
Fターム[3C269BB10]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | オペレータの操作性の向上 (584) | 異常発生時の操作 (30)
Fターム[3C269BB10]に分類される特許
1 - 20 / 30
ブロック実行順表示装置
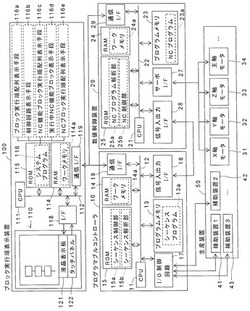
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
ロボットプログラミング装置および方法

【課題】ロボットの任意の停止状態から所望の動作を実行させる際に工程を選択できるようにプログラミングを行うロボットプログラミング装置等を提供する。
【解決手段】ロボットを使用した組み立てセルのロボットが行う独立した作業を単位とした作業ブロックを実行順に接続して工程フローを作成し、工程フローからロボットプログラムを生成する装置であり、停止ブロック検出手段で検出された停止ブロックと、表示手段に表示した停止ブロックを考慮した外部入力に従って実行ブロック指定手段から得た停止状態から実行する実行ブロックとの位置情報とハンド状態とセンサ状態をそれぞれ比較し、停止ブロックの停止状態を起点として実行ブロックを実行するための一時実行プログラムおよび一時実行作業指示を生成し、表示手段に一時実行作業指示を表示すると共に、入出力手段から一時実行プログラムを出力する工程再構築手段を備えた。
(もっと読む)
ロボット教示データの算出方法およびロボットのコントローラ
【課題】第1のロボットの動作を第2のロボットに実行させる。
【解決手段】第1のロボットRAの動作を第2のロボットRBが実行できるように、第1のロボットRAに対する第1の教示データθAから第2のロボットRBに対する第2の教示データθBを算出するロボット教示データの算出方法であって、第1の教示データθAに対する第1のロボットRAの基準点SAの位置PAを、第1の教示データθAと第1のロボットRAの構成内容を示す第1のロボット構成データとに基づいて算出し、前記算出した位置PAに第2のロボットRBの基準点SBが位置するための第2の教示データθBを、前記算出した位置PAと第2のロボットの構成内容を示す第2のロボット構成データとに基づいて算出する。
(もっと読む)
工作機械における主軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】主軸の回転速度を変動させるための設定値が容易に選択でき、びびり振動の抑制に最適な加工条件を見出すことができるようにする。
【解決手段】モニタ装置において、変動値設定部のモニタに、回転速度の変動振幅と変動周期との関係を示すグラフを表示し、そのグラフに現在の変動位置(第1点)を黒丸のマーカーで表示すると共に、所定の式に基づいてモータの変動周期の電力限界線Lを作成してグラフ上に表示して、電力限界線L以下の範囲内で、現在の変動位置よりも変動振幅が大きく、且つ変動周期が短くなる新たな変動位置を算出して、新たな変動位置(第2点)を、現在の変動位置からの変更を案内する矢印Aと共にグラフに表示する。
(もっと読む)
円盤刃物送り制御方法,装置およびそれを用いた切断装置
【課題】 モータの滑り、力率の変化に影響を受けないきめ細かい制御を可能とする。
【解決手段】 円盤刃物の送り制御に係わる。刃物回転モータの電力Pを計測し、刃物の回転速度fを計測する。刃物が回転中か否かを判断し、回転中なら、トルクT=P/(2×π×f)N・mの式に従い計算する。切断中か否かを判断し、切断中なら送り速度PID制御を開始し、トルクが一定となるように信号を刃物送りモータに送る。刃物回転モータが過負荷か否か判断し、過負荷でないとき、送り速度PID制御を行い、切断終了か否かを判断する。切断終了なら運転開始位置方向へ刃物を移動する。前記切断終了でないなら前記PID制御から後のいずれかの手順に戻る。前記過負荷判断で過負荷なら、送り速度を低下させ、基準時間内にトルクが正常化したか否かを判断し、正常化なら前記送り速度PID制御を行い、正常化でないなら、刃物を切断開始方向へ後退させる。
(もっと読む)
パソコン機能を有する数値制御装置
【課題】パソコンのオペレーティングシステムが起動しない場合でも、数値制御装置の画面を表示する。
