
Fターム[2B230AA22]の内容
木材等の化学的、物理的処理 (6,740) | 目的 (1,354) | 装飾、化粧 (154)
Fターム[2B230AA22]の下位に属するFターム
木目模様形式 (24)
艶出し(ワイピング等) (8)
Fターム[2B230AA22]に分類される特許
21 - 40 / 122
木質材の塗装方法
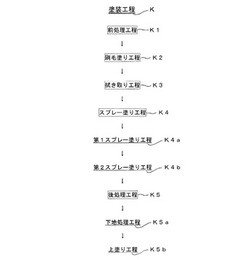
【課題】素材表面の木目を形成する夏材部と春材部に異なる色を着色して木目模様を鮮明化すること。
【解決手段】塗装面となる木質材の素材表面の凹凸を前処理として紙ヤスリ等の削り具で平滑化する前処理工程と、前処理工程で前処理した木質材の素材表面の全面を木目に沿って所要の色の塗料を刷毛塗りする刷毛塗り工程と、刷毛塗り工程で刷毛塗りした塗料が木質材の素材に浸透するのを一定時間放置することで待ち、木質材の素材表面の全面を布等の拭き取り具で拭き取る拭き取り工程と、拭き取り工程で塗料を拭き取った木質材を一定時間放置し、その後、所要の色の塗料をスプレー塗りするスプレー塗り工程と、スプレー塗り工程でスプレー塗りした木質材を一定時間放置して、スプレー塗りした塗料を乾燥させ、木質材の素材表面の全面に下地塗料を塗布して、下地塗料が塗料膜化し、さらに、塗料膜が硬化するまで乾燥させる下地処理工程と、有することを特徴とする。
(もっと読む)
化粧板の製造方法

【課題】天然木突板を用いつつ所望のデザインが具体的に容易に得られる化粧板の製造方法を提供する。
【解決手段】基板1表面に、その表面色を隠蔽しかつ木目の色柄と融合調和する色柄を有する印刷層4を形成し、印刷層4表面に透明性接着剤5′を介して天然木突板7を接着して薄単板層6を形成した後、その薄単板層6の表面をショットブラスト又はブラッシングで研削して薄単板層6表面の春目部8を凹部とし秋目部9を凸部とする凹凸薄単板層10を形成し、この凹凸薄単板層10の表面に透明性樹脂塗料を塗布して透明性樹脂塗料層11を形成することで、化粧板を製造する。印刷層4の色柄に応じて硬さの異なる天然木突板7を薄単板層6として用いることで、印刷層4の色柄に応じて薄単板層6の研削量を変え、印刷層4の色柄におけるグラデーションの幅が太いほど硬い天然木突板7を用いる。
(もっと読む)
竹の趣きを生かした細工
【課題】日本で古くからの馴染みのある竹そのものの形を生かした、竹の刳り抜き細工を提供する。
【解決手段】竹の節と節の間に直線や曲線で模様を描き、錐等や鋸等を用いて刳り抜く。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む三次元形状の木材を製造する際、所望位置に所望パターンを形成することが可能な圧縮木製品の製造方法を提供すること。
【解決手段】大気よりも高温高圧の水蒸気雰囲気中で木材に圧縮力を加えて形状変化を生じさせる圧縮工程を有し、曲面を含む三次元形状を有する圧縮木製品を製造する圧縮木製品の製造方法。圧縮工程S3の後に、木材の表面にパターンを形成する付着物を所望位置に配置し、木材と共に大気中で加熱しながら加圧力を加えることにより、木材を圧縮工程後の形状と略等しい形状に整形すると共に、付着物を木材に定着させる定着工程S6を有する。
(もっと読む)
圧縮木製品の製造方法
【課題】木目が自然な感じで連続的に変化し、意匠性にも優れた木目模様を生じさせることができる圧縮木製品の製造方法を提供する。
【解決手段】周回して閉じた周縁部が第1の平面を通過し、かつ前記第1の平面によって分けられる二つの空間の一方にのみ複数の凸状の頂点を含む起伏を有し、かつ前記複数の凸状の頂点のうち任意の二つの頂点は、該二つの頂点を通過するとともに前記第1の平面と直交する第2の平面上で見たとき、前記第1の平面からの高さが高い頂点ほど中心部の近くに位置し、かつ圧縮によって減少する分の容積を加えた容積を有する形状をなすブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材を、大気よりも高温高圧の水蒸気雰囲気中で圧縮することによって略椀状に変形させる圧縮工程と、を有する。
(もっと読む)
木粉含有成型物製造方法および木粉含有成型物
【課題】印刷フィルムの転写や、塗装を利用しなくても表面に多様なデザインを施した木粉含有製品を提供すること。
