
Fターム[3C063BG10]の内容
研磨体及び研磨工具 (13,968) | 台金又は基材に関するもの (1,051) | 台金又は基材の形状 (594) | 円筒状又はカップ状 (128)
Fターム[3C063BG10]に分類される特許
1 - 20 / 128
ダイヤモンドホイール
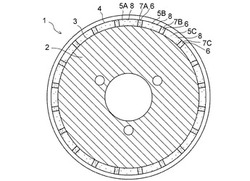
【課題】高速度研削においても、研削液のキャリィ効果や速やかな切屑排出が得られると共に、研削点つまり接触円弧内への研削液の到達量を多くして十分な冷却効果が得られるダイヤモンドホイールを提供すること。
【解決手段】ダイヤモンドホイール1は、台金2の外周に、ダイヤモンド砥粒とボンド材との焼結からなる砥粒層8が周方向にセグメント状に隙間6をもって配列形成され、これら砥粒層8のセグメントとセグメントの間の上記各隙間6にボンド材の焼結からなるボンド層7A、7B、7C・・・が充填され、研削作用面4が周方向において、砥粒層8とボンド層7A、7B、7C・・・とが交互に配列して連続に形成されている。
(もっと読む)
回転工具

【課題】砥石ホイール等の回転工具が部分当たりしても振動を減衰することができるようにする。
【解決手段】回転工具ホルダー21によりディスクグラインダのスピンドルに回転工具としての砥石ホイール20が着脱自在に装着される。回転工具ホルダー21は、スピンドルに取り付けられるロックナット25と、このロックナット25の背面側に対向するホイールワッシャ27とを有し、これらの間に砥石ホイール20が配置される。ホイールワッシャ27と砥石ホイール20との間には、内側弾性体36と外側弾性体37とが配置され、外側弾性体37は内側弾性体36よりもばね定数が大きくなっている。砥石ホイール20が部分当たりとなっても、外側弾性体37により砥石ホイールの傾斜が規制される。
(もっと読む)
穿孔方法、制御方法、穿孔装置
【課題】コンクリート構造物に穿孔する際に、コンクリート構造物内に埋設されている各種の配管等を切断したり傷付けたりするのを防止する。
【解決手段】コンクリート構造物65に孔を形成するための穿孔方法であって、穿孔面が平面で形成されるとともに、軸線方向に貫通するコア孔が設けられ、かつ、該コア孔の内外を貫通する孔又はスリットが少なくとも1箇所に設けられる円柱状の砥石ビット55を用い、流体供給手段45により前記コア孔を介して前記穿孔面に流体を供給しながら、該砥石ビット55を回転させつつ推進させることにより、前記コンクリート構造物65に孔を形成する。
(もっと読む)
自動研磨・洗浄装置
【課題】本発明は、縦型平面部材の左右面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の自動研磨・洗浄装置は、大型太陽電池あるいは大型液晶画面等の縦型平面部材の左右面を同時に研磨および/または洗浄をすることができる。前記縦型平面部材は、前記研磨・洗浄中に、砥粒および/または香料の入った研磨液および/または洗浄液が掛けられて研磨・洗浄が簡単で、かつ、素早く行える。本発明の自動研磨・洗浄装置は、縦型平面部材に合った素材から構成されている複数組のブラシ組立により、左右面を同時に研磨および/または洗浄を行うことができるようになっているため、前記縦型平面部材の左右両面の研磨および/または洗浄を迅速、かつ、効率良く行うことができる。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工法
【課題】超砥粒をビトリファイドボンドで結合した超砥粒層を有するビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定し切れ味の良好なビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工法を提供する。
【解決手段】超砥粒層には分散して配置された球状の小径気孔と、分散して配置された球状の中径気孔と、分散して配置された球状の大径気孔を含む。小径気孔はビトリファイドボンドが微少破砕して切れ味を維持することに作用し、中径気孔は超砥粒層の気孔率を上げることに作用し、大径気孔は切り屑の排出をスムーズにすることに作用する。小径気孔の平均気孔径は0.1〜2μm、中径気孔の平均気孔径は10〜50μm、大径気孔の平均気孔径は80〜200μmであることが好ましい。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工方法
【課題】超砥粒をビトリファイドボンドによって結合したビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定するビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工方法を提供する。
【解決手段】超砥粒層には分散して配置された小径気孔と、分散して配置された球状の大径気孔を含む。
球状の大径気孔を含むことにより、超砥粒層が摩耗する過程において、超砥粒層に露出する気孔の総面積がほぼ一定であるので、超砥粒層が工作物に作用する面積が変化しないため研削抵抗値が低い値で安定する。