【解決手段】パソコン100に接続された記憶装置は、領域1に汎用OSと表示アプリを、領域2に保守用OSと数値制御装置の画面を表示する表示アプリを格納する。(1)数値制御装置200は、パソコン100を起動する信号をパソコン100に送る。(2)パソコン100は、保守用OSを起動し、従来通りに汎用OSを起動する。(3)汎用OSが起動した場合、数値制御装置200に起動完了を通知し、表示アプリを実行する。(4)パソコン100からの起動完了の通知が無い場合、数値制御装置200は、パソコン100をリセットし再起動する。(5)数値制御装置200は、保守用OSで画面を表示するための起動信号をパソコン100に送信する。(6)パソコン100は再起動後、保守用OSを起動し、保守用表示アプリを実行してCNC画面を表示する。
(もっと読む)
電子カム制御装置
【課題】規定されたカムストローク範囲から外れて停止した駆動軸を容易に同期運転再開位置まで復帰させることができる電子カム制御装置を得ること。
【解決手段】入力軸を含む駆動軸としてのモータ54a〜54nに対応する駆動制御装置53a〜53nに、入力軸の一回転を分割したカム角度に対応するカムストローク位置を規定する電子カム指令プロファイルに基づいた制御を実行させ、複数の駆動軸を同期制御する電子カム制御装置52は、電子カム指令プロファイルで規定されたカムストローク範囲から外れて停止している駆動軸の停止中の入力軸のカム角度に対応するカムストローク位置を、電子カム指令プロファイルに再適合させる電子カム同期位置として算出する手段と、駆動軸を予め設定された速度で電子カム同期位置へ移動させる移動手段と、駆動軸の電子カム同期への移動が完了したことを上位システム51へ通知する手段とを有する。
(もっと読む)
数値制御装置、数値制御装置用制御プログラム及び数値制御装置用記録媒体
【課題】熟練度の低い作業者でも再起動する際の作業を簡単に行う。また、再起動までの時間を短縮する。
【解決手段】数値制御装置は、工作機械の数値制御時において、加工プログラム中に予め記述したMコード「M330」を検出したときに禁止モードを設定する。ワーク加工中に停電又はエラー等が発生した場合は、加工は中断する。作業者は、加工を再開するためにキーボードの起動キーによって加工プログラムの先頭からの再起動を指令する。該再起動の指令によってCPUは、起動許可信号が入力されたか否かを判定する(S1)。起動許可信号が入力されていない場合(S1;No)、CPUは、バックアップRAMを参照して起動禁止フラグFが1であるか否かを判定する(S2)。起動禁止フラグFが1である場合(S2;Yes)、加工プログラムの先頭からの再起動を禁止し、ディスプレイにアラームを表示した後(S10)、処理を終了する。
(もっと読む)
NC工作機械における全駆動モーターに対する電力の供給及び切断制御方法
【課題】NC工作機械制御において、非常時用に電力の供給を生産するスイッチの存在に着目し、当該スイッチを全作動工程の終了段階においても、有効に活用すること。
【解決手段】NC工作機械において、工作及び搬送に関与している全駆動モーターに対し、専ら電力の供給及び切断を行うスイッチを設けずに、全駆動モーターに対し非常時に際し電源からの電力の供給を切断し、非常時以外の段階では電源からの電力を供給している非常時用スイッチに対し、中央コントローラーがNC工作機械の全作動行程が終了した段階において、全駆動モーターに対する電力供給の切断指令を伝達することによることにより、前記課題を達成し得る電力の供給及び切断制御方法。
(もっと読む)
数値制御装置
【課題】一時的に記憶していた各ステージの位置情報が失われても、移動対象物同士が衝突することなく、各ステージを原点位置に復帰させる。
【解決手段】XYステージ103にワークWを保持したワーク保持具101が支持されている。XYステージ103は、回転ステージ105に支持されている。一方、測定器117が回動する測定器ステージ115に支持されている。数値制御装置は、ワークW及びワーク保持具101と測定器117との相対的な位置関係を保持した状態で同一方向に回動させ、いずれか一方が回動端で検出された後、反対方向に回動させる。反対方向に回動させる際には、回動量を検出しておく。この動作によりワークW及びワーク保持具101と測定器117との相対的な位置関係を判別する。そして、この判別した位置関係に対応する予め記憶している初期化パターンに従って、XYステージ103を原点位置に復帰させる。
(もっと読む)
工作機械に対してワークの供給及び取り出しを行うロボットを制御するロボット制御装置
