
Fターム[3C058BA04]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | 速度について検知、設定するもの (75)
Fターム[3C058BA04]に分類される特許
1 - 20 / 75
基板を研磨する方法
固定砥粒ワイヤソーによる加工方法及びウエハ
【課題】固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供する。
【解決手段】1本の固定砥粒ワイヤ10を、メインローラ18A,18Bに一定ピッチで複数回巻き掛けて構成したワイヤ列20をその長手方向に往復走行させ、往復走行するワイヤ列20に被加工物50を押し当てることで、被加工物50を複数箇所で同時に切断して複数枚のウエハへと加工する固定砥粒ワイヤソー1において、往復走行の走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上となる時点とした。
(もっと読む)
プーリシーブ面加工方法及びプーリシーブ面加工用ラッピング装置

【課題】プーリシーブ面の表面粗さのプロフィールが、摩擦係数と耐摩耗性を確保するプロフィールとなるように安定的に加工すること。
【解決手段】プーリシーブ面加工方法は、プライマリプーリ1のシーブ面11,12とセカンダリプーリ2のシーブ面21,22に金属チェーン3を掛け渡して変速する無段変速機CVTに用いられるプーリ1,2において、第一工程81と第二工程82と第三工程83とを備えた。第一工程81は、プーリ1,2のシーブ面11,12,21,22に表面硬さを施すマイクロショット加工処理工程7の後、プーリ1,2のシーブ表面粗さのバラツキを平準化する。第二工程82は、シーブ表面に形成された溝の深さ度合いを評価する溝深さRzを、所定の目標値となるように施工する。第三工程83は、シーブ表面に形成された凹凸による平坦度合いを評価する平坦面積率Rmrを、所定の目標値となるように施工する。
(もっと読む)
Cu−Ga合金の切断方法およびスパッタリングターゲットの製造方法
【課題】 Gaの組成比が比較的大きいCu−Ga合金塊であっても、生産効率が低下することなく、ひびが入ったり、割れたり欠けたりすることなくこれを切断して所望の形状に切断することができるCu−Ga合金の切断方法を提供する。
【解決手段】 Cu−Ga合金の切断方法は、熱処理工程とスライス加工工程とを含む。熱処理工程では、溶解鋳造により作製された直方体形状のCu−Ga合金塊81を、450℃以上700℃未満の温度下で熱処理する。次に、スライス加工工程では、熱処理されたCu−Ga合金塊81を、切断面が直方体の最も短い辺に対して垂直となるように、ダイヤモンドバンドソー装置1またはマルチワイヤソー装置10を用いて切断する。
(もっと読む)
CMP方法及び半導体装置の製造方法
【課題】酸化珪素砥粒を含む研磨剤により酸化珪素膜の平坦化を行う場合に、酸化珪素膜と研磨停止膜としての窒化珪素膜との研磨選択比を確保する。
【解決手段】実施形態に係わるCMP方法は、酸化珪素砥粒を含む研磨剤を用い、かつ、研磨停止膜として窒化珪素膜を用いて、被研磨膜としての酸化珪素膜の平坦化を行う場合において、研磨剤に、50000以上、5000000以下の重量平均分子量を持つ第1の水溶性高分子と、1000以上、10000以下の重量平均分子量を持つ第2の水溶性高分子とを含ませた状態で、酸化珪素膜の研磨を行う。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法
【課題】ワイヤ往復走行時やワイヤ往復切替に伴うワイヤ加減速時に発生するウエハのスクラッチを抑制または防止する。
【解決手段】ワイヤ減速開始時にワーク送り機構18がワーク送り方向を反転させて、停止時にはワーク送り機構18がワーク切断位置(切断底面)からワイヤ4を離間させる。好ましくは砥粒サイズ以上の距離を離す。その後、往復走行するためにワイヤ4を逆向きに加速させると共に、このワイヤ加速開始時に再び、ワーク送り方向を切断方向に反転させて、ワイヤ最大速度到達のタイミングで加工を再開する。
(もっと読む)
少なくとも3つの加工物の同時両面材料除去処理のための方法
【課題】両面処理装置の回転する上側加工ディスクと回転する下側加工ディスクとの間の少なくとも3つの加工物の同時両面材料除去処理のための方法を提供する。