球状の大径気孔は、断面が略円形または略楕円形であり、その短径aと長径bの比a/bの平均値(以下、「真球度」という。)が0.5以上1以下のものを指す。大径気孔の真球度は、0.6〜1.0であることが好ましく、0.8〜1.0であることがより好ましい。
(もっと読む)
ばり除去装置
【課題】アクセスするのが非常に困難であった工作物上の表面を研削できるようにする。
【解決手段】作動シャフト16は、可撓性が比較的低く、ゴム(または他の変形可能な材料)製の可撓性連結部材14の遠位端から延びている。カラー20が取り付けられた研磨機構18が、作動シャフト16の遠位端にしっかりと取り付けられている。可撓性連結部材14のために、作動シャフト16は、工作物30の側壁30Aによってカラー20に横方向の力が加えられた時に、図6Aに示されているように、向きをそらすことができる。作動シャフト16の向きをそらすことによって、研磨機構18が、工作物30の、ばりを除去すべき角部30Bに接触するのを促す追加の力をかけることができる。
(もっと読む)
研削ホイール
【課題】 簡単な構成で研削砥石に圧電振動子が生成する超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着される中央部に開口を有するマウント基台と、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固着された円板状基台と、該マウント基台の外周部及び該円板状基台の外周部を連結する環状側壁と、該円板状基台の該第1面の中央部に配設された圧電振動子と、を具備したことを特徴とする。
(もっと読む)
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
研削ホイール
【課題】 研削面にムシレ及び割れを生じることなく硬質脆性材料を所望の厚みに研削可能な研削ホイールを提供することである。
【解決手段】 被加工物を研削する研削ホイールであって、ホイールマウントに装着されるホイールマウント装着面を有する環状基台と、該環状基台の自由端部にリング状に配設されたホウ素をドープしたダイアモンド砥粒を含有した複数の研削砥石と、を具備したことを特徴とする。
(もっと読む)
ブラシ毛
【課題】 本発明は、異なる種煩のブラシ毛素材を超音波振動を用いて互いに接着させるブラシ毛に関するものである。
【解決手段】 本発明のブラシ毛は、異なる性質の砥粒が混入された研削用ブラシ毛素材と研磨用ブラシ毛素材とが互いの接触面において超音波振動により、溶着部を成形して接着されている。前記研削用ブラシ毛素材は、第1の砥粒が少なくとも一つ混入されている。前記研磨用ブラシ毛素材は、第2の砥粒が少なくとも一つ混入されている。前記ブラシ毛素材は、たとえば、熱可塑性樹脂とすることが望ましい。前記二つの性質の異なる砥粒を混入したブラシ毛素材は、互いの接触面において、超音波振動により摩擦熱が発生し、溶着部となって成形される。また、前記超音波振動による溶着部は、摩擦熱を発生させる際に、加圧力を加えることが望ましい。
(もっと読む)
研削機用砥石および研削方法
【課題】被研削物を良好に研削することができる研削機用砥石および研削方法を提供する。
【解決手段】研削機用砥石は、外側から研削液を供給することで被研削物を研削するとともに、回転可能な研削機用砥石であって、表面を有する台金と、台金の表面上に配置された環状の砥石120とを備える。砥石120は複数のスリット122を有し、研削機用砥石を回転させたときに、砥石120の外周の接線X1と複数のスリット122の中心線X2とが交わる回転前方側の角度のそれぞれが鈍角である。
(もっと読む)
ドリルビット及びドリルビットの製造方法
【課題】 穿孔寿命を改善し、穿孔穴の穴あけ精度を向上させたドリルビット及びその製造方法を実現する。
【解決手段】
円柱状又は円筒状の金属ボディを有するドリルビットの製造方法において、金属ボディの先端を液状のろう材に浸漬して引き出し(31)、塗布されたろう材にダイヤモンド砥粒を付着させ(33)、ダイヤモンド砥粒が付着されたろう材の外周側面と先端面を型に押し付けて整形した後に焼結することにより穿孔刃を製造する(35、36、38)。整形工程においては、穿孔刃を、湾曲凹面状の型にろう材の外周側面を押し付けながら金属ボディを回転させて外周側面を整形し、平面状の型にろう材の先端面を押し付けて先端面を概ね平坦に整形する。
(もっと読む)
高速研削砥石
【課題】比較的高価でなく、超砥粒でない一般研磨砥粒を用いる工具から超砥粒研削性能を得る方法であり、超高速の接線方向接触速度(すなわち少くとも約125m/sec)で、従来の研磨工具を操作する。
【解決手段】超高速操作速度は、酸化アルミニウム、酸化ケイ素、酸化鉄、酸化モリブデン、酸化バナジウム、酸化タングステン、炭化ケイ素などのビトレアスもしくはレジン結合された粒子から形成されたセグメント8を有するセグメント研削砥石で達成される。研磨材セグメントは、エポキシセメントのような接着剤で工具の中心に結合される。研磨材セグメントは、従来の超砥粒を有するセグメントよりも著しく大きな深さまで製造され得、その結果、長い寿命ならびに高性能を与える。加えて、一般砥石セグメントは、形直し、および目直し、そして複雑な形状の工作物を研削して複雑な輪郭研削をするのが、比較的容易である。
