
Fターム[3C063BA23]の内容
Fターム[3C063BA23]に分類される特許
1 - 20 / 25
穿孔方法、制御方法、穿孔装置
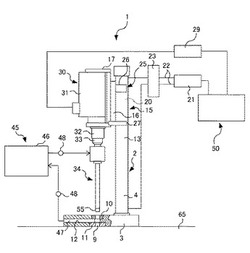
【課題】コンクリート構造物に穿孔する際に、コンクリート構造物内に埋設されている各種の配管等を切断したり傷付けたりするのを防止する。
【解決手段】コンクリート構造物65に孔を形成するための穿孔方法であって、穿孔面が平面で形成されるとともに、軸線方向に貫通するコア孔が設けられ、かつ、該コア孔の内外を貫通する孔又はスリットが少なくとも1箇所に設けられる円柱状の砥石ビット55を用い、流体供給手段45により前記コア孔を介して前記穿孔面に流体を供給しながら、該砥石ビット55を回転させつつ推進させることにより、前記コンクリート構造物65に孔を形成する。
(もっと読む)
超砥粒ホイールおよびその製造方法

【課題】切り屑の排出をスムーズに行うことが可能な超砥粒ホイールおよびその製造方法を提供することを目的とする。
【解決手段】超砥粒ホイール10は、超砥粒2cを結合材2dにより結合した超砥粒層のみからなる円環板状の超砥粒ホイールであって、超砥粒層は、ワークに接触する作用部2と、作用部2より内側に位置する内周部3とを備え、作用部2は、半径方向に一定の幅を有し、かつ、板厚方向に一定の厚みを有し、内周部3は、作用部2よりも薄い一定の厚みを有する。
(もっと読む)
ドリルビット
【課題】
ダイヤモンド砥粒の取付部のボディ形状を改良することにより、ダイヤモンド砥粒が剥離し難いドリルビットを提供する。
【解決手段】
円柱状のボディ2の先端にダイヤモンド砥粒5を溶着するドリルビットであって、ボディ2の先端部の一部分が、先端面に対して軸方向後方に後退する後退面2bとなるように形成し、後退面2bにおいてダイヤモンド砥粒5を先端面よりも多く積層して多層にした。ボディ2には、先端部から軸方向後方に延びるキー溝が形成され、キー溝の先端側開口面の一部又は全部が後退面2bに含まれるような位置関係にした。
(もっと読む)
高速研削砥石
【課題】比較的高価でなく、超砥粒でない一般研磨砥粒を用いる工具から超砥粒研削性能を得る方法であり、超高速の接線方向接触速度(すなわち少くとも約125m/sec)で、従来の研磨工具を操作する。
【解決手段】超高速操作速度は、酸化アルミニウム、酸化ケイ素、酸化鉄、酸化モリブデン、酸化バナジウム、酸化タングステン、炭化ケイ素などのビトレアスもしくはレジン結合された粒子から形成されたセグメント8を有するセグメント研削砥石で達成される。研磨材セグメントは、エポキシセメントのような接着剤で工具の中心に結合される。研磨材セグメントは、従来の超砥粒を有するセグメントよりも著しく大きな深さまで製造され得、その結果、長い寿命ならびに高性能を与える。加えて、一般砥石セグメントは、形直し、および目直し、そして複雑な形状の工作物を研削して複雑な輪郭研削をするのが、比較的容易である。
(もっと読む)
工作物目視特性を備えた砥粒ホイール及びその製造方法
【課題】表面研削のための改良された砥粒ホイール及びその製造方法を提供する。
【解決手段】砥粒ホイールは、自らを貫通する不規則な外周形状又は孔を有し、それにより通常の面仕上げ操作、バリ取り及び又は溶接ブレンディングにおいて研削される工作物の表面の目視が可能になる。砥粒ホイールの各々は、ホイールの円形外周部にある間隔で配置される1つ以上のギャップを有することができる。ギャップに加えて又はギャップの代わりに、ホイールに等間隔で同じ様に配置される複数の孔を設けることもできる。ギャップ及び孔の位置は、ホイールのバランスを保つように選定可能である。ホイールが自らの軸線の回りを回転しているときに、ホイールを工作物の表面から動かすことなく、研削中の工作物の表面状態を監視することができる。
(もっと読む)
研磨パッド
【課題】 被研磨物の外周部分に発生する欠けを低減可能な研磨パッドを提供することである。
【解決手段】 被研磨物を研磨する研磨面に複数の溝が形成された研磨パッドであって、前記複数の溝のうち少なくとも一部の溝の該研磨パッドの回転方向後側のエッジ部に、被研磨物と該溝のエッジ部との衝突を緩衝する緩衝部が形成されていることを特徴とする。
(もっと読む)
リーマ加工刃具
【課題】 加工時に穴入口でのビビリを防止できるリーマ加工刃具を提供する。