【課題】ロボットと工作機械を組み合わせて使用する加工システムにおいて、工作機械に関連する作業のためにロボットの動作を停止させる必要性を低減させ、作業効率を向上させる。
【解決手段】ロボット制御装置18は、ロボット制御装置18の操作を行うための持ち運び可能な教示操作盤46を備え、ネットワークケーブル42によって工作機械制御装置20,22と接続されている。教示操作盤46は、様々な情報を表示するための表示器を有し、工作機械制御装置20,22からネットワークケーブル42を介して取得した工作機械14,16に関する情報を教示操作盤46の表示器の工作機械用画面上に表示するように構成されている。
(もっと読む)
位置決め装置及び位置決め方法
【課題】被駆動体の電源遮断後における再起動時に位置の特定を必要とする最終出力端の現在位置を特定可能な位置決め装置及び位置決め方法を提供する。
【解決手段】被駆動体を減速機を介して駆動するモータ10と、減速機の被駆動体側出力軸に取り付けられ出力軸の回転位置を検出するアブソリュート型エンコーダ12と、モータの回転位置をパルスを介して検出するモータ側エンコーダ11と、電源投入によりモータを原点方向に動作させ、モータ側エンコーダの基準エンコーダパルスを出力させるパルス出力手段と、基準エンコーダパルスの位置におけるアブソリュート型エンコーダの現在値を読み取る現在値読み取り手段と、読み取った現在値と予め決められたモータの回転原点位置とからモータ回転数を演算するモータ回転数演算手段と、演算結果に基づき被駆動体の位置を検出する被駆動体位置検出手段とを備えている。
(もっと読む)
数値制御式工作機械及びその割込み処理方法
【課題】 割込み指令が入力された際の安全性を確保することができる数値制御式工作機械及びその割込み処理方法を提供すること。
【解決手段】 数値制御装置50に割込み指令が入力されると、数値制御装置50は加工プログラム実行制御のバックグランドで割込み制御を実行させて、割込み受付フラグFaが1であるか否かを判断する。ここで、割込み受付フラグFaが1であるので(S20;Yes)、リミットスイッチ84がONであるか否かを判断する。リミットスイッチ84がONである場合は(S21;Yes)、タップ加工実行中であるか否かを判断する。ここではタップ加工を実行していないので(S22;No)、割込み処理を実行させる(S24)。
(もっと読む)
NC工作機械の原点復帰方法
【課題】短時間で、且つ、原点復帰動作に伴い工具やワーク等を破損する事なく、これら工具とワークとを原点位置まで自動的に復帰させる事ができる、NC工作機械の原点復帰方法を実現する。
【解決手段】NC装置に、予め加工プログラム23を構成する加工工程単位で、原点復帰プログラム24a〜24cを記憶しておく。これら各原点復帰プログラム24a〜24cは、前記工具と前記ワークとの一方又は双方を、加工中断位置に関係なく、互いに且つこれら工具及びワークの周囲に存在する部材に干渉させずに原点位置まで復帰させる復帰経路を表したものである。前記NC工作機械の異常発生時には、作業者が原点復帰ボタンを操作して前記NC装置に原点復帰指令を入力する事により、中断した当該加工工程に対応する前記原点復帰プログラム24a(24b、24c)を呼び出し、実行する。この様な原点復帰方法により、上記課題を解決できる。
(もっと読む)
加工再開機能を有する数値制御装置
【課題】加工再開機能を有する数値制御装置を提供すること。
【解決手段】加工再開機能を有する数値制御装置において、加工プログラムにて加工実行中に、加工を実行しているプログラムブロックを解析する解析手段1〜4と、数値制御装置の動作を規定するコードのうち、どのコードの状態を記憶するかをあらかじめ指定する指定手段5と、プログラムブロックに指令されているコードが前記指定手段により指定されているコードの場合には該コードの状態を記憶する記憶手段6と、該記憶手段により前記記憶されたコードの状態と今回記憶されたコードの状態を比較することにより機能が切り換わっているか否か判断する判定手段7と、判定手段7により機能が切り換わるプログラム命令と判定されたプログラムブロックの場合、加工再開のためのプログラム再開ブロックデータを取得し保存するデータ取得・保存手段8と、を有する加工再開機能を有する数値制御装置。
(もっと読む)
工作機械
【課題】短絡や地絡が発生した被制御機器を早期に特定することが可能な工作機械を提供する。