(もっと読む)
研削工具
【課題】CFRP材の層間剥離(デラミネーション)を抑制し、さらに加工能率を向上させることができる研削工具を提供する。
【解決手段】加工対象物であるCFRP材10の端面10aを研削する研削工具において、円筒状の台金3と、CFRP材10の研削時にCFRP材10の端面10aの左側の表面に対応する位置において研削面5aがCFRP材10の端面10aの内側を向くように台金3に複数の砥粒4を列状に並べて構成した複数のユニット5と、CFRP材10の研削時にCFRP材10の端面10aの右側の表面に対応する位置において研削面5aがCFRP材10の端面10aの内側を向くように台金3に複数の砥粒4を列状に並べて構成した複数のユニット5とを備えた。
(もっと読む)
仕上げ用加工工具
【課題】砥粒を電着又はロウ付けした砥石工具の利点と切削工具の利点とを組み合わせ、高能率にかつ良好な加工面を得ることができる仕上げ用加工工具を提供する。
【解決手段】回転軸11が取り付けられた円柱状の台座12と、台座12の外周面の全周に電着又はロウ付けされた多数の砥粒13aからなる砥石部13と、砥石部13の周上の1箇所に設けられ、切刃14aが先端に形成された切削部14とを有し、回転時における砥粒13aの先端と切刃14aの先端との間に段差Gを設け、切刃14aの先端を砥粒13aの先端より高くすると共に、仕上げ用加工工具10の1回転当たりの送り量より段差Gを小さい値とした。
(もっと読む)
研削工具及び研削工具の製造方法
【課題】CFRP材の層間剥離(デラミネーション)を抑制し、さらに加工能率を向上させることができる研削工具及び研削工具の製造方法を提供する。
【解決手段】加工対象物であるCFRP材10の端面10aを研削する研削工具1において、円筒状の台金3と、台金3上に形成されたダイヤモンド4と、CFRP材10の研削時にCFRP材10の端面10aの左表面10Lに対応する位置にCFRP材10の端面10aの内側を向くようにダイヤモンド4に形成された複数の溝5と、CFRP材10の研削時にCFRP材10の端面10aの右表面10Rに対応する位置にCFRP材10の端面10aの内側を向くようにダイヤモンド4に形成された複数の溝5とを備えた。
(もっと読む)
砥粒型コアドリル
【課題】 電動工具に装着され、コンクリート、陶磁器、などに穿孔するために用いられるコアドリルであって、従来のコアドリルと比べ、寿命を十倍以上延長することが可能な砥粒型コアドリルを提供する。
【解決手段】 上記課題を解決するための砥粒型コアドリルは、ダイヤモンド、立方晶窒化ホウ素などで形成された砥粒を、結合材などを利用してコアドリルの穿孔部に固着させるに当り、円筒状の穿孔部にスリットを設け、このスリットの内部にも砥粒を固着させたもので、穿孔によりコアドリルの先端部が摩耗してもスリット内の砥粒で穿孔を継続することが可能になり、円筒状の先端部の砥粒が摩耗すると穿孔不可能になる従来の砥粒型コアドリルと比較して格段の長寿命を達成することができる。
(もっと読む)
ブラシ研磨器、巻線形電動機用ブラシの研磨方法
【課題】巻線形電動機を構成するスリップリングの外周面に押し付けて使用されるブラシの研磨を、一人で簡単にでき、誰が行っても同じ研磨面が得られるようにする。
【解決手段】環状部材1と、アーム2と、ブラシホルダ3と、紙やすり4を有するブラシ研磨器を使用する。環状部材1の外周面に紙やすり4が固定され、紙やすり4の外周円がスリップリングの外周円と同じにしてある。環状部材1の中心にアーム2の回転軸21が固定されている。アーム2の先端部22にブラシホルダ3が固定されている。この研磨器のブラシホルダ3に古いブラシを取り付け、ボルト81,82を締めてその先端を古いブラシに当てることで、新しいブラシ5の挿入角度を設定する。次に、新しいブラシ5をブラシホルダ3に取り付け、環状部材1を作業台に固定した状態でアーム2を回転することにより、紙やすり4でブラシ5の先端面を研磨する。
(もっと読む)
カップ型回転砥石
【課題】研削チップ5の回転速度及び研削力を向上させ、同時に広範囲に亘り短時間で完全に旧塗膜を研削すると共に、剥離物が回転砥石1に付着しないようにする。
【解決手段】直径15cm〜30cmのカップ型の台金2の全外周縁下面に平坦部4を具備したリング状凸部3が設けられている。平坦部4には、砥石1の回転方向に刃先を向けた複数の研削チップ5が、大小異径の同心円上に沿って周方向に離隔して取り付けられている。研削チップ5の刃先前側面と、平坦部4とのなす角度θは、0<θ<90°に設定されている。研削チップ5の下部は刃先前側から視て円弧状に形成され、全体として中央が下方に膨出した蒲鉾状に形成されている。台金2には、外周縁から半径内方向に窪む円弧状の切縁を有する凹溝10を周方向に所定間隔毎に設けている。リング状凸部3の外周面には砥石回転方向に刃先が向けられた切刃11が周方向に設けられている。
(もっと読む)
1 - 20 / 128
[ Back to top ]