
Fターム[4E082AA04]の内容
アーク溶接の制御 (2,462) | 溶接方法 (360) | 消耗電極式アーク溶接 (258) | MIG溶接 (31)
Fターム[4E082AA04]に分類される特許
1 - 20 / 31
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム

【課題】アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。
【解決手段】前進する溶接電191と金属ワークピース199との間に、電気アークパルスを発生させるように電気溶接波形100を生成する電気アーク溶接システムを使用し、電気溶接波形のサイクルは、上昇するピンチ電流レベル121を供給するピンチ電流段階120、ピーク電流レベル130を供給するピーク電流段階、低下する導出電流レベル141を供給する導出電流段階140、及びバックグラウンド電流段階111を供給するバックグラウンド電流レベル110を含むそのサイクルの少なくとも1つの加熱電流段階150が生成され、加熱電流レベル151をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。
(もっと読む)
工具の少なくとも1つの制御変数を制御する方法および工具

【課題】工具の方位を特定。
【解決手段】方位データまたは方位特有データとして、工具1の方位を特定するように構成された、方位特定ユニット10と、方位特定ユニットに動作可能に接続されて、通信に適したインターフェイス12を介して前記工具制御器2にデータを伝送することのできる出力ユニット11とを含む手持ち工具、および工具制御器2であって、方位特定ユニットおよび/または出力ユニット11が、方位データまたは方位特有データを比較変数と比較した後に、少なくとも1つの制御パラメータ、特に複数の制御パラメータを特定するのに適しており、少なくとも1つの制御パラメータを、工具1を制御するために工具制御器2に伝送することができる。
(もっと読む)
アーク溶接のガス制御方法
【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
肉盛溶接装置及び方法
【課題】溶接トーチの位置決めを自動化する。
【解決手段】配管p上に取付ける横行レール2a、2bに沿って移動する横行台車4a、4bを走行ガイド部材5で連結する。走行ガイド部材5に案内移動される溶接走行台車6に取付けたトーチヘッド7の溶接トーチ7eに溶接機から溶接ワイヤ及び電力を供給する。トーチヘッド7は、横行レール2a、2bと同方向に配置した横行ガイド部材7aに沿う移動可能に上下部材7bを取付ける。上下部材7bに、横行ガイド部材7aと同方向の移動可能に取付けた円弧移動装置7cに沿う移動可能に、溶接トーチ7eのウィービング装置7dを取付ける。溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御して行う。シールドガスとしてアルゴンガスのみを使用する。
【効果】アーク長を適正に制御でき、高品質な肉盛溶接が自動化できる。また、希釈率が限りなく0に近い溶接が可能となる。
(もっと読む)
溶接プロセスを停止させる方法および溶接装置
【課題】溶接終了時における大きい径の球の形成を防止する。
【解決手段】プロセスの停止段階において短絡が形成されると、出力電流を、短絡をクリアするのに充分なレベルに制御する212。短絡がクリアされたら、低電流レベルに制御する216。この低電流レベルは大きい球の形成を防止できる程度に低い。短絡が発生しなくなるまで以上のステップを繰返えす。ワイヤフィード速度をモニターし、ワイヤフィード速度が閾値以下に落ちると、停止操作が開始される。停止操作はMIG溶接、パルススプレー溶接及び短絡移行溶接において行なわれる。アーク電圧をモニターしてアークの状態を判定する。ユーザーからの停止指令を受信するとこれに応答してモーター停止が指令され、モーターの制動が制御される。閾値に達する前で停止信号を受信した後に、少なくとも1つの出力パラメータを低下させてもよい。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
溶接システム部品のためのコンデンサ−回路板インターフェース
