
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
101 - 120 / 844
ケーシング用成型部品及びその金型
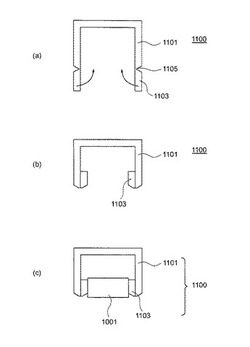
【課題】型による成形が容易なケーシング用成型部品および成形に使用する成形型を提供する。
【解決手段】筒1101の少なくとも一方の端部の周縁部に、筒の軸方向に伸びる複数の突起部1103を備えており、複数の突起部が筒の内側に折り曲げられた状態で、他の部品1001を筒の内側に嵌め合せるように構成されたケーシング用成型部品1100とすることで、成形される際に型を引き抜くことができないアンダーカットを有しないため、型を使用した成形によって簡単に製造できる。
(もっと読む)
バッテリトレイ

【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができるようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】第1キャビティ部23内を流動する溶融状態のプラスチックの流れは、第1キャビティ部23内に円筒状に出っ張る第2キャビティ部26の開口部分28によって邪魔され、第2キャビティ部26の開口部分28の周囲に均等に充填された後、開口部分28の周囲から第2キャビティ部26内にほぼ同時に流入する。第1キャビティ部23内から第2キャビティ部26内に流入する溶融状態のプラスチックの流れは、第2キャビティ
部26の開口部分28によって絞られて整えられる。その結果、射出成形用金型2で射出成形された遊星歯車装置用キャリアは、支持軸の倒れが抑えられる。
(もっと読む)
成形装置及び成形方法
【課題】一端が閉塞された成形品、あるいは複数の枝管部が分岐した成形品であっても、成形後に成形品内からコアを容易に型抜きできるようにする。
【解決手段】幹管部P1と、その幹管部P1から分岐する複数の枝管部P2とを設けたインマニMを成形する。コア22を幹側コア23と、枝側コア24とにより構成する。幹側コア23には幹管部P1と枝管部P2との間の内側湾曲部Cを賦形する曲面部23bを形成する。幹側コア23を、曲面部23bを有する第1コア片23Aと、進退移動される第2コア片23Bとより構成する。両コア片23A,23B間には、第2コア片23Bの進退移動時に第1コア片23Aを枝側コア24に接近離間させる運動変換機構25を設ける。第1コア片23Aと枝側コア24との間には、第1コア片23Aが枝側コア24から離間されるとき、第1コア片23Aの第2コア片23Bと同方向への退出移動を拘束する拘束機構26を設ける。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
導光型装飾樹脂成型品およびその製造方法
【課題】 製品の外観上を美しく保ち、かつ、内部に配置された光源からの意図しない光の漏洩を防止することができる導光型装飾樹脂成型品およびその製造方法を提供する。
【解決手段】 導光型装飾樹脂成型品1は、1次側樹脂層として透光性を有する板状に形成された透光性樹脂層4と、2次側樹脂層としてその透光性樹脂層4の裏面側に一体的に形成され、光が透光性樹脂層4の裏面側へ漏洩することを防止する不透光性を有する不透光性樹脂層5と、透光性樹脂の外面を、光を漏洩させる領域を除いて被覆するように形成されて装飾意匠面を構成し、その光を漏洩させる領域以外の領域からの光の漏洩を防止する不透光性のものとされ、かつ先端部6が不透光性樹脂層5の側へ回り込むように位置する不透光性のシート材3と、を備える。不透光性のシート材3は、その先端部6が不透光性樹脂層5とオーバーラップする形態で、その不透光性樹脂層5と共に透光性樹脂層4を外側から囲い込む。
(もっと読む)
プラスチックレンズ
【課題】成形した際に、光学的欠陥となるウェルドラインが発生しない、優れた光学特性を備えたプラスチックレンズを提供する。