【解決手段】 砥石3を構成する金属製チップ5の軸方向の先部5aの刃面7は先端に向かって小径となる雄テーパ面とされ、この先部5aには先端方向に開放されたスリット8が軸方向に形成されている。スリット8が形成された結果、先部の刃先剛性は小さくなり外側からの力が作用することで径方向内側に変形しやすくなっている。その結果、加工刃具の回転中心C1と穴の中心C2とがずれている場合であっても、加工刃具が前進して砥石3の先端が穴の入口に当たると、先部5aが径方向内側に変形し、砥石3が高速で回転していても、ビビリが発生することなく加工刃具を穴に進入させることができる。
(もっと読む)
ドリル用コアビット
【課題】コンクリートのコアとの間に発生する摩擦を減少させると共に、穿孔時に発生した切削屑を外部に容易に排出することができる。
【解決手段】軸心に冷却剤流路25を形成したシャンク21と、シャンク21の先端に固着され、内側が冷却剤流路25に連通する研削砥石6と、を備え、研削砥石6は、ダイアモンドコアビットであって、2つのスリット間隙34,34を存して対峙した、外径が異なる略半円状の2つの研削刃部31a,31bを有しているものである。
(もっと読む)
切削面にスリットもしくは鎖線状開口穴を有するディスクグラインダー用回転砥石
【課題】鋼材など加工した後、溶接や切断面の仕上げのために手持タイプのディスクサンダー を使う。この回転砥石の切削性能が従来のものより優れ、尚且つ最後までこの性能を維持可能なディスクサンダー用砥石。
【解決手段】
回転砥石にスリットを入れる。これにより切子の抜けが良くなり目詰まり現象がなくなる。赤熱されて効率よく飛散する切子は放熱効果により砥石の高熱劣化をおさえて砥石の磨減量を減少させる。又、このスリット端部はドリルの刃の機能を持ち、これにより切れ味が最後まで落ちないディスクグラインダー用砥石が実現した。
(もっと読む)
クーラントスリット付き軸付き砥石
【課題】金属やセラミックス等の高硬度材を軸付き砥石にて研削加工する場合、クーラント液と加工された切粉は、軸付き砥石の砥粒と砥粒の間の僅かな隙間に入り込むしかなかった。そのため、軸付き砥石の目詰まり等が発生しやすく、軸付き砥石の寿命を減少させ、また、被加工物の加工面の面粗さ等にも影響を与えていた。
【解決手段】本発明のクーラントスリット付き軸付き砥石は、軸付き砥石の外周部と底部にクーラント液と加工粉が入り込むスリットを設けることで、軸付き砥石の長寿命化と高品位な研削加工が実現できる。
(もっと読む)
研磨用回転バフ体を用いる研磨方法
【課題】研磨面の発熱を抑制してバフ目の発生を抑制するという塗装仕上げ研磨用や粗仕上研磨用のバフ体を用いるバフ研磨方法を提供する。
【解決手段】
円盤体を回転させることにより、円盤体の研磨面を被研磨体面に接触させることにより被研磨体面を研磨できる研磨用バフ体において、研磨面の形状が円盤の外周から中心部に向けて半径の2〜40%の領域の一部を切り取った形状の円盤体であり、円盤体の研磨面を構成する素材を、起毛布、羊毛、綿、フェルト、ネル布、不織布、タオル地、スポンジから選ばれる素材で構成したことを特徴とする研磨用バフ体を用いるバフ研磨方法。
(もっと読む)
ドリル工具
【課題】使い始めから使い終わりまでほぼ一定の穿孔性能を保持することができ、軽い力でも所定の穿孔性能を出す。
【解決手段】工具本体2の前方側に突出して設けられたビット駆動軸3と、該ビット駆動軸3の先端に取り付けられたダイヤモンドビット4を回転させることによりコンクリート等を穿孔するドリル工具であって、工具本体2は、大きさが脈動して上記ビット駆動軸3に沿って変化する加振力を上記工具本体2に発生させる加振装置を備え、上記ダイヤモンドビット4は、上記ビット駆動軸3の先端に取り付けられたベース24と、該ベースに固定されて一側に開口する凹欠部31を有する略環状又は円柱状の第1のダイヤモンド砥石体25と、上記凹欠部31内に設けられた第2のダイヤモンド砥石体26とを有し、第2のダイヤモンド砥石26体は、第1のダイヤモンド砥石体25よりも低く形成されている。
(もっと読む)
ノンコアドリルビット
【課題】主に使い始めから使い終わりまでほぼ一定の穿孔性能を保持することができる。
【解決手段】穿孔工具のシャンクの先端に取り付けられるベース2と、該ベース2に固定されて一側に開口する凹欠部10を有する円柱状の第1のダイヤモンド砥石体3と、上記凹欠部10内に設けられた第2のダイヤモンド砥石体4とを有し、第2のダイヤモンド砥石体4は、第1のダイヤモンド砥石体3よりも低く形成されていることを特徴とする。第1のダイヤモンド砥石体3の先端面の内側は略すり鉢状の凹形状に形成するのが好ましい。
(もっと読む)
工作物目視特性を備えた砥粒ホイール及びその製造方法
【課題】表面研削のための改良された砥粒ホイール及びその製造方法を提供する。
