
Fターム[3C269QE12]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 文字、数字、記号を用いて表示するもの (384) | 各種名称を表示 (110)
Fターム[3C269QE12]の下位に属するFターム
加工方法、加工図形の名称 (17)
プログラム名称 (21)
Fターム[3C269QE12]に分類される特許
1 - 20 / 72
工具経路生成装置及び方法
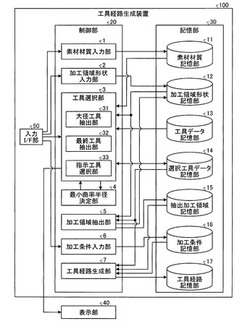
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
負荷情報を活用した情報表示装置

【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
7軸多関節ロボットの制御装置および教示方法
【課題】 教示作業時においてロボット全体の動作軌跡を容易に把握して適切な教示を行うことができる7軸多関節ロボットの制御装置および教示方法を提供する。
【解決手段】 7軸多関節ロボット1の教示を行う教示モードにおいて、所定の平面Pzを設定する設定器21と、肘部Eの動作軌跡が設定器21により設定された平面Pz内に制限されるように7軸多関節ロボット1を動作制御する制御器23と、手先11の位置が教示された場合に、肘部Eの動作の制限を拘束条件として、手先11の位置変化に基づく各回転軸A1〜A7の回転角度を演算する逆変換演算を行う演算器22とを備えている。
(もっと読む)
工作機械
【課題】経験の深浅にかかわらず回転軸の回転速度を変動させるための変動値が容易に設定できるようにする。
【解決手段】ワークWを装着してモータ駆動する主軸3と、主軸3の回転速度の変動振幅と変動周期とを設定する変動値設定部14と、その変動値設定部14で設定された変動振幅及び変動周期に基づいて主軸3の回転速度を制御するNC装置12及び主軸制御部11とを備えたNC旋盤1において、変動値設定部14は、変動振幅と変動周期との比率を設定し、当該比率に基づいて変動振幅と変動周期とを同時に設定する。
(もっと読む)
エネルギー消費量収集装置及びその方法
【課題】一の被加工材から多種、多数の製品を加工する場合に、各製品毎のエネルギー消費量等を正確、且つ、容易に収集、表示、印刷可能な装置を提供することにより、省エネルギー対策、製品発注者からの製品毎のエネルギー消費量提示要求への対応を正確、容易、迅速可能とする。
【解決手段】エネルギー消費量の収集を行うエネルギー消費量収集装置1である。そして、プログラム5に設定した制御指令に従い作動する機械10に対し、前記プログラム5を読み込み前記機械10のエネルギー消費量を計測する計測部4を備える。前記計測部4は前記プログラム5に設定された、測定開始指令により前記計測を開始すると共に測定終了指令により前記計測を終了し前記測定開始指令と前記測定終了指令との間のエネルギー消費量を計測する。
(もっと読む)
工作機械の消費電力量表示装置
【課題】無駄な電力消費を可視化することのできる工作機械の消費電力量表示装置を提供する。
【解決手段】工作機械に電力を供給する主電源スイッチ21がオンの場合に、加工プログラムを実行することによって被加工物を加工する加工状態と加工プログラムが実行されていない非加工状態とを判別する加工状態判別手段14と、加工状態判別手段14により非加工状態と判定されている間の工作機械の消費電力量を計測する消費電力量計測手段15〜17と、消費電力量計測手段15〜17により計測された消費電力量を表示する表示手段18を備える。
(もっと読む)
ロボット制御装置
【課題】
手動操作座標系を自動的に切り換えても、手動操作座標系が切り換わったことを作業者が本当に認識しない限り、意図しない方向へロボットを手動操作により移動させてしまう可能性がある。
【解決手段】
ロボット制御装置RCは、複数のユーザ座標系を表示装置30に表示させることにより、表示された複数のユーザ座標系の中からいずれか1のユーザ座標系の選択を促すCPUを備える。CPUは、自動選択された座標系をティーチペンダントTPの表示装置30に表示するようにする。さらに、手動により選択された座標系と、自動選択された座標系とが一致した場合のみ、手動操作座標系の切り替え制御を行う。自動選択された座標系と作業者が意図している座標系とが相違することがなく、安全性を高めることができる。
(もっと読む)
アーク溶接ロボット制御装置
【課題】
作業プログラムの教示修正時に、教示データ或いは溶接区間に応じて最適な座標系が自動設定されることにより、教示修正における座標系選択に必要な操作を低減することができるアーク溶接ロボット制御装置を提供する。
【解決手段】
ロボット制御装置RCは、マニピュレータ10を手動操作するためのテーブル座標系Cw、溶接線座標系を作業プログラムに関連付けて記憶する。ロボット制御装置RCは、作業プログラムの教示修正時にマニピュレータ10を手動操作するティーチペンダントTP、及び、教示修正時に作業プログラムと関連付けされたテーブル座標系Cw、溶接線座標系を自動設定する。ロボット制御装置RCは、教示修正時に、ティーチペンダントTPによる操作指令があったとき、設定したテーブル座標系Cw、溶接線座標系でマニピュレータ10を制御する。