【解決手段】プラスチックレンズ100は、光学機能を有する第1面110および第2面120と、第1面110および第2面120の外周部に形成された外周面130とにより構成される。プラスチックレンズ100は、レンズ外周部の肉厚よりもレンズ中央部の肉厚が薄く構成されている。第1面110は、凸面または平面もしくは平面に近い凹面で形成される。第2面120は、光学機能面である凹面121を備えている。凹面121の外周に沿ってに凹部122が設けられており、凹面121と凹部122との境界には第1凸部123が形成されている。凹部122と外周面130との境界には第2凸部124が形成されている。また、外周面130には、レンズ成形時の樹脂射出口の配設位置に形成されるゲート部131が形成されている。
(もっと読む)
合成樹脂成形品とその射出成形方法
【課題】 本発明は、成形品の表面を、均一な光沢および外観とすることにより、良好な外観体裁を確実に得ることを目的とする。
【解決手段】 肉厚板状に射出成形された本体部2の裏面に凹部3を設け、この凹部3に近接した本体部2の周端面箇所にサイドゲート方式のゲート痕を位置させ、本体部2の表面を斑のない均一な光沢および外観を有するものとすることにより、ジェティングやウエルドの影響の無い、高い装飾効果を安定して発揮する成形品1の良好な外観体裁を得ることができる。
(もっと読む)
熱可塑性樹脂製射出成形品およびその製造方法
【課題】表面にシボが均一に転写された、転写ムラによる斑模様の発生のない、優れたシボ装飾面を有する射出成形品を提供する。
【解決手段】表面に装飾のための凹凸状シボを有する装飾面(A)と、装飾が必要ではない裏側の面(B)を有する熱可塑性樹脂製射出成形品であって、
装飾面(A)および裏側面(B)における各表面の算術平均粗さをそれぞれRa(A)、Ra(B)、単位面積あたりの表面積をそれぞれS(A)、S(B)とした際、
Ra(A)<Ra(B) かつ S(A)<S(B)であることを特徴とする熱可塑性樹脂製射出成形品による。
(もっと読む)
金型装置
【課題】補強リブへのヒケの発生も抑制して、樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21の裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、本体キャビティ部5とリブキャビティ部6とからなるキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、樹脂を表面側から先に加熱して硬化させる加熱手段と、加熱時に樹脂に成形圧を付与する加圧手段8と、樹脂注入時にキャビティ4内の空気を排出するエアベント11と、加熱時にキャビティ4内に樹脂を補充する補充手段と、を備え、補充手段がリブキャビティ部6内の樹脂の硬化に伴い生じるヒケにエアベント11を介して樹脂を補充するものとした。
(もっと読む)
レンズホルダ成形型の製造方法およびレンズホルダの製造方法
【課題】 複数のレンズ収納穴を有するレンズホルダを高精度に形成できる成形型の製造方法および前記成形型を使用して高精度なレンズホルダを成形できるレンズホルダの製造方法を提供する。
【解決手段】 円柱状の基準入子を使用して合成樹脂によりホルダサンプル101を形成する。ホルダサンプル101に形成された仮収納穴103,104,105は円筒状の内周面103a,104a,105aを有している。この内周面103a,104a,105a上に対向点103b、103c、104b,104c,105b,105cを設定し、その位置を測定する。この測定値に基づいて、樹脂成形時の変形などを加味して、基準入子の加工量が決められる。
(もっと読む)
合成樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】従来よりもウエルド部の強度を高めた合成樹脂製保持器、並びに耐久性に優れる転がり軸受を提供する。
【解決手段】キャビティのウエルド位置に一致する位置の内径側に設けられた開口に通じる第1の樹脂溜りと、前記第1の樹脂溜まりに近接して該キャビティに設けられた開口に通じる第2の樹脂溜りとを備える保持器成形用金型を用いて保持器成形用樹脂組成物を射出成形する。また、前記合成樹脂製保持器を備える転がり軸受を提供する。
(もっと読む)
体液浄化カラム、その製造方法及び製造装置
