
Fターム[4F202AH41]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 通信機器(←アンテナ) (14)
Fターム[4F202AH41]に分類される特許
1 - 14 / 14
アンテナ装置及びその形成方法
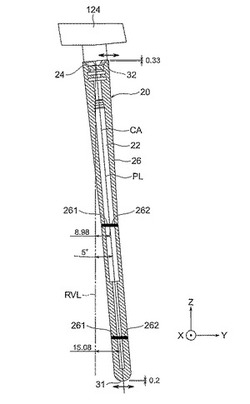
【課題】部品点数や製造工数を増加させることなく、インサート成形を行うこと。
【解決手段】中心軸(CA)を持つロッド状アンテナコア(22)と、このロッド状アンテナコアの基端部に連結された導電性接続金具(24)と、ロッド状アンテナコアの先端頂部から導電性接続金具に至る外周面に一体成形された樹脂(26)と、を有するアンテナ装置(20)において、樹脂(26)には、当該樹脂を成形する際にロッド状アンテナコア(22)を押さえるための複数本の押さえピンのそれぞれの穴(261;262)が、ロッド状アンテナコア(22)の中心軸(CA)と直交する方向に対して所定角度(5°)傾斜した状態で、穿設されている。
(もっと読む)
繊維強化樹脂成形体の製造装置

【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
電子機器
【課題】樹脂成形加工時に発生するオーバーフロー部を切断する後工程を省略できる電子機器を提供する。
【解決手段】電子機器10は、第1筐体部材23および第2筐体部材24により略箱状に形成された筐体20を有しており、第1筐体部材23および第2筐体部材24間の境界に沿ってパネル40が配列される。このパネル40には、樹脂成型するために、複数のゲート部42と各ゲート部42間のウェルド部43を有し、ウェルド部43に設けられるオーバーフロータブ41が筐体20に収容されている。このため、樹脂成型後にオーバーフロータブ41を切除する後工程を省略することができ、工程を削減できる。
(もっと読む)
ICタグ一体成形品の製造方法
【課題】少ない工程で成形樹脂と粘着シートの接着が強固なICタグ一体成形品の製造方法を提供する。
【解決手段】凹状の下型4内にICタグ1、または、樹脂シート上に保持されたICタグを配置し、前記凹状の下型と、粘着ベース基材2aと粘着層2bから構成された粘着シート2を保持した上型6aとでキャビティ3を形成し、前記キャビティに樹脂を注入するICタグ一体成形品の製造方法であって、前記ICタグはICタグベース基材1bに設けられたアンテナ回路1aと該アンテナ回路に電気的に接続されたICチップ1cからなり、前記粘着シートは粘着層を上型側に保持され、前記上型は少なくとも一つの樹脂注入用のゲート6bを有し、前記粘着シートは前記ゲートに対応する位置に通孔2cを有することを特徴とするICタグ一体成形品の製造方法。
(もっと読む)
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
立体形態見本およびその製造方法
【課題】本発明の解決しようとする課題は、短期間に、低コストに生産可能な立体形態見本とその製造方法を提案するものである。
【解決手段】模写すべき3次元形状物品の外観を現出するための画像を形成したプラスチックフィルムを、該3次元形状物品の形状に合わせて成形したものを、プラスチック成形品の表面に貼り合わせたことを特徴とする立体形態見本であり、プラスチックフィルムに画像を形成する第一の工程と、該プラスチックフィルムを予備成形する第二の工程と、成形されたプラスチックフィルムを切り抜き、射出成形金型内に設置して熱可塑性樹脂を射出成形することにより射出成形品と前記プラスチックフィルムとが一体となった部品を得る第三の工程と、これらの工程によって製造された複数の部品を組み立てて、立体形態見本を製造する第四の工程とからなることを特徴とする、立体形態見本の製造方法である。
(もっと読む)
成形部品の製造方法及び携帯電子機器
【課題】第1の成形部分と第2の成形部分の剥がれが生じにくい成形部品を製造するための成形部品の製造方法を提供すること。
【解決手段】本発明の成形部品の製造方法は、第1の金型101と第2の金型102とからなる第1の金型対110に第1の熱可塑性部材を射出して、内側本体部91aと、内側本体部91aの第1面側から突出した腕部91bと、内側本体部91aの第1面側と反対側の第2面側において腕部91bと対応する位置に設けられた凸部91dとを備えた内側キャップ部材91を成形する第1の成形工程と、内側キャップ部材91を設置した第1の金型101と、第3の金型とからなる第2の金型対に第2の熱可塑性部材を射出して、内側キャップ部材91の凸部91dを含む第2面側に第2の熱可塑性部材からなる外側キャップ部材92を成形する第2の成形工程と、を有することを特徴とする。
(もっと読む)
樹脂成形体の製造方法
【課題】金属微粒子について、樹脂の溶融温度において熱分解し難く、且つ、高圧二酸化炭素に対して高い溶解度が得られるようにして樹脂へ導入し、この樹脂を用いて成形する樹脂の成形体の製造方法を提供する。
