
Fターム[3C034CB01]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 砥石台、ワークテーブルの送り運動 (595)
Fターム[3C034CB01]の下位に属するFターム
Fターム[3C034CB01]に分類される特許
21 - 40 / 349
移動体の接触検知方法
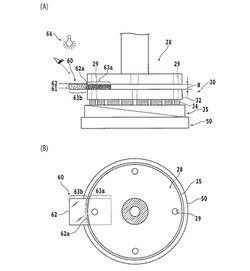
【課題】二つの物体を近づける場合に、両者間の隙間を維持したままできるだけ両者を近づけるとともに、両者が近づいたことを検出することを可能とするための、移動体の接触検知方法を提供する。
【解決手段】少なくとも一方が移動体として移動する二つの物体同士が、所定の距離まで近づいたかを検知するための移動体の接触検知方法であって、少なくとも二つの物体の間に設けたい所定の距離よりも厚い可撓性を有するベース部と、ベース部の少なくとも一部の表層部に形成される可撓性を有する光反射部と、を有する接触センサーを用いる。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法

【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
レシプロ研削盤及びその制御方法
【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ティーチングレス化、ワークのセット替えの自動化により、セット替え時間の短縮化を図ると共に、不良品の発生を完全に無くし、一発で良品を出す。
【解決手段】砥石4支持用の支持軸6のセンター位置CPを基準に、研削加工前の最初のワーク2の直径ID、砥石の直径WD、研削加工後の最初のワークの研削完了位置S4、研削加工前の2番目以降の各砥石の実際の研削開始位置S0から仮の研削開始位置S0′を演算する場合、砥石を、仮の研削開始位置から移動させて研削加工を実行し、研削完了位置S4近傍で、砥石を、S4分だけ最初のワークから離間させることで、実際の研削開始位置S0を確定させる。仮の研削開始位置は、実際の研削開始位置との間に余裕量Sαを考慮し、S0′=ID−WD−S4−Sαなる演算で設定される。
(もっと読む)
分割予定ライン検出方法
【課題】分割予定ラインの間隔が等間隔でないとともに平行でない被加工物の分割予定ラインを正確に迅速に検出可能な分割予定ライン検出方法を提供する。
【解決手段】分割予定ライン検出方法であって、撮像手段を分割予定ラインに沿って相対的に移動して、第1アライメントマークPと、中間アライメントマークRと、第2アライメントマークQとの間隔に対応して各アライメントマークP、R、Qを撮像して記憶する往路アライメントマーク撮像工程と、撮像手段を隣接する分割予定ラインに移動し、各アライメントマークP,R,Qを撮像して記憶する復路アライメントマーク撮像工程と、該往路アライメントマーク撮像工程と該復路アライメントマーク撮像工程とを複数回繰り返して複数の分割予定ラインに関するアライメント情報を取得した後、位置情報から最小二乗法により、分割予定ラインを検出する分割予定ライン検出工程と、を具備した。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
研磨装置、および、研磨方法
【課題】簡単な構成でウェーハの取り代を適切に制御可能な研磨装置を提供すること。
【解決手段】バッキングパッド32およびリテーナリング33が一体化された研磨ヘッド3を備えた研磨装置1であって、ウェーハWの研磨中にリテーナリング33が研磨パッド23上のスラリーPから受けるリテーナ液圧Frを測定するリテーナ液圧測定手段35と、このリテーナ液圧測定手段35で測定されたリテーナ液圧Frに基づいて、研磨ヘッド3に付与するヘッド加圧力Fh、定盤22の回転数、および、1バッチあたりの研磨時間のうちの少なくとも1つのパラメータを設定するパラメータ設定手段と、を備え、研磨制御手段は、パラメータ設定手段で設定されたパラメータに基づいて、回転駆動手段および研磨ヘッド加圧手段のうち少なくとも一方を制御する。
(もっと読む)
表面に金属膜が被覆された硬質基板の研削方法
【課題】表面に金属膜が被覆された硬質基板を研削して金属膜を除去可能な硬質基板の研削方法を提供する。
【解決手段】硬質基板の研削方法であって、硬質基板の裏面を保持して該金属膜を露出させる保持工程と、チャックテーブルを回転させると共に、研削ホイールを回転させながら研削送りして、該チャックテーブルに保持された硬質基板の表面に被覆された該金属膜を研削する金属膜研削工程と、該金属膜が研削されて露出した硬質基板を引き続き研削して硬質基板を所定の厚みに形成する硬質基板研削工程とを具備し、該金属膜研削工程は、該研削ホイールを駆動するモータの負荷電流値が所定の値を超えて上昇した際に該金属膜から該研削砥石を離反させる離反工程と、該金属膜に該研削砥石を再度接触させて該金属膜を研削する接触工程とを含み、該離反工程と該接触工程とを繰り返し実施して該金属膜を研削して除去する。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
薄板状物加工装置及び薄板状部材の製造方法
【課題】本発明は、装置全体のコスト高を抑えることができるとともに比較的メンテナンスが容易である薄板状物加工装置を提供することを目的とする。
