
Fターム[4E081AA10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接変形の防止と寸法精度の向上 (52)
Fターム[4E081AA10]に分類される特許
1 - 20 / 52
ロンジ配材取付装置
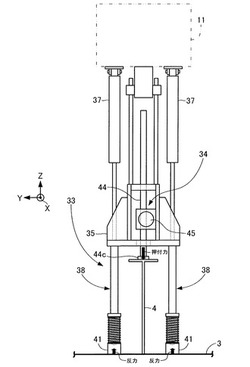
【課題】板材上の所定位置に所定姿勢でロンジを位置決めして溶接する際に、板材とロンジとの間に隙間が生じるのを確実に防ぐことができ、これによって板材へのロンジの溶接を適切に行うことができるロンジ配材取付装置を提供する。
【解決手段】板材3上の所定位置に所定姿勢でロンジ4を位置決めして溶接するロンジ配材取付装置1において、板材3にロンジ4を押し付けるロンジ押付機構34と、このロンジ押付機構34によってロンジ4に付与される押付力に対抗する反力を板材3に付与する反力付与機構33とを備えるものとする。
(もっと読む)
2電極左右差溶接方法

【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
ノズルアダプタの取り付け方法及びノズルアダプタ
【課題】作業性が良く、溶接による変形を防止して高い位置精度で取り付け可能なノズルアダプタの取り付け方法及びノズルアダプタの提供。
【解決手段】ノズル10に管形状のノズルアダプタ20を完全溶け込み溶接によって取り付けるノズルアダプタ20の取り付け方法であって、上記完全溶け込み溶接の際に内周面側の裏当てとなり、且つ、ノズル10の端部10aの内径d2よりも大きい外径d1を有する裏当て部23が、上記管形状の端部20aに一体で形成されているノズルアダプタ20を冷却し、裏当て部23をノズル10の端部10aに挿入して冷やしばめする冷やしばめ工程と、上記冷やしばめ工程の後、ノズル10の端部10aとノズルアダプタ20の端部20aとを外周面側から上記完全溶け込み溶接する溶接工程と、を有するという手法を採用する。
(もっと読む)
溶合構造
【課題】角形断面をした管部材をフランジのフランジ面に強度に余裕がある完全溶込溶接が実施でき、かつ、溶接部に無理な力が作用しないようにした接合構造を提供する。
【解決手段】角形筒状の下部案内管41が略同形状の貫通孔59を有する中部フランジ45の面部61に突き合わせ溶接によって接合される接合構造であって、接合される下部案内管41の端部は、各辺を構成する略直線部分の内、少なくとも1箇所が面部61に溶接される溶接部55とされるとともに溶接部55以外の部分は非溶接部とされ、溶接部55の端部位置と非溶接部の端部位置とは少なくとも溶接部55の溶接縮みに相当する長さ以上の段差Tが設けられている。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
鉄道レールの溶接時におけるレール突き合わせ部の溶接角度形成装置
【課題】 レール溶接のための、レール突き合わせ角度を容易に設定し、保持する装置を提供する。
【解決手段】 一対のレールR,Rを、端面を相対向させて配置し、該各レールRの端部両側の、該レールを対称軸とした対称位置に、コンクリート製枕木等の固定体6に固着した基盤4をそれぞれ配置する。また、該基盤4に揺動枠12を横軸揺動自在に枢着し、該揺動枠12に前記レールRの頭部下面を押圧する傾斜ボルト1を前記頭部下面に対して進退自在に設ける。また、前記基盤には前記レールの底部側面を押圧する横ボルト2を前記レールRの底部側面に対して進退自在に設ける。
(もっと読む)
溶接作業用治具、溶接方法及びそれらを利用する支持スカート製造方法
【課題】溶接される部材を互いに動かないように、且つ、該部材に損傷を与えないように支持するための技術を提供する。
【解決手段】支持スカート4を構成するスカート部材6同士を引っ張り機構によって互いに引っ張ることで該スカート部材6を保持するために使用される溶接作業用治具(10A、10B)が、引っ張り機構を取り付けるためのフック用穴11と、スカート部材6に取り付けられたアングル7が嵌め込まれる切欠12とを具備する。切欠12は、アングル7に対応する形状を有しており、且つ、面接触もしくは線接触によってアングル7に接触する。
(もっと読む)
鉄道車両台車枠および中空構造体の製造方法
【課題】鉄道車両台車枠横梁の製造において、溶接作業性を損なうことなく、溶接歪を低減する。