【解決手段】樹脂成形体の製造方法は、フッ素含有金属錯体およびそれを溶解できるフッ素系溶液を高圧二酸化炭素に溶解させて、高圧流体を生成することと、加熱溶融した樹脂に高圧流体を導入することと、高圧流体を導入した樹脂を成形して、成形体を成形することとを含む。
(もっと読む)
電子装置用筐体及びその製造方法
【課題】機械的強度が高く、外観が美しく、且つ薄型化を実現することができる電子装置用筐体及びその製造方法を提供する。
【解決手段】金属製本体と、プラスチック製アンテナカバーとがインサート成型方法により一体に成型される電子装置用筐体において、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面は平坦な面であり、その平坦な面の全体に連続的な塗装層が形成されている。金属製本体と、プラスチック製アンテナカバーと、がインサート成型方法により一体に成型される電子装置用筐体の製造方法において、インサート材にする金属製本体を準備するステップと、前記金属製本体とプラスチック製アンテナカバーとをインサート成型するステップと、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面の全体に連続的な塗装層を形成するステップとを含む。
(もっと読む)
ヘリカルアンテナの製造方法
【課題】単純な構造の金型で成形でき、外観に優れ、製造コストを抑え、かつ、製造の作業が簡単化されたヘリカルアンテナの製造方法を提供する。
【解決手段】ヘリカルコイル10を一次成形用金型の一次キャビティに装着し、一次スライドコアを、ヘリカルコイル10の先端部の内周に、ヘリカルコイル10の長さに対して所定の比率で定まる長さ分だけ挿入し、一次キャビティに樹脂を充填して、先端部に所定深さの凹部31を有した一次成形品30を成形し、一次成形品30を二次成形用金型50の二次キャビティ51に装着し、二次スライドコア55を、二次成形用金型50に形成された二次貫通孔54を介して、一次成形品30の先端部に形成された凹部31に挿入した後に、二次キャビティ51に樹脂の充填を開始し、樹脂の充填の終了時には二次スライドコア55を凹部31から抜き取り、凹部31にも樹脂を充填して二次成形品を成形する。
(もっと読む)
回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法
【課題】 回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法の提供。
【解決手段】 渦形部品、第一型と第二型を提供する。続いて回転アセンブリの渦形部品を該第二型の対応する渦型スリットに挿入し、第一型と第二型を結合して第一型の第一キャビティーを第二型の第二キャビティーにアラインさせる。その後、射出材料を射出孔より第一キャビティーと第二キャビティーが構成する空間に注入し該回転アセンブリの軸を形成し、最後に上述の第一型と第二型を分離させて回転アセンブリを得る。
(もっと読む)
バルブゲート式金型装置およびその製造方法
【課題】 携帯電話機の筐体のように流行性に富む一方、全体寸法に大きな変更がない樹脂成形品を製作するための金型装置の製作期間を短縮することを課題とする。
【解決手段】 互いに型閉し型閉時に製品キャビティ14を相互間に形成する固定型21と可動型22とからなる金型装置1の前記固定型21内に複数のバルブゲート15を配設する金型装置1の製造方法において、バルブピン3を含むバルブ本体5を標準化して予め製作しておくとともに、前記固定型21について前記バルブピン3を含むバルブ本体5の取り付け加工を残した状態で予め製作しておき、成形品の大きさと形状が決定した段階で前記固定型21に前記バルブピン3を含むバルブ本体5の取り付け加工を行なうことで上記の課題を解決する。
(もっと読む)
携帯電話機用操作部品の製造方法及びその製造方法に用いられる製造装置
【課題】 模様材とメッキとで加飾された携帯電話機用の操作部品を製造する場合に、製造工数の削減及び製造工程の簡素化を図り、操作部品のコストを低減する。
【解決手段】 成形用金型2の固定型4と可動型5との間にスライド型6を配置する。スライド型6に支持材を保持させる。固定型4と可動型5とを型閉じすることにより、スライド型6と可動型5とでキャビティSを形成するとともに、キャビティS内に模様材を配置する。その後、キャビティS内に溶融樹脂材を射出して、模様材が付された下側操作ボタンを有する中間成形品を得て、この中間成形品をスライド型6に保持させる。固定型4と可動型5とを型開きした後、スライド型6を移動させて再び型閉じし、中間成形品の上側操作ボタンをメッキ装置の真空釜で覆う。メッキ装置により上側操作ボタンにメッキを施して操作部品を得る。
(もっと読む)
1 - 14 / 14
[ Back to top ]