【解決手段】この発明の薄板状物加工装置は、第一のレールに沿って走行体が走行し被加工物を搬送及び搬出する搬送搬出ユニット、及び第一のレールに沿って配設され被加工物を加工する複数の加工ユニットを備え、複数の加工ユニットが、被加工物を保持する加工テーブルが加工位置から被加工物の受け渡し位置までの間を移動するよう配設された第二のレールを有し、搬送搬出ユニットが、走行体に取り付けられ、第一のレールの配設方向に沿った軸を中心に回転する回転体、及びこの回転体に設けられ、回転体の回転により上記受け渡し位置の加工テーブルに選択的に対面する少なくとも二箇所に配設された被加工物保持部をさらに備えていることを特徴とする。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、一対の静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置R1,R2を測定する一対の測定ヘッド9,10と、ワークWの研削精度が基準精度内に収まったときの測定ヘッド9,10の測定値M1,M2からワークWの相対位置Xを算出する演算手段22と、その相対位置Xと静圧パッド1,2間にワークWが適正に保持されるべき研削基準位置X0とを比較して差分を求める位置比較手段24と、両者に差分があるときに当該ワークWの研削後に両者の差分に応じて研削砥石5,6の研削後退端を補正する後退端補正手段25とを備えている。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消でき、所定の研削精度を長期間にわたって安定的に維持できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置を測定する一対の測定ヘッド9,10と、ワークWの両側面の基準値M1,M1と各測定ヘッド9,10の測定値M1,M1との減算により算出したワークWの両側面の位置を比較して両研削砥石5,6の切れ味差を求める切れ味比較手段26と、両研削砥石5,6に切れ味差があるときに、両研削砥石5,6の切れ味が同じになるように、研削砥石5,6の切れ味に関係する研削条件を切れ味差に応じて補正する研削条件補正手段27とを備えている。
(もっと読む)
切削装置、切削装置を用いた切削方法、および部品の製造方法
【課題】板材を厚さ方向に複数段に分けて段階的にカットする技術において、各段カット時の加工負荷を従来よりも均一に近づける。
【解決手段】回転式の刃具を用い、板材を厚さ方向に複数段に分けて段階的にカットする切削装置が、刃具を回転させるモータに供給される電流値を検出する検出回路と、刃具による複数段の各段の厚さ方向の切り込みの深さである切り込み量を制御する制御装置とを備え、制御装置は、複数段の各段のカット時に検出回路が検出した電流値または電力値に基づいて、複数段の各段のカット時における刃具への加工負荷相当値を特定し、特定した各段の加工負荷相当値間の乖離量に基づいて、各段のカット時における刃具への加工負荷を均一に近づけるよう、各段の切り込み量を補正する。
(もっと読む)
ワーク切削ラインの表示方法
【課題】半導体ウェハのようなワークでの切削ラインの位置を直観的に認識し易くし、切削ラインの位置の確認を混乱せずに確実に行えるようにする。
【解決手段】第1カメラ22で撮影したワーク全体を映し出す広範囲画像および第2カメラ24で撮影した前記ワークの一部を拡大して映し出す高倍率画像であって工作機械の制御軸座標との対応関係が既知の画像を画像処理装置28により生成し、工作機械の制御装置に記憶しているワークの切削位置データに基づいて画像処理装置により切削ラインの描画データを生成し、ワークの広範囲画像および高倍率画像に切削ラインを重ね合わせてディスプレイ装置30に表示する。
(もっと読む)
砥石旋回中心測定方法および砥石旋回中心測定装置
【課題】砥石車の砥石基準点の位置に対する実際の旋回中心点の位置を高精度に測定することができる砥石旋回中心測定方法および砥石旋回中心測定装置を提供する。
【解決手段】砥石車42を第1〜第4旋回角度位置に位置決めし、4つのプレート基準点P0と制御上の旋回中心点Ccとの位置関係を求める。そして、4つの位置関係およびマスタプレート24の既知の寸法等から、幾何学的に砥石車42の砥石基準点Pgと実際の旋回中心点Crとの位置関係を演算する。この方法によれば、砥石台40を旋回させて砥石車42のR形状を成形するツルーイングの砥石形状精度が向上する。
(もっと読む)
加工装置
【課題】比較的安価な機構により高精度な位置決めが可能な加工装置を提供する。
【解決手段】可動部と、該可動部を移動させるモータとボールねじとを含む移動手段と、該移動手段を制御する制御手段とを備えた加工装置であって、簡易スケールユニットを具備し、該制御手段は、所定のタイミングで該モータを回転させて該可動部を該基準距離の始点から終点まで移動させた際の該モータの回転角を記憶する回転角記憶部72と、記憶した回転角と該基準距離とから単位回転当たりの該可動部の移動距離を算出する単位回転角移動距離算出部74と、該単位回転角移動距離算出部74で算出した該単位回転当たりの移動距離に基づいて、該可動部を所定距離移動させるのに必要な該モータの回転角を算出する回転角算出部76を、該回転角算出部76で算出した該回転角だけ該モータを回転させて該可動部を該所定距離移動させるモータ制御部78と、を含む。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を研削送り手段のモータの負荷電流値の変化にによって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
21 - 40 / 349
[ Back to top ]