。さらに、切削インサートは、切削インサートと被加工物との界面に供給されるクーラントの流量を増やすためにクーラント放出口の反対側に直接位置付けされる切削インサートの頂面に形成されたクーラント流路を含む。
(もっと読む)
溝切り操作および突切り操作のための切削工具
【課題】溝切り操作及び突切り操作のための切削工具およびインサートを提供すること。
【解決手段】本発明においては、工具ホルダであって、基部支持表面と、該基部支持表面から突出する少なくとも第1側部支持表面および第2側部支持表面とにより局限されたポケットを備えるという工具ホルダと、上記ポケット内に解除可能に固着可能な切削用インサートであって、該切削用インサートが、ブレード部分と、該ブレード部分から突出する側部表面を備える基礎部分とにより形成され、上記基礎部分は、該基礎部分の第1側部表面および第2側部表面が上記ポケットの第1側部支持表面および第2側部支持表面に夫々接触する如く、上記ポケット内に受容されるという切削用インサートとを備え、上記第1側部表面は、上記切削用インサートの内側に向かう凹所を備え、上記第1側部支持表面は上記切削用インサートの内側に向かう相補的な突出部を備える。
(もっと読む)
内径溝加工方法及び溝切り工具
【課題】ビビリ振動を抑制して周壁部の内周面に突条部が形成された被加工部材の内周面に内径溝を溝入れ加工する内径溝加工方法及び溝切り工具を提供する。
【解決手段】周壁部102に内歯スプライン103が形成された被加工部材100Cを回転駆動し、各内歯スプライン103を切削してスナップリング溝105、106を溝入れ加工する際に、溝切り工具1が第1前部切刃13及び第2前部23を備え、第1前部切刃13による内歯スプライン103の切削と第2前部切刃23による内歯スプライン103の切削を連続して交互に行う。第1前部切刃13と第2前部切刃23による切削負荷が連続して付与されて溝切り工具1及び被加工部材100Cの振動が抑制されて、加工品質が向上する。第1前部切刃13と第2前部切刃23のチッピングが抑制されて工具寿命が向上する。
(もっと読む)
内径溝加工方法及び溝切り工具
【課題】周壁部の内周面に突条部が円周方向に等間隔で形成された内周面に複数の内径溝を溝入れ加工する際に切粉が内径溝に嵌り込むのを防止する。
【解決手段】溝切り工具1が、第1及び第2スナップリング溝105、106の溝幅Wと一致する幅寸法の前部切刃13を有する切刃部12及び前部切刃13より小幅の切粉排除部22を有する掃除用ダミーチップ20を備え、切粉排除部材22が被加工部材であるクラッチドラム100Aに非接触状態を維持した状態で切刃部12により第1スナップリング溝105を溝入れ加工し、次に切粉排除部22が溝入れ加工済みの第1スナップリング溝105に非接触状態で第1スナップリング溝105内に進入しつつ切刃部12により第2スナップリング溝106を溝入れ加工する。加工された第1スナップリング溝105及び第2スナップリング溝106に切粉が残存することがなくなる。
(もっと読む)
内径溝加工方法及び溝切り工具
【課題】周壁部の内周面に突条部が円周方向に形成された内周面に内径溝を溝入れ加工する際に切粉が内径溝に嵌り込むのを防止する。
【解決手段】円筒状の周壁部102の内周面に内歯スプライン103形成されたクラッチドラム本体100Aの内周面に第1スナップリング溝105、第2スナップリング溝106を溝入れ加工する際に、スナップリング溝105、106の溝幅と一致する幅寸法の前部切刃13及び前部切刃で削り出された切粉40の幅を減縮変形せしめる突起16、17を備えた溝切り加工具で、スナップリング溝105、106を順次溝入れ加工する。前部切刃13で削り出された切粉40が切粉幅減縮付与手段である突起16、17によって幅方向に減縮変形され、加工済みのスナップリング溝105、106切粉が嵌り込むことが防止される。
(もっと読む)
突切りバイト
【課題】 鋼管等の切断時におけるチップの刃先部分にかかる負荷を軽減すると共に、切粉の排出が容易に行えるようにする。
【解決手段】 台金2の先端部2aに硬質チップ3が一体に固定された突切りバイト1であって、前記チップ3の先端逃げ面3aに、チップ3の刃幅方向において左右いずれか一方に寄った位置にワーク切削時に発生する切粉を分割するための切粉分割用溝5A・5Bが形成されており、使用にあたっては、一方の突切りバイト1のチップ逃げ面3aにおける切粉分割用溝5Aがチップ3の刃幅方向Sにおいて左右いずれか一方へ寄った位置に形成され、他方の突切りバイト1では切粉分割溝5Bが前記一方の突切りバイトにおける切粉分割用溝と左右対称位置に形成されている。
(もっと読む)
単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法
【課題】深さが幅の3倍以上の深い溝の切削が可能であり生産性に優れた単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法を提供する。
【解決手段】被削物の切削くずをすくい取るすくい面201と、すくい面にそれぞれ隣接する側面となる2つの第1逃げ面203、204と、すくい面に隣接し、被削物の切削面に対向する前逃げ面205と、すくい面と前逃げ面との境界部に形成される前切れ刃210と、すくい面と第一逃げ面との境界部に形成される2つの第1切れ刃213、214とを備え、第1逃げ面同士の間隔W2が前切れ刃の幅W1以下であり、被削物500の切削面Sに垂直な方向に沿い、前切れ刃からの第1逃げ面の長さLが前切れ刃の幅の3倍以上である、X線タルボ干渉計用回折格子の製造に用いられる単結晶ダイヤモンド切削刃具200である。
(もっと読む)
切削アセンブリ
【課題】切削アセンブリを提供する。
【解決手段】工具ホルダは、ヘッド領域を下部セクションと上部セクションとに分離するスロットを含むヘッド領域を有し、下部座部及び上部セクションは切削インサートを保持する。ヘッド領域は、クーラント源からクーラントを収容するクーラント進入通路と、切削インサートに向かってクーラントを放出するクーラント供給通路を含む。ヘッド領域は、さらに、締結具を収容する締結具ボアを含む。締結具は、クーラント進入通路と、締結具と締結具ボアとの間のクーラント溜めとの間の流体連通を提供する軸方向締結具ボアを有する。クーラント供給通路は、クーラント進入通路から軸方向締結具ボアを通してクーラント溜め内に通過したクーラントを収容するためのクーラント溜めと連通する。
(もっと読む)
切削インサート
【課題】深く溝入れ加工した場合であっても、切削に供される切れ刃とは異なる他の切れ刃が、加工した溝の溝壁に接触することを防止でき、溝の加工精度が十分に確保されるとともに、未使用の切れ刃の損傷を防止できること。
【解決手段】四角形板状をなし、厚さ方向Tを向く一対の四角形面2及び4つの側面3を有するインサート本体4と、隣接する側面3同士の交差稜線をなし厚さ方向Tに沿うように延びる主切れ刃5、及び、主切れ刃5の両端部から延びる一対の副切れ刃6を有する4つの切れ刃7と、互いに背向する一対の側面3a、3aに形成され、主切れ刃5及び一対の副切れ刃6に3方を囲まれるように四角形状をなす4つのすくい面8と、を備え、一のすくい面8aを正面に見て、一のすくい面8aに連なる主切れ刃5aと、一のすくい面8aに背向する他のすくい面8bに連なる主切れ刃5bとが、X字状に交差するように互いに異なる向きに延びている。
(もっと読む)
1 - 10 / 106
[ Back to top ]