【解決手段】加工物は、案内ケージにおいてそれぞれの開口部において自由に移動可能な態様にあり、2つの加工ディスク間に形成された加工間隙において圧力下で後者によって移動され、一旦、加工物の予め選択された目標厚みに到達すると、減速プロセスが開始され、その間において、上側加工ディスク、下側加工ディスク、および案内ケージのすべての駆動部iの角速度ωi(t)は、2つの加工ディスクおよび案内ケージの停止にまで減じられ、すべての駆動部iの角速度ωi(t)は、この場合において、時間tの関数としてのすべての角速度ωi(t)の互いに対する比率が、予め選択された目標厚みに到達する瞬間における比率から10%を越えて外れないように低減される。
(もっと読む)
ベルト研磨装置
【課題】研磨面において研磨ムラを生じさせることなく、一様で意匠性の高い研磨面を形成することのできるベルト研磨装置を提供する。
【解決手段】このベルト研磨装置PSは、研磨ベルト9に加えられる加圧力の大きさを測定する加圧力測定手段17と、加圧力の大きさを調整する加圧シリンダ4とを有しており、加圧力測定手段17により測定された加圧力が一定となるように制御しながら研磨を行う。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
シリコンウェーハの研磨方法及び研磨装置
【課題】研磨布のドレッシング状態の変化によって生じる研磨速度の変化による研磨代のばらつきを抑制し、仕上がり厚さを高精度に制御できるシリコンウェーハの研磨方法及び研磨装置を提供する。
【解決手段】所定の研磨代となるように研磨時間を設定し、タンク内に貯蔵された研磨剤を研磨布に供給しながらシリコンウェーハを研磨布に摺接させて設定した研磨時間で研磨し、供給した研磨剤を前記タンク内に回収して循環させながらシリコンウェーハの研磨をバッチ式に繰り返すシリコンウェーハの研磨方法において、研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度を予めデータベースに記録しておく工程と、所定の研磨代となるように研磨時間を設定する際に、データベースに記録された研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度に基づいて研磨時間を設定する工程とを有するシリコンウェーハの研磨方法。
(もっと読む)
バレル研磨装置
【課題】複雑な形状のワークをバレル研磨する場合に、そのワークの箇所により、過研磨の箇所と未了研磨の箇所いわゆる研磨ムラが生じやすく、一定品質の研磨ができない点である。
【解決手段】研磨媒体を収容する研磨媒体収容槽内において、ワークと研磨媒体とが擦れ合って生ずる摩擦によりワークの表面を研磨するバレル研磨方法において、ワークの自転運動、上下運動、振り子運動を、互いに連動することなく独立させて運動させ、ワークが研磨媒体収容槽内において特定軌道を描くことができないようにしたバレル研磨方法を提供するものである。
(もっと読む)
ワイヤソー装置及び切断加工方法
【課題】揺動角度が大きくなっても、ワイヤの撓みを抑制することができ、バランスよく切断できるワイヤソー装置等を提供する。
【解決手段】走行しながら揺動する切断用ワイヤ3に被加工物Wを押し付けて被加工物Wを切断するワイヤソー装置1である。揺動するワイヤガイド支持部4に配置され、各々が回転する一対のワイヤガイド2、これらワイヤガイド2の周囲に螺旋状に巻き付けられる1本の切断用ワイヤ3の巻き出し及び巻き取りが可能なワイヤ供給装置6及びワイヤ巻取装置7、変位して被加工物Wを切断用ワイヤ3に押し付けるワーク保持部50、制御装置8を備える。制御装置8が、ワイヤガイド支持部4の揺動角度の変化に反比例してワーク保持部50の変位速度を制御する変位制御手段8aや、ワイヤガイド支持部4の揺動角度の変化に反比例してその揺動速度を制御する揺動制御手段8bを有している。
(もっと読む)
研磨パッドのコンディショニング方法及び装置
【課題】半導体ウエハ等の基板の被研磨面の中央部における研磨速度の低下を抑え、基板の被研磨面を全面にわたって均一に平坦化することができる研磨パッドのコンディショニング方法及び装置を提供する。
【解決手段】基板Wの表面に形成された薄膜に摺接して薄膜を研磨する研磨テーブル1上の研磨パッド2をドレッサ22を用いてコンディショニングするコンディショニング方法であって、研磨パッド2の中心部と外周部との間を移動して研磨パッド2をドレッシングするドレッサ22の移動速度を研磨パッド2の所定の領域A2で標準移動レシピにおける所定の領域A2の速度より大きくして研磨パッド2のコンディショニングを行い、研磨パッド2の所定の領域A2に摺接して研磨される基板W上の薄膜の研磨速度を高めるようにした。