【解決手段】木粉を主成分として含む成型体の全表面の少なくとも一領域内において、一部分のみを、他の部分よりも、高い温度で加熱する加熱工程を少なくとも経ることにより、全表面の少なくとも一領域内において、一部分の色調と、他の部分の色調とが互いに異なる木粉含有成型物を製造する木粉含有成型物製造方法およびこれにより得られた木粉含有成型物。
(もっと読む)
成形同時加飾繊維成形品とその製造方法
【課題】 美麗な加飾が可能な成形同時加飾繊維成形品とその製造方法を提供する。
【解決手段】 微細な皺を一面に形成し見かけ上の寸法を小さくした易成形用紙1にあらかじめ図柄2を形成し、易成形用紙1を金型3に挟み込み、次いで型締めし、次いで繊維性主材料に高分子結合材および水を添加して混練した混合物を成形材料5として用い、加熱した金型3のキャビティ4内に成形材料5を充填し、次いで金型3のパーティング面の間に0.02〜0.50mmの間隙を形成し、この間隙から前記キャビティ4内で発生した水蒸気を放出除去して成形材料5を乾燥し固化させ、次いで型開きして易成形用紙1が表面に一体成形された繊維成形品6を得るように構成した。
(もっと読む)
木質材料ボードを仕上げ加工するための方法および装置
少なくとも1つの上面および/または底面に装飾を有する木質材料ボード(2)を仕上げ加工するための方法であって、以下の段階、すなわち、
(a)木質材料ボード(2)の上面および底面を洗浄すること、
(b)コランダム粒子を含む第1の上方の樹脂層を木質材料ボード(2)の上面に、第1の下方の樹脂層を底面に付着させること、
(c)第1の上方の樹脂層および第1の下方の樹脂層を3%ないし6%の残留含水率に乾燥させること、
(d)セルロースを含む第2の上方の樹脂層を木質材料ボード(2)の上面に、および第2の下方の樹脂層を底面に付着させること、
(e)第2の上方の樹脂層および第2の下方の樹脂層を3%ないし6%の残留含水率に乾燥させること、
(f)ガラス粒子を含む少なくとも第3の上方の樹脂層を木質材料ボード(2)の上面に、および少なくとも第3の下方の樹脂層を底面に付着させること、
(g)第3の上方の樹脂層および第3の下方の樹脂層を3%ないし6%の残留含水率に乾燥させること、および
(h)多層構造を圧力の影響および温度の影響下で圧縮すること、を有する。
(もっと読む)
木質積層材とその製造法
【課題】針葉樹単板や植林木単板を利用しつつも、割れや抜け節などの欠点部が補修された高強度な木質積層材を得る。
【解決手段】合板やLVL、その他の木質積層材(M)を構成する複数の単板(1)(2a)(2b)(3a)(3b)のうち、糊芯単板(2a)(2b)の表裏両面に発泡剤入り接着剤(4)を塗布して、その接着剤(4)を塗布していない残余の単板と上記糊芯単板とを、全体的な積層状態のもとで冷圧した後、同じく全体的な積層状態にある複数の単板を熱圧して、上記発泡剤入り接着剤(4)を発泡・膨張させることにより、各単板の欠点部へ悉く充填し硬化させる。
(もっと読む)
塗料及び塗装体
【課題】レドックス硬化型塗料の利点を保持しながら、還元剤の配合量を少なくしても、短時間で硬化するようにして生産性が高まるようにするとともに、着色成分である還元剤が少ないことで塗料の色に与える影響を小さくして、塗料の色が濃色のみならず、透明、透明に近い淡着色透明、淡色等であっても、所望の色の塗膜が得られるようにする塗料及びその塗料からなる塗膜を有する塗装体を提供することを目的とする。
【解決手段】ラジカル重合性化合物と有機過酸化物と還元剤とを含む塗料であって、還元剤は、酸化還元電位が200mV以上であるフェロセン又はジメチルアミンであり、ラジカル重合性化合部100質量部に対する配合量が0.03質量部〜0.12質量部であることを特徴とする塗料。
(もっと読む)
木質板状建材の製造方法
【課題】耐光性を付与し得るとともに、木目模様を強調し得る木質板状建材の製造方法を提供する。
【解決手段】木質板状建材10の製造方法は、道管14aにより連なるような木目14を有する木材1を、高圧高温水蒸気によって加熱処理し、加熱処理後の処理木材13の表面13aに、前記木目を含んで塗膜層16が形成されるように着色塗装処理を施し、次いで、前記木目の塗膜層16aを残存させるように、表面に形成された前記塗膜層を含む表面層17を、表面研磨処理を施すことで除去する。
(もっと読む)