(もっと読む)
溶接教示プログラムの変更方法およびロボット制御装置
【課題】溶接開始位置を示す命令から溶接終了を示す命令までの区間で定義されるプログラムブロックを複数記憶する教示プログラムの修正作業時、本来修正を望むプログラムブロックを一度の操作で一括して修正できないため、修正に時間がかかり、生産開始までに時間を要し、あるいは修正抜けが生じることで溶接作業が改善されず生産性が思うように上がらないという課題があった。
【解決手段】教示プログラムにおいて複数のプログラムブロックを定義し、各プログラムブロックに識別子を付与し、本来修正を望むプログラムブロックについて同じ識別子を記憶したプログラムブロックを特定し、同じ識別子を記憶したプログラムブロックについて一括してプログラム内容を修正する。
(もっと読む)
数値制御装置、制御プログラム及び記憶媒体
【課題】複数の操作パネルの表示を消灯した場合であっても、作業者が操作可能である操作パネルを探す必要がなく、作業効率の低下を防ぐことができる数値制御装置、制御プログラム及び記憶媒体を提供する。
【解決手段】CPUは、サブパネルの操作が有効であるときに、作業者によるサブパネルの操作がない時間が所定時間以上であるか否か判断する(S50)。作業者によるサブパネルの操作がない時間が所定時間以上であると判断した場合、CPUはメインパネル及びサブパネルのディスプレイを消灯する(S60)。CPUは、メインパネル及びサブパネルのディスプレイを消灯した場合に、サブパネルの操作を無効に切り替え、メインパネルの操作を有効にする(S70)。
(もっと読む)
工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体
【課題】加工プログラムにおける工具交換時間の短縮を図ることができる工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体を提供する。
【解決手段】数値制御装置は、工具組合せ記憶エリアに記憶している工具組合せCと組合せ回数CNとに基づいて、組合せ回数CNが複数である工具Tについて工具ポットPの特定を行う(S60)。その後、数値制御装置は、工具使用回数記憶エリアに記憶している工具使用回数TNが複数である工具Tについて工具ポットPの特定を行う(S70)。その後、数値制御装置は、1回のみ使用する工具Tについて工具ポットPの特定を行う(S80)。数値制御装置は、工具組合せCの組合せ回数CNが複数回数である場合及び工具使用回数TNが複数回数である場合に優先的に隣接する工具ポットPに工具Tを特定することで、工具交換時に工具マガジンの切替回数を減らすことができる。
(もっと読む)
ピックアンドプレース機構のコントローラ
【課題】 動作実行プログラムを手動で作成することを不要にする。
【解決手段】 コントローラCは、ピックアンドプレース機構Aのコマンド等が入力可能な指令入力部201と、動作時に動作プログラム122を読み出して動作実行プログラム124に変換し同機構Aを動作させる制御部111とを備える。特に制御部111は、動作指令プログラム123がコマンド毎に予め用意され、動作プログラム122を動作実行プログラム124に変換するに当たり、動作プログラム122に含まれる動作指令に係るコマンドに対応する動作指令用プログラム123を読み出し、その後、動作指令用プログラム123に含まれた初期設定の内容を当該動作指令に係る設定に更新し、この処理を動作プログラム122に含まれる動作指令毎に行ない、動作指令用プログラム123を動作指令の入力順に繋ぎ合わせて動作実行プログラム124として取り扱う。
(もっと読む)
切削装置、切削方法、プログラムおよびコンピューター読み取り可能な記録媒体
【課題】簡単な切削を手軽に行うことができるようにした。
【解決手段】ツールと被加工物との相対的な位置関係を3次元で変化するとともにツールにより被加工物に対して切削加工を行う切削装置において、予め定められた複数の切削加工から所定の切削加工を設定する第1設定手段と、予め定められた複数の切削加工領域の形状から所定の設定する第2設定手段と、第2設定手段により設定された切削加工領域の形状の切削加工位置を設定する第3設定手段と、切削加工に使用するツールを設定する第4設定手段と、切削加工によって切削処理される被加工物の材料を設定する第5設定手段と、第1設定手段と第4設定手段と第5設定手段とによる設定に基づいて切削条件を算出して設定する第6設定手段と、第1乃至第6設定手段よる設定に基づいて切削データを生成する生成手段とを有し、生成手段により生成された切削データに基づいて切削加工を行うようにしたものである。
(もっと読む)
ロボットの教示再生装置および教示再生方法
【課題】過大力とタクトタイム増加を防ぎ、力制御に関する知識のない教示者でも直感的な操作で簡単に嵌合などの接触作業を成功率高く教示・再生できるようにする。