溶接システム部品は溶接システム部品のための回路板(46)を含む。インターフェース(70)が主立上り部(74)を有し、締結具通路(78)が主立上り部を通じて形成される。インターフェース(70)は拡張部(76)を有し、端子通路(80)が拡張部を通じて形成される。拡張部(76)は、端子が端子通路(80)内に配置された状態で、回路板(46)に電気的に接続される。拡張部(76)は回路板(46)の表面から離間する。コンデンサ(42)が主立上り部(74)に電気的に接続され、締結具(82)が締結具通路(80)内に配置される。 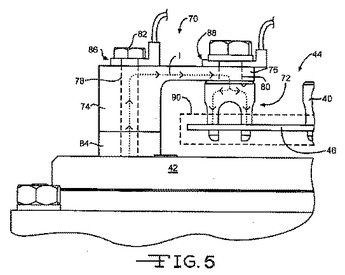 (もっと読む)
(もっと読む)
ガスメタルアーク溶接(GMAW)短絡回路高溶着アーク溶接の方法及び装置
前進する電極とワークピースとの間における電流によってパルス溶接法を実施するための電気アーク溶接装置であり、その溶接機は、その前進する電極とワークピースとの間に短絡が生じると短絡信号を生成するための短絡検出回路、及びその短絡が、その溶接機がピーク・パルス電流(2010)を出力していないときの期間の間にクリアされた後にプラズマ・ブースト・パルスを生成するためのブースト回路を含む。そのピーク・パルス電流(2010)とバックグラウンド電流との比は高く、そのピーク・パルスの持続期間は短い。  (もっと読む)
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 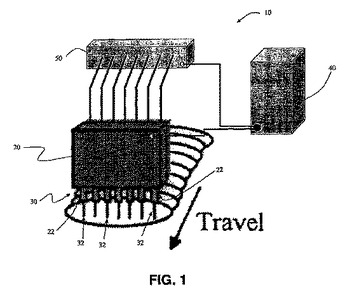 (もっと読む)
(もっと読む)
溶接操作中に溶接プロセスを変更する方法および溶接操作前に熱入力する方法
本発明は、溶接操作中に溶接プロセスを変更する方法であって、溶融する溶接ワイヤ(9)とワークピース(14)との間の短絡中に、実施された溶接プロセスから次の溶接プロセスまで変更が実行される方法、および溶接操作の前に熱を入力する方法に関する。高いプロセスの安定性によって溶接プロセスを達成するために、実施される前記溶接プロセスの短絡を検出して、前記溶接ワイヤ(9)が前記次の溶接プロセスの溶接電流(I)の閾値(34)に依存して移動方向に規定された継続期間(32)の間さらに移動した後停止し、前記溶接電流(I)が前記閾値(34)に到達すると、前記次の溶接プロセスを開始するために、前記溶接ワイヤ(9)が反対方向に移動することが提供される。 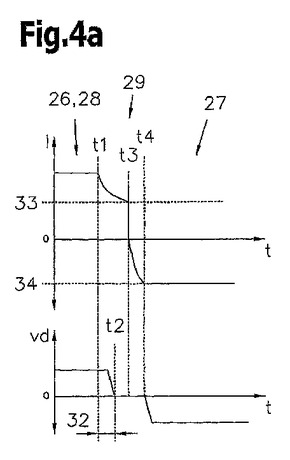 (もっと読む)
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】2電極アーク溶接において、アークスタート部の溶け込み及びビード形状を適正化すること。
【解決手段】消耗電極1aおよび非消耗電極1bを備えた溶接トーチWTを用いてアーク溶接する2電極アーク溶接のアークスタート制御方法において、消耗電極1aと母材2との間に消耗電極アーク3aを発生させ、その後は消耗電極1aを定常送給速度で送給し、非消耗電極1bと母材2との間に非消耗電極アーク3bを発生させ、その後は余熱期間の間、非消耗電極アーク3bに定常電流値よりも大きな値の余熱電流を通電すると共に、送給速度を余熱電流の値に応じて定常送給速度よりも速い余熱送給速度に切り換え、余熱期間が終了すると、送給速度を定常送給速度に切り換えると共に、非消耗電極アーク3bを通電する電流値を定常電流値に切り換えて定常溶接状態に移行させる。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
交流アーク溶接電源
【課題】 従来の交流アーク溶接電源は、極性切換時に再点弧電圧を印加しアーク消滅を防止するために、2つの補助コンデンサ充電回路と2つの補助コンデンサを用いていた。
【解決手段】 コンデンサ充電回路は、電極マイナス極性から電極プラス極性に切換わるときに補助コンデンサの放電を行ない電極と被溶接物との間に再点弧電圧を印加し、放電開始から所定時間が経過すると補助コンデンサの充電を行なう。続いて、電極プラス極性から電極マイナス極性に切換わるときに補助コンデンサは、再度放電を行ない被溶接物と電極との間に再点弧電圧が印加され、放電から所定時間が経過したときに補助コンデンサの充電を行なう。この一連の動作を繰り返すことにより、極性切換時のアーク消滅が防止でき、2つ極性切換モードに対して再点弧電圧の印加が可能となる。
(もっと読む)
溶極式パルスアーク溶接方法
【課題】スパッタの発生量を十分に小さくすることができる溶極式パルスアーク溶接方法を提供する。