インキ塗布方法、インキ塗布装置、インキ塗布済の造作部材または家具部材の製造方法およびインキ塗布済の造作部材または家具部材
【課題】造作部材または家具部材の上面に形成された溝または面取り部に対して高速でインキを塗布することが可能なインキ塗布方法およびインキ塗布装置を提供する。
【解決手段】インキ塗布装置10は、幅木材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される幅木材11の面取り部21aまたは縦溝21cおよびそれらの近傍の上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、上面21に残る溶液28を掻きとる吸水ロール33とを備えている。さらに、面取り部21aまたは縦溝21cに塗布された溶液28に対してインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、その外周面上に付着されたインキ27を面取り部21aまたは縦溝21c上の溶液28に塗布する2段印刷版胴35,45を有している。
(もっと読む)
温泉水を用いた染色性木質系材料、およびその製造方法
【課題】温泉水を使った安全・安心な、また経済性に優れた染色性木質系材料の製造方法を提供する。
【解決手段】タンニン化合物を含有している木質系材料を、鉄化合物を主体に含む遷移金属イオンの水溶液に浸漬させることによって得られる。
(もっと読む)
抗アレルゲン性を有する木質板とその製造方法
【課題】表面に傷が付きにくく、長期間にわたって抗アレルゲン性を持続して発揮することのできる、床材などに適用可能な、抗アレルゲン性を有する木質板と、この木質板を製造するための製造方法を提供すること。
【解決手段】板状の木質基材3と、木質基材3の表面に配設され、2層以上の複数層から形成された機能層4とを備え、機能層の最も外側に位置する最外表面層が抗アレルゲン剤を含有し、機能層には、最外表面層の直下に厚さ50〜100μmで、単層の厚膜層が形成されている。
(もっと読む)
木質表面化粧材の製造方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の製造方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
木質表面化粧材の着色方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の着色方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
木質構造用複合部材およびその製造方法
【課題】
スギ材の利用を考慮した、耐火建築物に梁または柱として使用可能な木質構造用複合部材を提供する。
【解決手段】
強度支持層としての内層用構造用集成材の両面に燃え止まり層用としての難燃処理合板と燃え代層用としての外層用構造用集成材を接合する。さらに、耐火性向上のために、内層用構造用集成材と難燃処理合板の木口を被覆するように強化石膏ボードを接合する。強化石膏ボードの木口は、外層用構造用集成材で被覆されるよう、梁背を強化石膏ボードの厚み分より長くする。
(もっと読む)
木材の模様形成方法および模様が付与された木材
【課題】連続的に短時間で木材表面にくっきりした凹凸模様を、木材の割れや歪みなどが発生せずに形成することのできる木材の模様形成方法と、この模様形成方法によって模様が付与された木材を提供すること。
【解決手段】加熱水蒸気2により軟化させた木材1の表面に、回転するエンボスロール3の外周面4に有する成形面5を接触させ、成形面に形成された模様パターンに対応する凹凸模様7を木材表面に圧縮成形する際に、エンボスロールの温度を200〜400℃とする。
(もっと読む)
木質材の模様形成方法及び模様形成された木質材
【課題】木質材の表面をパターン状に着色して模様を形成する方法及び模様が形成された木質材を提供する。
【解決手段】木質材1の表面に、パターン状に加熱水蒸気3を接触させ、加熱水蒸気3の接触部分の木質材1を変性着色して模様4を形成する。パターン状に加熱水蒸気3を接触させる工程は、パターン状の開口部2aを有する被覆材2で木質材1の表面を被覆する工程と、被覆材2の開口部2aから加熱水蒸気3を接触させる工程とからなり、加熱水蒸気3接触後に被覆材2を除去している。
(もっと読む)
21 - 40 / 122
[ Back to top ]