【課題】人体に有害な溶剤、微粉末片等の残留物はなく、1、2次射出成形が適用されているにも拘わらず接合強度、接合部の気密性、液密性等は高く、医療器具として安全に使用できる体液浄化カラムを提供する。
【解決手段】体液の出入り口(9、9)を有する容器本体と、該容器本体内に設けられている体液浄化用充填材(F)とからなる。容器本体は、1次射出成形により成形された一対の半容器(A、B)が接合部位(C)において2次射出成形により接合されたものである。その接合部位(C)は、本体部(Ah、Bh)から斜め内方に角度θで広がるように傾斜して延びている接合部(At、Bt)の突合せ先端部(T、T)の外周部に位置している。
(もっと読む)
樹脂成形品のボス構造
【課題】タッピングスクリューのぐらつきを防止しつつ省スペース化を図るとともに、低い製造コストで塗装時のゴミ付着不良を防止する。
【解決手段】外表面パネル部3の裏面に、縦壁部5を薄肉部7を介して一体に突設する。縦壁部5の突出端に、水平壁部9を一体に連結して水平壁部9、縦壁部5及び外表面パネル部3の三者間に一側方に開放する中空部Sを形成する。縦壁部5及び水平壁部9を中空部Sの反開放部側で中空部S内へ凹陥させて反外表面パネル部3側と上記反開放部側とに開いた凹部11を構成する。凹部11の開放部側に、周壁13aの一部及び底壁13bを凹部11と共有するようにボス部13を立設する。ボス部13の底壁13bと外表面パネル部3との間に位置する第2中空部S2は、凹部11を除く水平壁部9と外表面パネル部3との間に位置する第1中空部S1よりもボス部突出方向に狭く、第1中空部S1に反開放部側方向を除く三方向から囲まれる。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
金型、その製造方法、金型を用いた樹脂成形体の製造方法並びにその製造方法によって製造された樹脂成形体
【課題】プラスチック成形体に撥水性を付与する金型を提供する。
【解決手段】樹脂成形体の表面に撥水性領域を形成する金型10であって、金型本体部11と、この金型本体部11の内周面の少なくとも一部に形成されたメッキ部12と、を備え、メッキ部12は樹脂材が当接する接触面側に微細周期構造20を有し、微細周期構造20はV字型の凹部が隙間無く連なる鋸歯状の断面に形成されており、凹部は樹脂材が収容される型内側へ向けて拡開しており、凹部の両肩間の寸法は1.0μm以上で、且つ、100μm未満である。
(もっと読む)
コアバック発泡成形型及び車両用エンジンカバーの製造方法
【課題】成形可能な発泡成形品の構造の自由度を高くすることが可能なコアバック発泡成形型及び車両用エンジンカバーの製造方法を提供する。
【解決手段】本発明のコアバック発泡成形型10は、キャビティ30に連通するコアガイド孔13を固定型11に設けてそこに追従コア40を直動可能に収容し、キャビティ30の外側に配置されてコアバック可動型20と同方向に直動する追従可動体56を固定型11の背面側で追従コア40に連結した構造になっている。そして、追従可動体56がコアバック可動型20に当接して直動することで、追従コア40がコアバック可動型20のコアバック動作に追従移動する。これにより、キャビティ30のうち追従コア40が配置された部分では、それ以外の部分に比べてコアバックによるキャビティ30の拡張量が小さくなる。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
樹脂成形用金型及び光ピックアップ装置用対物レンズ並びに光学素子製造方法
【課題】対物レンズを構成する2つの光学機能面の芯ズレを抑えることができ、安定した
性能を有した光ピックアップ装置用対物レンズを得る。
【解決手段】光学機能部とフランジ部が形成され光学機能部のNA値が0.7以上の光学
素子を製造する樹脂成形用金型において、金型は、型開き状態で光学素子が残る第1の金
型部と、型開き状態で光学素子が残らない第2の金型部とを有し、第1の金型部に、フラ
ンジ部を突き出して第1の金型部から光学素子を離型させる突き出し部を設けた樹脂成形
用金型とする。
(もっと読む)
101 - 120 / 844
[ Back to top ]