【解決手段】横梁パイプ610と、補強梁620と、キャリパ受630と、歯車箱吊受640と、モータ受650の溶接において、パイプ610内部に中空の容器660を挿入し、容器660内部に流体670を充填する。その後容器660を密閉した状態で、アーク溶接680を実施する。これによって溶接歪を低減することが出来る。
(もっと読む)
コイル材接続方法及びコイル材接続装置
【課題】生産ライン内で先後のコイル端部同士を溶接接合しても溶接接合部を境に曲がりを生じさせることがないコイル材接続の方法及び装置を提供する。
【解決手段】先行コイル9aと後行コイル9bの端部同士を接続するに際して、生産ライン内に送り込まれている先行コイル9aの帯材終端91と後行コイル9bの帯材始端92との端部同士を突合せ、突合せ部の前後で帯材90をクランプ機構32により保持し且つ突合せ部の裏側に耐熱性セラミックからなる裏当て材6を配置させ、この突合せ部の表側からアーク溶接のトーチ31を走行させて突合せ部を溶接接合する。
(もっと読む)
角柱鋼管の接合方法
【課題】角柱鋼管の内孔に溶接される裏当金具の溶接位置を線引きにて行うことの煩わしさ、更には作業者の目測に頼ることなく、角柱鋼管の切口から一定長さに突出させて溶接し、その突出長さのバラ付による溶融材の量変化に伴う、溶接不良等の課題を解決する。
【解決手段】上下角柱鋼管間に金属性の巾広中敷板3を介在させて3者一体に溶接接合する角柱鋼管の接合方法において、一方角柱鋼管の内孔側面に沿わせると共に、該一方角柱鋼管の内孔切口端面より上端が少許突出する様、裏当金具4をホルダー5にて保持し、次に該裏当金具の下端を前記一方角柱鋼管の内孔側面に溶接した後前記ホルダーを取外し、更に中敷板を前記裏当金具の突出上端に載置させて該中敷板と一方角柱鋼管の内孔切口端面との空間、並びに該中敷板に載置した前記上下角柱鋼管の他方角柱鋼管を夫々溶接したことを特徴とした角柱鋼管の接合方法。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
クレーンジブ製造方法
【課題】クレーンジブを容易に製造すること。
【解決手段】長手方向Lに沿って側部が開口して形成された長尺の本体部材21aに対し、当該本体部材21aの開口部分に長尺の板部材21bを溶接することでクレーンジブ2をなす長尺中空の支持部21を形成するクレーンジブ製造方法であって、本体部材21aと板部材21bとを仮溶接して支持部21を仮組みする仮組み工程と、仮組みされた2つの支持部21を並設して、本溶接による予想歪みの反対方向に曲げを付与した状態で、2つの支持部21相互を拘束する曲げ工程と、拘束した状態の2つの支持部21の本溶接を同時施工する本溶接工程とを含む。
(もっと読む)
グレーチングの枠材溶接装置
【課題】グレーチングの枠材溶接を両面同時に効率的かつ短時間で行うことができ、グレーチングに反りが生じてしまうことがないグレーチングの枠材溶接装置を提供する。
【解決手段】本発明のグレーチングの枠材溶接装置1は、両側に枠材54がそれぞれ仮固定されたグレーチング50を起立させた状態で両側から挟持可能な一対のグレーチング挟持手段2,3と、一対のグレーチング挟持手段2,3に沿ってそれぞれ昇降可能に設けられグレーチング挟持手段2,3により挟持されたグレーチング50を表裏からそれぞれ溶接するための一対の溶接トーチ4,5を備えた溶接トーチ移動体6a,6b,7a,7bとを有している。グレーチング50の表裏両面側から4点の溶接点を同時に溶接するため、グレーチングの枠材溶接を効率的かつ短時間で行うことができると共に、グレーチングに反りが生じることがない。
(もっと読む)
銅合金条材の接合方法
【課題】溶接部の接合不良や銅合金条材の変形を防止し、且つ、溶接部の機械的強度を向上させることのできる銅合金条材の突合せ溶接による接合方法を提案する。