【解決手段】教示ペンダントに力制御設定手段と力制御手動操作手段と力制御状態表示手段と作業状態保存手段を備え、力制御設定手段は座標系の各軸方向それぞれに対する操作モード選択手段を備え、テスト運転で動作プログラムを再生している最中に、力制御手動操作手段は操作モードにしたがって位置または力指令を動作プログラムの動作に重畳して増減し動作を修正する。この重畳された修正動作によりロボット作業を適切な力加減により、オペレータの判断で作業を成功に導く。この時のデータをロボットの修正された動作プログラムデータとして再度登録し直す。再登録された動作プログラムはオペレータが適切に誘導したデータであるため成功確率が高いティーチングデータとなる。
(もっと読む)
表示装置、表示方法、プログラム、仮想機構ライブラリ、およびコンピュータ読み取り可能な記録媒体
【課題】制御対象装置ごとに外観を忠実に再現した3次元モデルを用意することなく、ユーザに制御対象装置の動きを理解させることが可能な表示装置を提供する。
【解決手段】PCは、仮想機構の選択肢を提示し、その選択を受け付ける。仮想機構は、複数の機構要素が連動関係をもって組み合わせられており、特定の制御対象装置の形態の模倣ではない抽象化された形態を備えている。仮想機構の選択肢には、機構要素の種類または機構要素同士の連動関係の態様が互いに異なる複数の仮想機構が含まれる。PCは、制御プログラムの実行結果である一連の位置の指令値または実測値を用いて、制御対象装置に指令値が入力される周期毎またはその周期のうち指定された周期における、選択された仮想機構の状態を示した動画を画面に表示する。
(もっと読む)
工作機械およびその消費電力量予測装置、消費電力量予測方法
【課題】電力量計を付加することなく、工作機械で消費される電力量を求めることができるようにする。
【解決手段】各種アクチュエータ50の単位時間当たりの消費電力量(単位消費電力量)を第1の電力量記憶部101にあらかじめ記憶しておき、駆動時間計測部103により計測される各種アクチュエータ50の駆動時間と、第1の電力量記憶部101に記憶されている単位消費電力量とに基づいて、各種アクチュエータ50の総消費電力量を算出することにより、各種アクチュエータ50の消費電力を測定するために工作機械100に対して追加の電力量計を装備することなく、工作機械100が通常備えているタイマ16を用いて各種アクチュエータ50の駆動時間を計測するだけで、工作機械100の各種アクチュエータ50で消費される総消費電力量を求めることができるようにする。
(もっと読む)
工作機械の誤差表示装置
【課題】直進軸と回転軸を有する工作機械を対象とした場合に、NCデータによる理想的な工作機械の動作に対する実際の工作機械の動作の誤差を把握することができる工作機械の誤差表示装置を提供する。
【解決手段】NCデータに基づいて工作機械1の直進軸および回転軸を運転した場合の直進軸および回転軸に関する機械座標系の軸位置測定データを取得する。直進軸および回転軸の機械座標系の軸位置測定データと機械情報とに基づいて座標変換をして、ワーク座標系における工具の測定加工点移動軌跡を算出する。NCデータに基づいてワーク座標系における工具の基準加工点移動軌跡を表示画面に表示すると共に、測定加工点移動軌跡を基準加工点移動軌跡に重ねて表示画面に表示して、基準加工点移動軌跡に対する測定加工点移動軌跡の誤差を表示画面に表示する。
(もっと読む)
ペンダント
【課題】操作者の入力操作を受け付けるための入力受付画面を複数の単位画面に分割して表示する場合において、一連の入力操作を行う際に表示画面の切り替え操作を頻繁に行うことを抑制することができるペンダントを提供する。
【解決手段】制御部41は、機能設定入力部42が操作を受け付けた際に表示部12に表示されている単位画面を操作履歴画面として記憶部45に順次記憶させ、今回記憶した単位画面と前回記憶した単位画面とを順不同に組み合わせたものを特定画面パターンとして記憶部45に記憶させる。制御部41は、同じ単位画面の組み合わせの特定画面パターンが2つ以上記憶されている場合に、単位画面の相互間で画面表示の切り替えを可能とするリンクボタンを生成可能とする。
(もっと読む)
ロボット制御システム
【課題】
操作者がコントローラに設けられた第1接続確認操作手段を操作すると、コントローラの第1表示手段と、可搬式操作部に設けられた第2表示手段が同時に第1接続確認操作手段が操作される前の第1表示状態から第2表示状態に変化するため、操作者が把持している乾式操作部とコントローラの接続関係の誤認識を確実に防止できるロボット制御システムを提供する。
【解決手段】
コントローラ20AとTP10と通信接続が完了した後、コントローラ20Aが教示モードに設定されている際に、操作者がコントローラ20Aに設けられた運転準備ボタン58aを押すと、運転準備ボタン58aの運転準備ボタン表示灯63と、TP10の非常停止ボタン表示灯141aが同時に消灯から点滅パターンに変わるので、操作者が把持しているTP10とコントローラ20Aの接続関係の誤認識を確実に防止できる。
(もっと読む)
1 - 20 / 72
[ Back to top ]