
Fターム[4F202CB11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085)
Fターム[4F202CB11]の下位に属するFターム
インサート成形 (1,473)
表面材との一体化 (522)
封入成形 (450)
絵付け、ラベリング (188)
複数の挿入物等の一体化 (340)
Fターム[4F202CB11]に分類される特許
101 - 112 / 112
モールド成形方法、および、その方法により作製したステータコラムを備える真空ポンプ

【課題】内装部品の周囲に該内装部品の内側面より少し引っ込んだ形態のモールド部を、簡単な成形治具と少ない作業工数で安価に成形できる、モールド成形方法と、その方法により作製したステータコラムを備える真空ポンプを提供する。
【解決手段】本モールド成形方法では、筒体としてのステータコラム4やその内装部品であるラジアル電磁石10−2、ラジアル方向変位センサ10−3、駆動モータの固定子12−1よりも熱膨張率の大きい中子51を用い、この中子51をステータコラム4の内側に挿入セットした後、その熱膨張率の差により中子51を拡張させた状態で、中子51とステータコラム4との間に樹脂等のモールド材を充填し、該モールド材を硬化させるものとする。
(もっと読む)
インサート成形装置

【課題】 極細の軸棒を所定の位置に確実にセットすることができるインサート成形装置を提供する。
【解決手段】 金属製の軸棒110の一端を、合成樹脂製の把持部に埋め込むインサート成形装置であって、前記把持部に対応したキャビティを有する第1金型20と、前記軸棒の基端側を前記キャビティ内に進入させた状態で軸棒を保持する第2金型30と、該第2金型から一定の距離に設けられた基礎面51と、該基礎面に載置され前記軸棒の先端位置を決めるスペーサ40とを有し、前記第1金型と第2金型とが共に複数に分割可能で、前記軸棒110を前記第2金型30の保持部33に進入させるとき、前記第2金型の離間距離2sが軸棒の被保持部の直径d以下であり、かつ、前記第1金型の離間距離Wの方が第2金型の離間距離2sよりも大きい。
(もっと読む)
空気フィルターの製造方法
【課題】
空気フィルターの製造に関し、インサート射出成形によって枠と金網とを一体化して一工程で製造することにより、安価に空気フィルターを製造する方法を提供することを目的とする。
【解決手段】
定尺の金網21を凹型Cの空間部に挿入、定置させる工程と、凸型Dを前記凹型Cの方向へ可動して閉型作動した後、前記凹型Cと前記凸型Dとで形成されるキャビティに樹脂を射出する工程とを含むことにより、前記金網21の縁部を樹脂体で包囲した空気フィルター2を成形することを特徴とする空気フィルターの製造方法である。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止した高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3をセンターベルト保持部32にセットした状態で金型30、31内のキャビティに樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付け、更に隣り合うブロック2とブロック2との間に規制部材6を成形配置することでブロックの動きを規制し揺動を抑制する。
(もっと読む)
分岐ホースの製造用金型
【課題】分岐ホースの製造前後に行っていた面倒で非効率な手作業を解消すると共に、分岐ホースの耐久性を向上せしめかつ多種多様化を計った分岐ホースの製造用金型を提供する。
【解決手段】凹窪11の底部にエアー導孔15の導孔端を開口し、該凹窪11と枝ホース端部内周6aとの間に中芯型体10を介装し、分岐ホース13の製造後にエアー導孔15から圧送したエアー圧で中芯型体10を浮上させ分岐ホース13内を経て外部へ放出するように構成した。
(もっと読む)
複数の加圧チャンバを有する補綴ソケット直接注型装置
【課題】
【解決手段】 本発明の補綴ソケット注型装置は、前方側面を備えた基部を有し、この前方側面から、中央の注型領域を囲む膨張可能なブラダーが延びている。ブラダーは、ブラダーの内側でその長さにほぼ沿って延び、中央の注型領域を周方向に囲んでいる膨張可能な複数の内側チャンバを有する。これらチャンバの内壁は、柔軟で流体不浸透性の比較的薄いシート材料で形成されている。この材料は、チャンバの空間が加圧されると伸張可能である。ブラダーはまた、材料で形成された外側カバー、即ち、壁部か、ブラダーの外方への伸張を拘束する構造物かを有している。これらチャンバは、硬化可能な補綴ソケット材料が上に配置された義足が圧力下で注型および硬化されるように配置され得る中央の注型領域を圧迫するように、義足加圧された空気または他の流体を用いて膨張可能である。 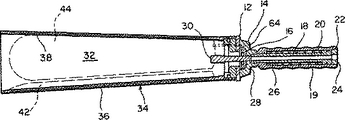 (もっと読む)