【解決手段】突合せ部10の両端部を含む両銅合金条材2,3の両側面部に、突合せ部10の長さの4〜20倍の長さを有する銅合金条材2,3と同等の材質からなる一対の補助接合部材20を面接触させ、この面接触状態で、突合せ部10を溶接ヘッド8により接合した後、一対の補助接合部材20を除去する。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角または鋭角のいずれに折り曲げられているときでも、遊端部分を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】四箇所を直角状に折り曲げて、三辺を定寸平板部4とし一辺を一対の半寸平板部5でその遊端部分2を突き合わせることで四角形状鋼管7としたのち、仮付け溶接8を施工し、駆動ローラコンベヤ32により形成した仮付け溶接ライン31上で突き合わせ部を横向きとして、仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設け、外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67からなる。四角形状鋼管内において移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設け、内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設けた。
(もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角(90度以上)または鋭角(90度以内)のいずれに折り曲げられているときでも、開先の部分(遊端部分)を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】駆動ローラコンベヤ22により形成した仮付け溶接ライン21上で長さ方向に搬送される四角形状鋼管7の幅ガイド手段31を設けた。仮付け溶接ライン中に設けた仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設けた。外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67とからなる。下C型鋼材6Aの内面に支持案内されて移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設けた。内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設け、上C型鋼材6Bの下向き内面に当接自在な上向き支持体122を設けた。
(もっと読む)
薄板の溶接方法
【課題】薄板を溶接する際に、溶接ラインの途中に交点や溶接方向の変換などによる角部が存在する場合や、直線部による溶接ラインの端部において、溶接による熱収縮が原因の応力集中の発生を防止し、この点を起点とする膨れを防止する薄板の溶接方法を得る。
【解決手段】薄板1の溶接ライン2途中に存在する角部3や直線部4による溶接ライン2の端部に、円形の溶接ライン7を形成する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 幅広の帯状金属薄板であっても、先行の帯状金属薄板の終端と後行の帯状金属薄板の始端との突き合せ作業を簡単且つ正確に行えるようにする。
【解決手段】 先行の帯状金属薄板W1及び後行の帯状金属薄板W2を載置する作業用テーブル2を設けたキャビネット本体1と、先行の帯状金属薄板W1の終端部上面及び後行の帯状金属薄板W2の始端部上面を保持する上部クランプ4と、先行の帯状金属薄板W1と後行の帯状金属薄板W2の突合せ部近傍を上部クランプ4とで挾持固定する下部治具5と、両帯状金属薄板W1,W2の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を突合せ溶接する溶接装置8とを具備した帯状金属薄板の突合せ接合装置に於いて、下部治具5に、先行の帯状金属薄板W1の終端部と後行の帯状金属薄板W2の始端部とを下部治具5の上面へ密着状に保持固定するワーククランプ7を配設する。
(もっと読む)
精度管理方法
【課題】ワークの誤差が本溶接後に許容範囲外になるのを防止できる精度管理方法を提供すること。
【解決手段】精度管理方法は、部品を組み立てて溶接した際の精度を管理する。この精度管理方法は、部品同士を位置決めするステップS1と、この位置決めした部品同士を仮溶接するステップS2と、この仮溶接した部品同士を本溶接するステップS3と、この本溶接した部品を測定するステップS4と、この部品の基準位置からの誤差を求めて、この求めた誤差をステップS1にフィードバックするステップS5と、を備える。
(もっと読む)
1 - 20 / 52
[ Back to top ]