【解決手段】工作機械に接続される被制御機器に電圧を印加して制御を行う場合において、制御対象の被制御機器と印加電圧のON/OFFの情報とを履歴情報として記憶する。そして、短絡及び地絡の発生を検出した場合、履歴情報を参照し(S45)、検出時点で印加電圧をONしていた被制御機器を選択する(S47)。そして、選択した被制御機器のそれぞれに対して、順番に再度印加電圧をONする(S67)。この時点で再度短絡又は地絡を検出した場合(S69:YES、S71:YES)、電磁開閉器を開放して通電を遮断し(S79)、短絡又は地絡を検出した時点で印加電圧をONしていた被制御機器に短絡及び地絡の発生要因があると判断して、表示機に表示し(S85)、作業者に被制御機器を通知する。
(もっと読む)
工作機械の異常復旧支援システム及び支援方法
【課題】工作機械の運転中に異常が発生したとき、オペレータがその原因を探し出して正常状態に復旧する作業を支援する技術に関し、異常メッセージや推定原因リストの表示及び状態センサの異常判定値を常に最適なものに更新する技術手段を提供する。
【解決手段】工作機械メーカに設置されたサーバー1と、ユーザ側に設置されている多数の工作機械2のNC装置4とをインターネット6で接続して、各工作機械2・・・の異常発生状態及びその原因をサーバー1に収集して蓄積し、その蓄積されたデータに基づいて異常メッセージ及び推定原因リストの内容や状態センサの異常判定値の設定値を適切なものに更新し、当該更新されたデータをインターネット6を通じて各機械のNC装置4に配信して、個々のNC装置4に設定されているこれらのデータを上書き更新する。
(もっと読む)
アラーム原因表示機能を有する数値制御装置
【課題】アラームに関連する情報を削減しメモリを節約したアラーム原因表示機能を有する数値制御装置を提供すること。
【解決手段】モータ4を駆動するためにアンプ3にドライブ指令7を出力する数値制御装置10やその周辺装置2,3,4の動作状態を診断する機能を有する数値制御装置10において、前記動作状態の異常を示すアラームメッセージと前記異常の原因を特定する情報をアラビア数字、または、アルファベット、または、アラビア数字とアルファベットとの組み合わせからなる追加情報として記憶する記憶装置5と、数値制御装置10やその周辺装置2,3,4に異常が発生した場合、該異常に対応したアラームメッセージおよび追加情報をメモリ5Aから選択してメッセージを作成し、作成されたメッセージを表示装置2に表示することを要求するようにした、アラーム原因表示機能を有する数値制御装置。
(もっと読む)
水位異常検出機能を備えたワイヤカット放電加工機およびその水位異常アラーム発生原因特定方法
【課題】水位異常検出機能と水位異常アラーム発生原因特定方法を備えたワイヤカット放電加工機の提供。
【解決手段】加工槽3へ加工液を給水する給水手段と、加工槽から加工液を排水する排水手段と、加工槽に貯留された加工液の水位を検出する検出手段と、加工液の給水または排水を行い、加工槽の水位を調整する水位調整機構と、前記水位検出手段の水位と目標水位との差が予め設定された範囲を超えた時、水位異常アラームを発生させる水位異常検出機能6を備えたワイヤカット放電加工機において、前記アラームが発生した際に、加工槽への加工液の給水を停止すると共に、排水指令を出力する出力手段と、水位の変化量及び水位調整機構の状態に関する操作者への質問を表示する表示手段13と、該質問に対する回答を入力する入力手段と、該入力された回答から前記アラームが発生した原因となる箇所を特定する原因特定手段14と、を有するワイヤカット放電加工機。
(もっと読む)
制御装置、工作機械、及び表示方法
【課題】内部情報を容易、かつ、確実に出力できる制御装置の提供。
【解決手段】数値制御装置1は、表示手段4と、メモリ5と、CPU(Central Processing Unit)6とを備える。表示手段4は、ビデオメモリに記憶された画像情報に基づく画像を表示する。メモリ5は、数値制御装置1において不具合が発生した場合に用いられる内部情報を記憶する。CPU6は、コード生成部61と、表示制御部62とを備える。コード生成部61は、メモリ5に記憶された内部情報のマトリクス型二次元コードを生成する。表示制御部62は、ビデオメモリに記憶された画像情報に、コード生成部61にて生成されたマトリクス型二次元コードを合成することで、表示手段4にマトリクス型二次元コードを表示させる。
(もっと読む)
1 - 20 / 30
[ Back to top ]