(もっと読む)
複合材料のための室温硬化可能な水ベースの離型剤
エポキシ樹脂およびポリエステルベースのポリマー材料等の複合材部品を離型するのに役立つ、室温硬化可能な水ベースの離型剤。離型剤は室温のような低温で硬化可能であるが、例えば200℃または280℃を越えるような従来のエポキシ樹脂ベースの複合材の成型温度まで、熱的に安定である。この離型剤は、型それ自体をオーブンに置く前に、室温で準備されるとき、高温で大きなオーブン中で硬化させられる大きな複合材部品を離型するのに有用である。さらに、この離型剤は、室温のような低温で製造され、硬化させられるポリエステル複合材部品を離型するのにも有用である。 (もっと読む)
スロットルボデーのボデー成形型
【課題】 型温度を所定温度に保持することにより、ボデー本体を精度良く樹脂成形することのできるスロットルボデーのボデー成形型を提供する。
【解決手段】 吸入空気が流れるボア7を開閉するバルブ体4をインサートした状態で、ボア7を形成するボデー本体3を樹脂成形するボデー成形型に、型温度を所定温度に保持するための温調手段(熱媒体流通路289,290,291,292,293,294)を備える。
(もっと読む)
ガラスラン、その製造方法及びガラスラン成形用金型装置
【課題】作業性の飛躍的な向上を図ることのできるガラスラン、その製造方法及びガラスラン成形用金型装置を提供する。
【解決手段】車両ドアのサッシュにガラスラン1が取付けられる。ガラスラン1は押出成形部2等と型成形部5等から構成される。各成形部2等は、基底部10及び側壁部11,12からなる本体部13と、ドアガラスとの間をシールするシールリップ14,15と、基底部10において車内外方向に伸縮可能な伸縮部16等とを備えている。そして、型成形部5の成形に際し、コア本体と、シールリップ14,15の内周面を画定する側から突出する第1保持部と、基底部10の内周面を画定する側から突出する第2保持部とからなるコア金型を用いることにより、型成形部5のコーナー部C1を含む所定区間において、伸縮部16等に代えて、基底部10を貫通する開口部40が形成されたガラスラン1が成形される。
(もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形
【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
中空状成形体およびその製造方法
【課題】 サイドウインカー1を、一次製品であるレンズ部2とハウジング4とを突き合わせた状態で樹脂材5を二次射出して形成するものにおいて、これら一次製品を容易に分解して分別収集できるようにする。
【解決手段】 ハウジング4に形成した変形辺4eを、樹脂材5の二次射出圧で変形させてレンズ部2に形成の凹孔2dに嵌合係止させ、これによって突き合わせ逆方向の抜止めがなされた状態でレンズ部2とハウジング4とを固定する。
(もっと読む)
射出成形方法及びそれを用いて製造した回転検出装置
【課題】 コイルなどの内周側に樹脂が入り込まないようにすることで、回転検出装置の小型化を図る
【解決手段】 まず、金属製カバー4を用意すると共に、該金属製カバー4を固定型21に固定する。そして、金属製カバー4内に集合体を配置したのち、移動型22bの先端部がコイル11、コイルスプール12等で構成される集合体の内周に嵌入するように移動型22bを移動させる。その後、移動型22bの先端部から樹脂を射出して樹脂モールド部15を射出成形する。このとき、集合体を配置する工程では、略円環状を成す集合体の内周全周に備えられた突出部12aを金属製カバー4に配置し、移動型22aを移動させる工程では、移動型22bの先端部によって突出部を応力変形させることで、突出部12aにて、移動型22bの先端部の外周と集合体の内周との間をシールさせるようにする。具体的には、突出部12aは、コイルスプール12を集合体の内周側に突出させて形成する。
(もっと読む)
101 - 112 / 112
[ Back to top ]