(もっと読む)
手持ち式機械
【課題】片手モード及び両手モードの両方の操作モードに適切に適合された手持ち式機械を提供する。
【解決手段】手持ち式機械は、この機械の使用者の一方の手を受け止めるための第1のグリップ106、この機械の使用者のもう一方の手を受け止めるための第2のグリップ118、及びこの手持ち式機械を可撓性管路116に接続するための少なくとも1つの継手114を備える。第2のグリップ118は継手114を越えてその使用位置に延在するが、この位置から移動可能である。
(もっと読む)
ワイヤソー装置及び切断加工方法
【課題】揺動切断の際に発生するワイヤの局所的な張力変動を抑制する。
【解決手段】往復走行しながら揺動する切断用ワイヤ3に被加工物Wを押し付けて切断するワイヤソー装置1である。揺動するワイヤガイド支持部4や、ワイヤガイド支持部4に配置された一対のワイヤガイド2、2、切断用ワイヤ3を一対のワイヤガイド2、2に巻き付けることにより、これらワイヤガイド2、2の間に形成されるワイヤ群3a、切断用ワイヤ3の巻き出し及び巻き取りが可能なワイヤ供給装置6とワイヤ巻取装置7、変位して被加工物Wをワイヤ群3aに押し付けるワーク保持部50、制御装置8を備える。制御装置8が、切断用ワイヤ3の走行速度を制御する走行速度制御手段8aと、切断用ワイヤ3の走行速度の増減に応じてワイヤガイド支持部4の揺動速度を増減制御する揺動速度制御手段8bとを有している。
(もっと読む)
ワイヤソーの加工条件設定方法
【課題】
加工条件を決定するに際して、オペレータの入力作業を少なくし、基本的な加工条件の数値を入力することによって、自動演算により加工条件に適合する数値データを制御装置に自動的に設定できるようにする。
【解決手段】
複数のメインローラ6の間にワイヤ2を多重に巻き掛け、往復走行状態のワイヤ2にワーク14を押し当てることによって、ワーク14を所定の厚みの多数の板状体に切断し、ウェーハとして産出するワイヤソー1において、必要な加工条件を入力し、加工条件にもづいて複数の計算式から1サイクルでのワイヤ2の送り距離、戻り距離を演算し、入力した加工条件および計算により求めた送り距離および戻り距離を制御装置に自動的に設定する。
(もっと読む)
ワイヤソーの運転再開方法及びワイヤソー
【課題】ワイヤソーによるワークの切断において、ワイヤの断線等によってワークの切断が途中で中断された場合でも、加工後のウェーハのナノトポグラフィーの悪化を確実に抑制して切断を完了させることができるワイヤソーの運転再開方法及びそのワイヤソーを提供することを目的とする。
【解決手段】
ワークの切断を途中で一旦中断した後、該切断を再開する場合の運転再開方法であって、ワイヤの往復走行の方向及び走行速度を検出して時系列で記録しつつ前記ワークを切断する工程と、ワークの切断を再開する際に、ワイヤの往復サイクルがワークの切断の中断前と再開後で連続的となるように、ワイヤの往復走行の方向及びその方向への走行時間をワークの切断の中断時までに記録されたワイヤの走行履歴に基づいて制御して切断を再開する工程とを有することを特徴とするワイヤソーの運転再開方法。
(もっと読む)
サンダ
【課題】目詰まり現象が起きにくいサンダを提供する。
【解決手段】上記の目的を達成するために、モータ20と、モータ20を収納するハウジング2と、モータ20により駆動される揺動プレート10と、モータ20の回転軸21の下端に固着された偏芯軸23と、モータ20の回転軸21に固着されたホルダー24と、ホルダー24の周面に装着された磁石25と、磁石25の磁力を感じる磁気センサ31をもった制御基板30と、を備えたサンダにおいて、制御基板30は、磁気センサ31からの信号を基にフィードバック制御を行い、モータ20の回転数を一定回転数としたことを特徴とするサンダ。
(もっと読む)
表面処置方法
【課題】往復揺動による表面処理において、処理効率が高く、かつ処理時間の短い、耐久性に優れた表面処理方法を提供する。
【解決手段】揺動槽1内に処理材12及び被処理物13を収容し、揺動槽1を略等速で往復揺動させて被処理物13の表面を処理する表面処理方法であって、往復揺動において、少なくとの2以上の速度の異なる揺動区間を有し、揺動区間のうち、揺動端を含む揺動区間における速度が最も小さい。
(もっと読む)
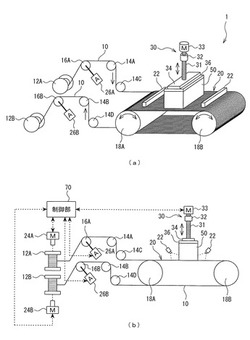
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
1 - 20 / 75
[ Back to top ]