【解決手段】砥粒ホイール110は、自らを貫通する不規則な外周形状又は孔を有し、それにより通常の面仕上げ操作、バリ取り及び又は溶接ブレンディングにおいて研削される工作物の表面の目視が可能になる。砥粒ホイールの各々は、ホイールの円形外周部にある間隔で配置される1つ以上のギャップ112を有することができる。ギャップに加えて又はギャップの代わりに、ホイールに等間隔で同じ様に配置される複数の孔を設けることもできる。ギャップ及び孔の位置は、ホイールのバランスを保つように選定可能である。ホイールが自らの軸線の回りを回転しているときに、ホイールを工作物の表面から動かすことなく、研削中の工作物の表面状態を監視することができる。
(もっと読む)
アルミニウム鋳造品のバリ研削用工具
【課題】目詰まりを生じることなく、またスムーズな研削が可能なアルミニウム鋳造品のバリ研削用工具を提供する。
【解決手段】本発明に係るアルミニウム鋳造品のバリ研削用工具26は、外周面に周方向に一定間隔をおいて外方に突出させて設けた複数の研削刃20を有する研削ディスク18が、一端側に取付台12を有する駆動軸10の該取付台12に、各研削ディスク18の研削刃20を順次周方向にずらした状態で複数枚積層して取り付けられていることを特徴とする。
(もっと読む)
切削工具
【課題】優れた切れ味を備えつつ長寿命化を図った切削工具を提供する。
【解決手段】並設された複数の砥粒層2を被削体に切り込ませて被削体の切削に供される切削工具Bに対し、砥粒層2として、高耐摩耗性砥粒層2aと、この高耐摩耗性砥粒層2aよりも耐摩耗性の低い低耐摩耗性砥粒層2bとを備え、高耐摩耗性砥粒層2aと低耐摩耗性砥粒層2bとを並設方向に略規則的に配設する。また、高耐摩耗性砥粒層2aと低耐摩耗性砥粒層2bを、それぞれの砥粒の粒度と集中度を略同一とする。
(もっと読む)
超音波振動切削装置
【課題】 切削ブレードにおいて大きな横振れが発生するのを防止することの可能な超音波振動切削装置を提供する。
【解決手段】 スピンドル25と,スピンドル25を回転可能に支持するスピンドルハウジング26と,切削砥石部23と切削砥石部23を支持する基台部21とを有し,スピンドル25の先端部に固定される切削ブレード22と,スピンドル25に設けられて超音波振動する振動子33とを備え,振動子33からスピンドル25の軸方向に伝達される超音波振動の振動方向を切削ブレード22の径方向に変換し,当該径方向に超音波振動する切削ブレード22によって被加工物12を切削する超音波振動切削装置10が提供される。切削ブレード22の切削砥石部23の外周部に,複数のスリット23aが形成されることにより,切削砥石部23の横振れ,特に切削砥石部23の径方向の長さhが刃厚tの約20倍を超えるときに発生する大きな横振れを防止できる。
(もっと読む)
歯科用研磨器具
【課題】 歯肉を損傷する可能性が低く、クラウンを被せる形成部の形成がきれいにできる歯科用研磨器具と、その製造方法を提供する。
【解決手段】 柱状の台金10の先端部分に面取部を形成し、台金10の先端面10aに砥粒2を固着させた歯科用研磨器具において、前記砥粒2の全てが、前記台金10の先端面10aの外周線10dより内側に入るようにした。先端面10aのみで研削するので、歯の歯肉との境界を研削する場合、歯肉には面取部10cが当たるが、ここには砥粒2が全くないので、歯肉の損傷を防止することができる。
(もっと読む)
研削砥石及び研削加工方法
【課題】 加工面のキズを抑制する研削砥石及び研削加工方法を提供することにある。
【解決手段】 球帯砥石10は基端部に円柱形状の咬着部11を有し、咬着部11の先端側に基部12、球帯部13が形成されている。球帯部13は、基部12に形成した半球体の先端部(頭部)の一部を切り落とした形状(球帯形状)である。球帯部13の頂上の平面13bは、砥石軸C3に対して垂直で、球帯部13の基端面の曲率中心P1は砥石軸C3上にある。球帯砥石10は、球帯部13の最突出点P2が球帯砥石10を砥石スピンドルに取着して回転中心軸C2を中心に回転させたとき、Z方向で最も突出した点となるように設定されている。
(もっと読む)
球体形成補助器具
【課題】粘土や木材で球体を製作する際に、簡易な構成で、労力の負担を低減させる器具を提供する。
【解決手段】球体成型補助器具Xとして、略円形の開口を有する、所定以上の深さを有する穴11又は貫通した穴が設けられると共に、前記開口の縁部の周りに形成される平面からなる端面を有する本体部10と、前記本体部の前記端面部に対する裏側であって、前記開口の中心軸上に固定される、所定のドリルチャックに固定可能な棒体からなる固定棒20とより構成する。
(もっと読む)
1 - 20 / 25
[ Back to top ]