【解決手段】 電極ワイヤの先端と母材間に周期的なパルス電流を供給してパルス毎にアーク放電を生じさせる溶極式パルスアーク溶接方法において、上記パルス電流のパルス立下り領域での電流変化速度を700A/ms以上に設定するとともに、電極ワイヤの表面に塗布した植物油中のカリウム含有量を、ワイヤ10kg当たり5mg以上でかつ50mg以下に設定する。
(もっと読む)
レーザハイブリッドアーク溶接機とレーザハイブリッドアーク溶接システム
【課題】レーザハイブリッドアーク溶接施工中に直接もしくは反射したレーザにより、スパッタの発生、ビード外観の不良、溶接不安定、溶接欠陥、溶接強度不足が生じる。またレーザ設備の導入コストが高額である。
【解決手段】施工状態を監視するための施工状態検出器3と溶滴移行中におけるレーザ出力を適正に制御するレーザ出力制御部1とアーク長が短くなった場合にアーク長を適正に制御するアーク出力を制御するアーク出力制御部2とアーク電源部4を備えたレーザハイブリッドアーク溶接機9を用いたレーザハイブリッドアーク溶接システムを提供する。
(もっと読む)
消耗電極アーク溶接の溶接開始方法
【課題】消耗電極アーク溶接の溶接開始時に、アーク発生を正確に判別して溶接トーチの移動開始との同期を正確に行えるようにすることを目的とする。
【解決手段】溶接開始に際して溶接ワイヤと母材との間にアークが発生したことを判別して溶接トーチの移動を開始する消耗電極アーク溶接の溶接開始方法において、予め定めたサンプリング周期ごとに溶接電流i及び溶接電圧vを検出し、検出された複数組の溶接電流i及び溶接電圧vによって予め定めた特性算出期間Tc(m)ごとに1次近似式v=a×i+b(a及びbは定数)を算出し、この切片bが予め定めたアーク判定範囲内にあるときは前記アークが発生したと判別して、前記溶接トーチの移動を開始する。これにより、ワイヤ突出し部の電圧値が大きいときでも誤動作なしにアーク発生状態を判別することができる。
(もっと読む)
アーク溶接におけるプラズマ制御方法及び溶接トーチ
【課題】溶接品質の調整が極めて簡単で、任意に調整された溶接品質を安定に得ることができ、また、箱型形状の被溶接物の表面側の溶接も簡単に行うことのできるアーク溶接におけるプラズマ制御方法を提供する。
【解決手段】溶接トーチ1内に、そのトーチ先端方向に延出する通電路3を配置し、この通電路3に電流Iを流して磁界を発生させ、溶接トーチ1の先端側に発生するプラズマ5を軸芯方向に集中させる。このプラズマ5の集中の度合いは通電路3に流す電流Iの大小で簡単に調整でき、また、被溶接物の背面側に磁石を置く必要もなく、上記課題を容易に達成させ得る。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
電磁力を用いた溶接方法及び溶接装置
【課題】 アーク溶接、レーザ溶接などの溶融溶接において、熱源形態やビード形状制御や形状欠陥防止と冶金的問題を同時に解決できる溶接方法及び溶接装置を提供する。
【解決手段】 母材8に対向してアーク9を発生させて溶融池10を形成し、アーク9及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を付与する溶接方法。また、母材8に対向してアーク9を発生させて溶融池10を形成する溶接装置において、非対称交流磁化電源5と溶融池10の近傍に対向磁極7a,7bを備え、非対称交流磁化電源により対向磁極を励起し、アーク10及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を発生させるようにした溶接装置。
(もっと読む)
構造物の肉盛溶接装置及びそれを用いた肉盛溶接方法
【課題】垂直又は斜めに設けられた大型構造物の内面に短時間でしかも均質な肉盛溶接層を形成できる構造物の肉盛溶接装置及びそれを用いた肉盛溶接方法を提供する。
【解決手段】中空長尺で大型の構造物の内面11に支持金具12を介して周方向に取付けられた枠状の第1、第2のレール13、14と、第1、第2のレール13、14に沿って移動する対となる走行台車15、16に連結された縦ガイド部材17と、縦ガイド部材17に沿って上下動する昇降台車18と、昇降台車18に取付けられ水平方向に進退する水平ロッド部材19と、水平ロッド部材19の一端部の取付け金具20に構造物の内面11の溶接部方向に対して進退機構21及び傾動機構22を介して進退及び傾動可能に設けられた溶接トーチ24と、これらの制御装置25及び溶接トーチ24に溶接ワイヤ26及び電力を供給する溶接機27とを有する。
(もっと読む)
1 - 20 / 31
[ Back to top ]